一种e-ptfe防水防色迁移的热封胶带及其制备方法与应用
技术领域
1.本发明属于高分子粘结剂领域,具体涉及一种e-ptfe防水防色迁移的热封胶带及其制备方法与应用。
背景技术:
2.冲锋衣料面主要分两类,一类是直接将防水涂层涂于梭织面料的里层或是将防水涂层通过粘接胶水贴合于梭织面料里层,形成两层防水面料;另一类是在两层面料的基础上,再贴合一层网布层,起到耐磨、增加穿着舒适的作用,业内称为三层防水面料,这样加工的面料具有较高的防水性能和耐水洗性能。面料在进行加工制成冲锋衣过程中,会使用热风机进行压胶处理,而上述三层面料的车缝位处,使用的也是三层防水胶带,增强冲锋衣的密封、防水效果,防水胶带结构为经编网布贴合pu防水涂层,并在pu防水涂层上复合热熔胶层,该复合热熔胶层用于粘接面料。使用此工艺制成的冲锋衣具有防水、防寒、保暖的功效。
3.一般防水胶带网布的颜色是根据面料里布的颜色进行配色,当服装面布的颜色与里布的颜色差异很大时,尤其是涤纶面料或者含涤纶成分较高的面料,该种面料多采用分散染料进行染色,而分散染料于高温时容易升华,导致低温时发生色迁移,而现有防水热封胶带以pu膜作为防水层,虽易于tpu型热熔胶进行粘接,但容易因色迁移而使得防水胶带产生颜色变化,使得防水胶带网布颜色与冲锋衣里布颜色产生较大色差,影响美观。
技术实现要素:
4.针对现有防水胶带存在的易产生色迁移的问题,本技术旨在提供一种e-ptfe防水防色迁移的热封胶带及其制备方法与应用,能够有效避免热封胶带产生色迁移。
5.基于上述目的,本发明采用的技术方案如下:
6.第一方面,本发明提供一种e-ptfe防水防色迁移的热封胶带,所述热封胶带包括e-ptfe网布基材和覆盖于e-ptfe网布基材上的tpu热熔胶层;所述e-ptfe网布基材由网布与e-ptfe防水膜压合制得,所述e-ptfe防水膜的孔径为0.1~0.5μm。
7.本发明以e-ptfe防水膜作为热封胶带的防水层,e-ptfe防水膜是由ptfe分散树脂经双向拉伸加工而成的膨体ptfe微孔膜,ptfe微孔膜为多孔立体网状微观结构,其表面润湿性差,有效阻隔了分散树脂的迁移和挥发。
8.由于分散染料分子的粒径通常为1~2μm,其分子结构上不含水溶性基团,与高分子防水涂层如pu、tpu、pvc等材质会发生相似相容现象,进而产生变色。而e-ptfe防水膜是由ptfe分散树脂为原料经压延、拉伸制得的孔径为0.1~0.5μm的微孔薄膜,一方面,e-ptfe防水膜微孔的孔径小于分散染料分子的粒径,分散染料分子难以通过e-ptfe防水膜进而印染网布,另一方面,e-ptfe防水膜的表面张力只有18.5mn/m,溶解度参数为6.2,与分散染料的相容性差,综合起到阻隔色迁移的作用,故而,e-ptfe防水膜的孔径应不高于0.5μm。
9.若e-ptfe防水膜的孔径小于0.1μm,则降低了pur热熔胶于e-ptfe防水膜表面的渗透性,使得pur热熔胶无法渗透到e-ptfe防水膜的微孔中,导致e-ptfe防水膜与网布、tpu热
熔胶的粘接力下降,故而e-ptfe防水膜的孔径应不低于0.1μm。
10.优选地,所述网布为尼龙网布或雪纺网布。
11.网布主要用于增强热封胶带的强度,保护防水膜不受磨损,增加穿着体验,由于尼龙网布升华色牢度相对较优,故为进一步增强热封胶带的防色迁移能力,网布优选尼龙网布。
12.优选地,所述tpu热熔胶层包括如下重量份的原料:醚酯共聚型聚氨酯95~100份、气相法白炭黑0~2份、抗水解剂0~1份、抗氧剂0~1份、光稳定剂0~1份、紫外线吸收剂0~1份。
