1.本实用新型涉及上螺丝自动设备技术领域,具体涉及一种吸吹式螺丝载具上料、回料循环机构。
背景技术:
2.螺丝应用广泛,锁付螺丝是常见工序,目前锁付大多是手工操作,消耗大量人力资源。目前的自动螺丝机即将螺丝锁付模块固定在xyz模组或四轴机械臂上,能够按照设定程序自动锁付螺丝,但是每锁付一个螺丝后都要回到螺丝供料器取料,大量时间消耗在取料动作上,严重影响效率。
[0003]“气吹式”自动螺丝机的问世,因为可以做到自动补料,大大提高工作效率,手持式自动螺丝机,操作灵活简便,但是有明显的局限性:
[0004]
(1)螺丝的输送管道是用最常见的圆形高压风塑料软管,采用压缩空气将螺丝通过输送管道吹送到螺丝夹头,螺丝在输送过程中经过输送管和夹头,必须要保持“头上脚下”即螺丝的帽头在上螺丝末端在下,为此只能用在细长螺丝(螺丝长度至少是帽头直径的1.2倍),否则会在输送过程中会发生翻转
[0005]
(2)输送管道内径和夹头上方螺丝通孔的内径大小必须要和螺丝匹配,过大螺丝会翻转过小螺丝不能通过,实际上每台螺丝机为某个特定的螺丝量身定做,通用性很差,而螺丝的种类非常多,尤其是螺丝帽头直径千差万别,这就大大限制了螺丝机的使用范围,尤其是现在产品更新换代越来越快,产品更新换代后所用的螺丝也会改变,原先的螺丝机就用不上了。
技术实现要素:
[0006]
针对现有技术的不足,本实用新型提出了一种吸吹式螺丝载具上料、回料循环机构,设计巧妙,采用螺丝载具取代传统的螺丝直接上料,通过螺丝载具可以适配多种不同型号的螺丝的输送,适应性强,而且可以携带螺丝在输送管道内往复稳定移动,杜绝发生翻转、卡壳等现象的发生。
[0007]
为实现上述技术方案,本实用新型提供了一种吸吹式螺丝载具上料、回料循环机构,包括:台座;安装在台座上的螺丝进料机构,所述螺丝进料机构包括固定在台座上的安装座,所述安装座上安装有竖直向下设置的密封快门驱动气缸,安装座上位于密封快门驱动气缸的一侧安装有竖直向下设置的吸吹气嘴,上料管安装在吸吹气嘴的正下方,螺丝进料孔设置在上料管的侧壁上,载具输送管的顶部与上料管的底部连接,上料管的外壁上套接有柱形的密封快门,所述密封快门通过快门连接板与密封快门驱动气缸的伸缩轴连接,当密封快门驱动气缸驱动密封快门上移时将上料管上的螺丝进料孔关闭,当密封快门驱动气缸驱动密封快门下移时将上料管上的螺丝进料孔打开,所述吸吹气嘴通过高压风管分别与安装在台座上的真空发生器和高压风源相连,高压风管上安装有用于风路切换的电磁阀;螺丝出料机构,所述螺丝出料机构与螺丝进料机构之间通过载具输送管连接,螺丝载具
放置在载具输送管内。
[0008]
在上述技术方案中,实际工作时,首先通过密封快门驱动气缸驱动密封快门上移,将上料管上的螺丝进料孔关闭,然后高压风管上安装的电磁阀将气路切换至与真空发生器连接,吸吹气嘴向载具输送管内吸气,螺丝载具在内外气压差的作用下被吸吹气嘴吸住悬停,然后密封快门驱动气缸驱动密封快门下移,将上料管上的螺丝进料孔打开,螺丝从外部吹入螺丝载具后,密封快门驱动气缸再次驱动密封快门上移,将上料管上的螺丝进料孔关闭,然后电磁阀切换气路,吸吹气嘴接通高压风源并向载具输送管内吹气,气流将携带螺丝的螺丝载具吹送到螺丝出料机构,通过螺丝出料机构将螺丝载具内的螺丝输送到夹头内后,电磁阀再次将气路切换至与真空发生器连接,吸吹气嘴向载具输送管内吸气,螺丝载具在内外气压差的作用下被吸吹气嘴吸住悬停,然后重复下一个螺丝的进料即可。
[0009]