13.气相法白炭黑主要用于增强tpu热熔胶的粘接强度,光稳定剂、紫外线吸收剂主要用于提升tpu热熔胶的耐uv黄变性能,抗水解剂用于提升tpu热熔胶的耐水解性能,抗氧剂用于提升tpu热熔胶在高温熔融挤出时的热降解性能。
14.tpu热熔胶层的成分为tpu热熔胶,tpu热熔胶的软化点优选为110℃~130℃(环球法软化点),熔融指数优选为10~30g/10min(150℃,2160g)。
15.优选地,以重量百分比计,所述醚酯共聚型聚氨酯包括聚酯多元醇45~65wt%、聚醚多元醇5~15wt%、聚碳酸酯多元醇5~15wt%、mdi 20~25wt%、扩链剂5~10wt%。
16.其中,聚酯多元醇主要用于提供tpu热熔胶的粘接性能、防水性能;聚醚多元醇主要用于提供tpu热熔胶的柔软性和耐水解性;聚碳酸酯多元醇主要用于提供tpu热熔胶的耐水解特性和耐洗涤剂性能。
17.tpu热熔胶一般要求使用硬度为70~80a,所以多元醇占总原料比例约75%左右,由于tpu热熔胶需要具备良好的粘接性能和防水性能以及快速成型的能力,故聚酯多元醇的在整个多元醇中需要占相对较高的比例,即上述45wt%~65wt%;而聚醚多元醇在tpu热熔胶中所起到的作用为降低硬度和提高耐水解性,其力学性能以及粘接力较差,故其所占比例为5~15wt%;聚碳酸酯多元醇在tpu热熔胶体系中起到增强耐水解性和耐洗涤剂性能,但因聚碳酸酯多元醇的成本较高以及成型加工效率低,故其适宜添加量为5~15wt%。
18.优选地,所述抗水解剂包括聚碳化二亚胺。
19.第二方面,本发明提供一种热封胶带的制备方法,包括如下步骤:
20.(1)将网布和e-ptfe防水膜压合制得e-ptfe网布基材;
21.(2)tpu热熔胶层混合料的制备:将醚酯共聚型聚氨酯、气相法白炭黑、抗水解剂、抗氧剂、光稳定剂、紫外线吸收剂按照所述配比混料,经熔融共混造粒,制得tpu热熔胶层混合料;
22.(3)将步骤(2)制得的tpu热熔胶层混合料于130℃~150℃挤出并流延成0.1~0.15mm厚度的tpu热熔胶膜,tpu热熔胶膜与步骤(1)e-ptfe网布基材进行热压复合,制得e-ptfe防水防色迁移的热封胶带。
23.优选地,e-ptfe防水膜的厚度为0.035mm
±
0.005mm,克重为18g/m2±
3g/m2,不仅e-ptfe防水膜的孔径大小对染料分子的阻隔性能具有决定性作用,其克重及厚度对e-ptfe防水膜的强度以及对染料分子的阻隔性能也有重要影响,e-ptfe防水膜太薄、太轻则加工难度大,并且防水膜的强度低,在高防水要求的场合以开裂,阻隔染料的性能下降,而太厚、太重则生产成本较高。
24.优选地,所述步骤(1)将网布和e-ptfe防水膜压合制得e-ptfe网布基材的方法如
下:
25.将pur热熔胶涂布于e-ptfe防水膜表面进行上胶处理,将上胶处理后的e-ptfe防水膜与网布压合,形成初步复合的e-ptfe网布基材,再经pur热熔胶对初步复合的e-ptfe网布基材进行表面上胶处理,经冷却后于25℃~30℃、相对湿度为65%~80%环境中,进行pur热熔胶湿固化,最终制得e-ptfe网布基材。
26.本发明首先采用pur热熔胶对e-ptfe防水膜进行表面处理,较低熔融黏度的pur热熔胶在压力作用下,渗透到e-ptfe防水膜的微孔中,与空气中的水气进行湿固化反应,形成pur热熔胶与e-ptfe防水膜之间的粘接,其一面与网布粘接生产e-ptfe网布基材,另一面与tpu热熔胶进行复合粘接,解决了tpu热熔胶因黏度过大无法渗透到e-ptfe防水膜的微孔中,导致tpu热熔胶层与e-ptfe防水膜粘接性能差的问题,而pur热熔胶与tpu热熔胶则能形成完美粘接,进而提高tpu热熔胶层与e-ptfe网布基材的粘接力。
27.优选地,所述步骤(3)tpu热熔胶膜与步骤(1)e-ptfe网布基材进行热压复合的压力为4~6kg,温度为100℃~120℃。
28.第三方面,本发明提供上述热封胶带在户外运动服装中的应用。
29.由本发明所述热封胶带具有超高的防水和耐水洗性能以及优良的耐涤纶材质面料色迁移能力,当本发明热封胶带压于户外运动服装时,有利于提高其使用性能及品质。
30.优选地,所述户外运动服装包括但不限于冲锋衣、滑雪衣、帐篷、防寒服、登山服、雨衣、潜水服等防水服装,还包括其他的体育运动服。
31.与现有技术相比,本发明的有益效果如下:
32.(1)本发明热封胶带以e-ptfe防水膜作为防水层,通过控制e-ptfe防水膜的孔径小于染料分子的粒径,极大改善了热封胶条的耐涤纶材料面料色迁移性能。
33.(2)本发明通过对tpu热熔胶层中原料组分的调整,尤其是聚酯多元醇、聚醚多元醇、聚碳酸酯多元醇的合理配比,使得热封胶带不仅具有与e-ptfe网布基材较强的粘接强度,并且具有良好的防水性能、耐水解性和耐洗涤剂性能。
34.(3)本发明采用预先将pur热熔胶渗透于e-ptfe防水膜的微孔中,解决了tpu热熔胶因黏度过大无法渗透到e-ptfe防水膜的微孔中,导致tpu热熔胶层与e-ptfe防水膜粘接性能差的问题,而pur热熔胶与tpu热熔胶则能形成完美粘接,进而提高tpu热熔胶层与e-ptfe网布基材的粘接力。
附图说明
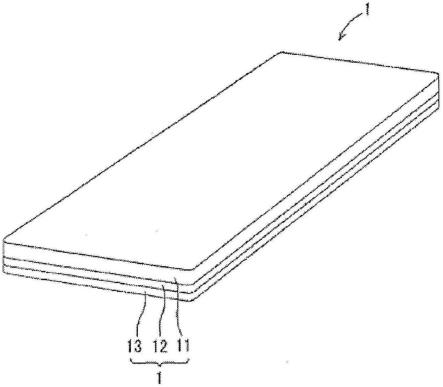
35.图1为本发明热封胶带的结构示意图;
36.图2为e-ptfe网布基材的制备工艺流程图;
37.图3为热封胶带的制备工艺流程图;
38.图4为试样和对照样1剥离后的照片;
39.图5为试样和对照样2防色迁移的效果图。
具体实施方式
40.为更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。本领域技术人员应当理解,此处所描述的具体实施例仅用以解释本发明,并
不用于限定本发明。
41.实施例中所用的试验方法如无特殊说明,均为常规方法;所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
42.实施例1
43.本实施例提供一种e-ptfe防水防色迁移的热封胶带及其制备方法,其中,热封胶带的结构如图1所示,包括网布1、覆盖于网布1上的e-ptfe防水膜2,以及覆盖于e-ptfe防水膜2上的tpu热熔胶层3。
44.其中,网布1为20d尼龙网布或20d雪纺网布,网布1主要用于增强热封胶带的强度,保护防水膜不受磨损,增加穿着体验,由于尼龙网布升华色牢度相对较优,故为增强热封胶带的防色迁移能力,网布1优选尼龙网布。