优选的,所述螺丝出料机构包括出料模块座,所述出料模块座内开设有载具腔,出料模块座的顶部设置有与载具腔连通的输送管连接筒,载具输送管的底部插入至所述输送管连接筒内,出料模块座的前侧面上开设有与载具腔相连通的t型出料槽,吹料气嘴安装在出料模块座的后侧面并与载具腔连通。实际工作时,螺丝通过螺丝载具由载具输送管输送到出料机构的载具腔内,然后通过安装在出料机构后侧面的吹料气嘴将螺丝载具内的螺丝从出料机构前侧面的t型出料槽向外出料,由于均采用t型槽的结构设计,可以适配多种型号的螺丝,只要该螺丝的螺丝头不超过t型槽最大或者最小的极限直径要求即可,相比传统的一种气动出料模块只能匹配单一型号的螺丝,其适应性大大增强。
[0010]
优选的,所述出料模块座上还安装有对位安装板,出料模块座通过对位安装板与夹头固定座对接固定,方便出料模块座与夹头机构的对接安装。
[0011]
优选的,所述螺丝载具包括载具本体,所述载具本体的横向截面设置成非圆周形,所述载具本体上开设有t型出料槽。通过将载具本体的横向截面设置成非圆周形,可以使得载具本体在输送管道内不会轻易转动,如果是设计成圆周对称的话,螺丝载具在输送过程中很容易发生横向方位上的偏转,这样一来,在螺丝进料和螺丝出料处,就需要加装载具二次定位的复杂机构,结构复杂臃肿,无法实行手持操作。通过在载具本体的前侧面上开设有t型槽,便于装载各种类型的螺丝,只要螺丝头及螺丝柱不超过t型槽最大或者最小的极限要求即可,相比传统的只能一种输送管道匹配单一的一种类型的螺丝,其适应性大大增强。
[0012]
优选的,所述载具本体的横向截面设置成椭圆形,所述载具本体的前侧面上开设有t型槽,所述载具本体的后侧面上开设有与t型槽相连通的吹风孔。椭圆形的设计加工容易而且可以有效避免在输送过程中椭圆形截面发生横向方位上的偏转。通过在载具本体的后侧面上开设有与t型槽相连通的吹风孔,实际卸料时,可以通过吹风孔处吹气,将螺丝由t型槽内从载具本体的前侧面出料。
[0013]
优选的,所述载具本体的横向截面设置成椭圆形、六边形、四边形中的一种。
[0014]
优选的,所述载具输送管的管道内腔截面设置成椭圆形、六边形、四边形中的一种,所述载具输送管的管道内腔截面也对应设置成与载具本体横向截面相对应的非圆形。
[0015]
本实用新型提供的一种吸吹式螺丝载具上料、回料循环机构的有益效果在于:
[0016]
(1)本吸吹式螺丝载具上料、回料循环机构结构简单,操作方便,采用螺丝载具取代传统的螺丝直接上料,通过螺丝载具可以适配多种不同型号的螺丝的输送,适应性强,而且可以携带螺丝在输送管道内往复稳定移动,杜绝发生翻转、卡壳等现象的发生。实际工作
时,首先通过密封快门驱动气缸驱动密封快门上移,将上料管上的螺丝进料孔关闭,然后高压风管上安装的电磁阀将气路切换至与真空发生器连接,吸吹气嘴向载具输送管内吸气,螺丝载具在内外气压差的作用下被吸吹气嘴吸住悬停,然后密封快门驱动气缸驱动密封快门下移,将上料管上的螺丝进料孔打开,螺丝从外部吹入螺丝载具后,密封快门驱动气缸再次驱动密封快门上移,将上料管上的螺丝进料孔关闭,然后电磁阀切换气路,吸吹气嘴接通高压风源并向载具输送管内吹气,气流将携带螺丝的螺丝载具吹送到螺丝出料机构,通过螺丝出料机构将螺丝载具内的螺丝输送到夹头内后,电磁阀再次将气路切换至与真空发生器连接,吸吹气嘴向载具输送管内吸气,螺丝载具在内外气压差的作用下被吸吹气嘴吸住悬停,然后重复下一个螺丝的进料即可,螺丝载具上下往复循环的精确性及效率非常高,解决了现有技术中,每台螺丝机只能为某个特定的螺丝量身定做,通用性很差的问题。
[0017]
(2)本吸吹式螺丝载具上料、回料循环机构通过对螺丝载具和载具输送管的结构设计,可以适配多种不同型号的螺丝,并携带螺丝在输送管道内稳定移动,杜绝发生翻转、卡壳等现象的发生。通过将载具本体的横向截面设置成非圆周形,可以使得载具本体在输送管道内不会发生转动,如果是设计成圆周对称的话,载具在输送过程中很容易发生横向方位上的偏转,这样一来,在螺丝进料和螺丝出料处,就需要加装载具二次定位的复杂机构,结构复杂臃肿,无法实行手持操作。通过在载具本体的前侧面上开设有t型槽,便于装载各种类型的螺丝,只要螺丝头及螺丝柱不超过t型槽最大或者最小的极限要求即可,相比传统的只能一种输送管道匹配单一的一种类型的螺丝,其适应性大大增强。