45.e-ptfe防水膜2由ptfe分散树脂为原料经压延、拉伸制得的孔径为0.1~0.5μm的微孔薄膜,具有多孔立体网状微观结构,一方面,e-ptfe防水膜2微孔的孔径小于分散染料分子的粒径,分散染料分子难以通过e-ptfe防水膜2进而印染网布,另一方面,e-ptfe防水膜2的表面张力只有18.5mn/m,溶解度参数为6.2,与分散染料的相容性差,综合起到阻隔色迁移的作用,故而,e-ptfe防水膜2的孔径应不高于0.5μm。若e-ptfe防水膜2的孔径小于0.1μm,则降低了pur热熔胶于e-ptfe防水膜2的渗透性,使得pur热熔胶无法渗透到e-ptfe防水膜2的微孔中,导致e-ptfe防水膜2与网布、tpu热熔胶的粘接力下降,故而e-ptfe防水膜2的孔径应不低于0.1μm。
46.tpu热熔胶层的成分为tpu热熔胶,tpu热熔胶的软化点为120℃(环球法软化点),熔融指数为20g/10min(150℃,2160g)。
47.tpu热熔胶包括如下重量份的原料:醚酯共聚型聚氨酯96.5份、气相法白炭黑1份、抗水解剂聚碳化二亚胺1份、抗氧剂0.5份、光稳定剂0.5份、紫外线吸收剂0.5份。
48.气相法白炭黑主要用于增强tpu热熔胶的粘接强度,光稳定剂、紫外线吸收剂主要用于提升tpu热熔胶的耐uv黄变性能,抗水解剂用于提升tpu热熔胶的耐水解性能,抗氧剂用于提升tpu热熔胶在高温熔融挤出时的热降解性能。
49.以重量百分比计,所述醚酯共聚型聚氨酯包括聚酯多元醇50wt%、聚醚多元醇10wt%、聚碳酸酯多元醇10wt%、mdi 25wt%、扩链剂5wt%。
50.其中,聚酯多元醇主要用于提供tpu热熔胶的粘接性能、防水性能;聚醚多元醇主要用于提供tpu热熔胶的柔软性和耐水解性;聚碳酸酯多元醇主要用于提供tpu热熔胶的耐水解特性和耐洗涤剂性能。通过上述多元醇的合理配比,使得tpu热熔胶不仅能够达到其使用硬度(70~80a),并且具有良好的粘接性能、防水性能、耐水解性、耐洗涤剂性能以及快速成型的能力。
51.上述热封胶带的制备方法如下:
52.(1)e-ptfe网布基材的制备
53.将1550mm*0.035mm(宽*厚度)的e-ptfe防水膜按照图2所示穿绕于设备传动轴上,将pur热熔胶于100℃熔融后泵入pur热熔胶槽,开启第一上胶轴和第二上胶轴,将pur热熔胶均匀地分布于两个上胶轴上,第一上胶轴的上胶量为20g/m2,第二上胶轴的上胶量为4~6g/m2,pur热熔胶开放时间为5-6min,冷却后无压敏性,100℃时的黏度1000~2000mpa
·
s。
54.开启复合轴,将经过第一上胶轴上胶处理的e-ptfe防水膜与20d经编网布加压复
合为网布基材,复合压力为2~3kg,线速度为6m/min,经第二上胶轴对复合后的网布基材进行表面上胶处理,由传动轴将网布基材传送至冷却通道,冷却通道出风温度为20
±
2℃,风速4~6m/min,长度25米。
55.经冷却后的网布基材表面无压敏性,收卷后放于25℃~30℃,65~80%rh环境中48小时,进行pur热熔胶湿固化反应,达到最终粘接强度,制得e-ptfe网布基材。
56.(2)tpu热熔胶的制备
57.将醚酯共聚型聚氨酯、气相法白炭黑、抗水解剂、抗氧剂、光稳定剂、紫外线吸收剂按照所述配比混料,经熔融共混造粒,制得tpu热熔胶混合料。
58.(3)热封胶带的制备
59.将步骤(2)制得的tpu热熔胶(环球软化点120℃,熔融指数20g/10min,150℃、2160g)混合料经挤出机于挤出温度为110℃~140℃、模头温度为140℃的条件下,流延成0.15mm厚度的tpu热熔胶膜,如图3所示,与前述e-ptfe网布基材进行加热复合,复合温度为110℃,复合压力为4~6kg,同时于tpu热熔胶层的一侧复合哑光bopp膜作为防粘保护膜,收卷,冷却结晶后,分卷去除bopp保护膜,制得e-ptfe防水防色迁移的热封胶带,并将其分切成0.35*22mm规格的制品。
60.实施例2性能测试
61.试样制备:取实施例1制得的热封胶带,经热风机于580℃~600℃、3m/min压胶速度、2kg压力、0.06mpa条件下,压胶于三层冲锋衣面料十字骨位上进行性能测试。
62.(1)防水性能测试
63.参照gb/t4744-2013中静水压法对热封胶带的防水性能进行测试,测试指标为静水压值,静水压值越高,反映其防水性能越强,利用静水压法对上述制得的热封胶带的5个重复试样测试其静水压值,结果如表1所示。
64.由表1可知,本发明热封胶带的静水压值可达200kpa以上,达到超防水面料的承压强度,表明本发明热封胶带具有良好的防水性能。
65.表1
66.试样1#2#3#4#5#静水压值(kpa)237.9248.1246.7271.1281.2
67.(2)耐水洗性能测试
68.将前述5个重复试样参照gb/t8629-2017中规定的水洗程序,采用5m、50℃、悬挂晾干的洗涤方法,水洗50次,测试水洗50次后的净水压值,结果见表2。
69.由表2可知,本发明热封胶带经水洗50次后,其静水压值依然可达150kpa以上,表明,本发明热封胶带具有良好的耐水洗性能。
70.表2
71.试样1#2#3#4#5#静水压值(kpa)154.1162.8165.0165.2171.6
72.(3)粘接性能测试
73.按gb/2791-1995方法测试本发明热封胶带与三层冲锋衣防水面料粘接后的剥离强度,同时以e-ptfe防水膜的表面未经pur热熔胶处理,其它均同前述制备方法制得的热封胶带作为对照样1。
74.本发明热封胶带和对照样1的剥离强度测试结果如图4所示,在同样的剥离强度下,本发明热封胶带中的e-ptfe防水膜内聚破坏,达到完全破材程度,而对照样则表现出与tpu热熔胶层完全剥离,表明,本发明采用pur热熔胶对e-ptfe防水膜进行表面处理后,显著增强了e-ptfe防水膜与tpu热熔胶的粘接强度,本发明热封胶带中e-ptfe网布基材与tpu热熔胶层粘接牢固。
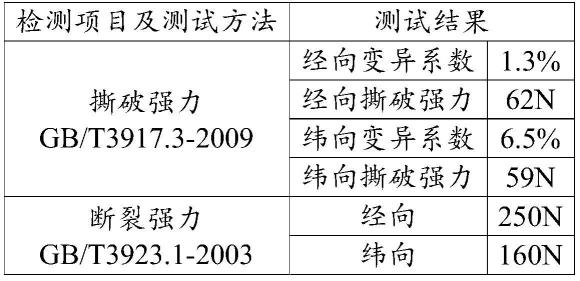
75.同时参照gb/t3917.3-2009所述方法对本发明热封胶带试样的撕破强力,以及参照gb/t3923.1-2013所述方法对本发明热封胶带的断裂强力进行检测,结果如表3所示。
76.表3
[0077][0078]
(4)防色迁移性能测试
[0079]
参照fz/t01008-2008所述方法,将本发明热封胶带热压于涤纶涂层防水面料上,记为试样,于70℃、95%rh条件下,试验五周;同时以防水层为pu型防水膜的热封胶带热压于涤纶涂层防水面料上,记为对照样2,于70℃、95%rh条件下,试验五周。
[0080]
试样和对照样2的试验结果如表4所示,且试样和对照样2试验五周后的照片如图5所示,可见,对照样2热封胶带已出现变色现象,呈现出与涤纶涂层相近的黄色,表现出明显的色迁移现象;而本发明试样则仍为白色,未出现与涤纶涂层相近的黄色,表现为无色迁移,表明本发明制得的热封胶带具有良好的防色迁移性能。
[0081]
表4
[0082][0083]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。