附图说明
[0018]
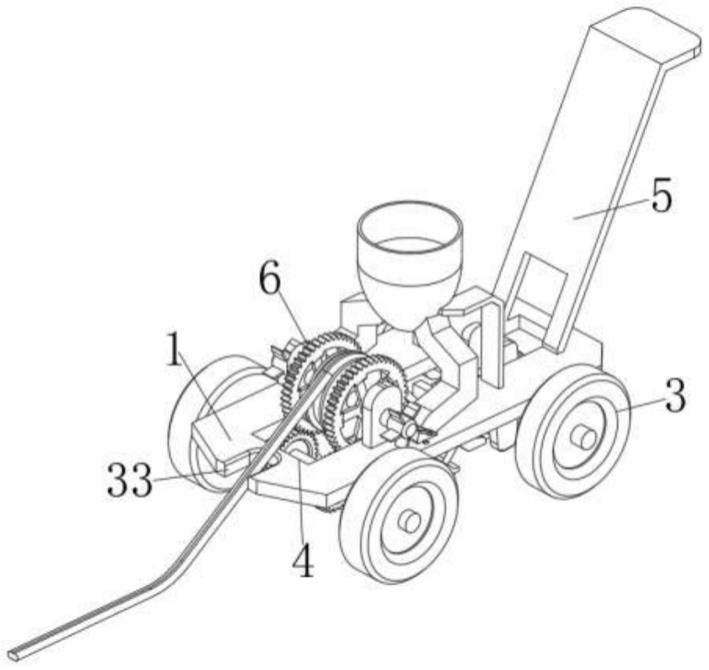
图1为本实用新型的立体结构示意图。
[0019]
图2为本实用新型中螺丝进料机构与螺丝出料机构的连接立体结构示意图。
[0020]
图3为本实用新型中螺丝进料机构的密封快门关闭时的立体结构示意图。
[0021]
图4为本实用新型中螺丝进料机构的密封快门打开时的立体结构示意图。
[0022]
图5为本实用新型中螺丝出料机构的立体结构示意图。
[0023]
图6为本实用新型中出料模块座与螺丝载具的装配结构爆炸示意图。
[0024]
图7为本实用新型中螺丝载具的立体结构前视图。
[0025]
图8为本实用新型中螺丝载具的立体结构后视图。
[0026]
图9为本实用新型中载具输送管的立体结构图。
[0027]
图中:1、台座;2、螺丝进料机构;21、安装座;22、密封快门驱动气缸;23、吸吹气嘴;24、密封快门;25、快门连接板;26、管套;27、上料管;28、螺丝进料孔;3、高压风管;4、螺丝出料机构;41、出料模块座;42、出料气嘴;43、输送管连接筒;44、t型出料槽;45、对位安装板;46、载具腔;5、载具输送管;6、螺丝载具;61、载具本体;62、t型槽;63、吹风孔;7、电磁阀;8、高压气源;9、真空发生器。
具体实施方式
[0028]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于
本实用新型的保护范围。
[0029]
实施例:一种吸吹式螺丝载具上料、回料循环机构。
[0030]
参照图1至图9所示,一种吸吹式螺丝载具上料、回料循环机构,包括:
[0031]
台座1;
[0032]
安装在台座1上的螺丝进料机构2,所述螺丝进料机构2包括固定在台座1上的安装座21,所述安装座21上安装有竖直向下设置的密封快门驱动气缸22,安装座21上位于密封快门驱动气缸21的一侧安装有竖直向下设置的吸吹气嘴23,上料管27安装在吸吹气嘴23的正下方,螺丝进料孔28设置在上料管27的侧壁上,载具输送管5的顶部与上料管27的底部之间通过管套26连接,上料管27的外壁上套接有柱形的密封快门24,所述密封快门24通过快门连接板25与密封快门驱动气缸22的伸缩轴连接,当密封快门驱动气缸22驱动密封快门24上移时将上料管27上的螺丝进料孔28关闭,当密封快门驱动气缸22驱动密封快门24下移时将上料管27上的螺丝进料孔28打开,螺丝进料孔28打开时,可以将螺丝从螺丝进料孔28向悬停在上料管27中的螺丝载具6内进料。
[0033]
吸吹气嘴23通过高压风管3分别与安装在台座1上的真空发生器9和高压风源8相连,高压风管3上安装有用于风路切换的电磁阀7,实际工作时,可以通过电磁阀7切换吸吹气嘴23与真空发生器9和高压风源8的气路,当高压风管3与真空发生器9连接时,吸吹气嘴23向载具输送管5内吸气,可以使得载具输送管5内的螺丝载具6移动至螺丝进料孔51处悬停,方便螺丝进入螺丝载具6内。当高压风管3与高压风源8连接时,吸吹气嘴23向载具输送管5内吹气,可以使得载具输送管5内的螺丝载具6快速向下移动至螺丝出料机构4内,通过电磁阀7实现气路的切换,进而实现螺丝载具6在载具输送管5内的上下往复循环,不仅结构简单,而且可以实现螺丝载具6在载具输送管5内快速、精准的移动。
[0034]
螺丝出料机构4,所述螺丝出料机构4与螺丝进料机构2之间通过载具输送管5连接,螺丝载具6放置在载具输送管5内,所述螺丝出料机构4包括出料模块座41,所述出料模块座41内开设有载具腔46,出料模块座41的顶部设置有与载具腔46连通的输送管连接筒43,载具输送管5的底部插入至所述输送管连接筒43内,出料模块座41的前侧面上开设有与载具腔46相连通的t型出料槽44,吹料气嘴42安装在出料模块座41的后侧面并与载具腔46连通。实际工作时,螺丝通过螺丝载具6由载具输送管5输送到出料模块座41的载具腔46内,然后通过安装在出料模块座41后侧面的吹料气嘴42将螺丝载具6内的螺丝从出料模块座41前侧面的t型出料槽44向外出料,由于均采用t型槽的结构设计,可以适配多种型号的螺丝,只要该螺丝的螺丝头不超过t型槽最大或者最小的极限直径要求即可,相比传统的一种气动出料模块只能匹配单一型号的螺丝,其适应性大大增强。出料模块座41上还安装有对位安装板45,出料模块座41通过对位安装板45与夹头固定座对接固定,方便出料模块座41与夹头机构的对接安装。
[0035]
螺丝载具6包括载具本体61,所述载具本体61的横向截面设置成非圆周形中的椭圆形,载具输送管5的管道内腔截面也对应设置成椭圆形,所述载具本体61的前侧面上开设有t型槽62,所述载具本体61的后侧面上开设有与t型槽62相连通的吹风孔63。椭圆形的设计加工容易而且可以有效避免在输送过程中椭圆形截面发生横向方位上的偏转。通过在载具本体61的后侧面上开设有与t型槽62相连通的吹风孔63,实际卸料时,可以通过吹风孔63处吹气,将螺丝由t型槽62内从载具本体61的前侧面出料。通过将载具本体61的横向截面设
置成非圆周形,可以使得载具本体61在非圆周形的载具输送管5内不会轻易转动,如果是设计成圆周对称的话,螺丝载具6在输送过程中很容易发生横向方位上的偏转,这样一来,在螺丝进料和螺丝出料处,就需要加装载具二次定位的复杂机构,结构复杂臃肿,无法实行手持操作。通过在载具本体61的前侧面上开设有t型槽62,便于装载各种类型的螺丝,只要螺丝头及螺丝柱不超过t型槽62最大或者最小的极限要求即可,相比传统的只能一种输送管道匹配单一的一种类型的螺丝,其适应性大大增强。
[0036]
本实施例中,载具本体61的横向截面还可以设置成非圆周形中的六边形或者四边形,载具输送管5的管道内腔截面也对应设置成六边形或者四边形,其主要目的是保证载具本体61在高压风的吹送过程中,载具本体61不会因为转动而造成t型槽62的位置偏转,避免螺丝无法进入t型槽62或者无法从t型槽62出料。
[0037]
本吸吹式螺丝载具上料、回料循环机构设计巧妙,结构简单,操作方便,采用螺丝载具6取代传统的螺丝直接上料,通过螺丝载具6可以适配多种不同型号的螺丝的输送,适应性强,而且可以携带螺丝在输送管道内往复稳定移动,杜绝发生翻转、卡壳等现象的发生。实际工作时,首先通过密封快门驱动气缸22驱动密封快门24上移,将上料管27上的螺丝进料孔28关闭,然后高压风管3上安装的电磁阀7将气路切换至与真空发生器9连接,吸吹气嘴23向载具输送管5内吸气,螺丝载具5在内外气压差的作用下被吸吹气嘴23吸住悬停,然后密封快门驱动气缸22驱动密封快门24下移,将上料管27上的螺丝进料孔28打开,螺丝从外部吹入螺丝载具6的t型槽62后,密封快门驱动气缸22再次驱动密封快门24上移,将上料管27上的螺丝进料孔28关闭,然后电磁阀7切换气路,吸吹气嘴23接通高压风源8并向载具输送管5内吹气,气流将携带螺丝的螺丝载具6吹送到螺丝出料机构4的载具腔46内,然后通过螺丝出料机构4中的吹料气嘴42将螺丝载具6内的螺丝从出料模块座41前侧的t型出料槽44输送到夹头内,然后电磁阀7再次将气路切换至与真空发生器9连接,吸吹气嘴23向载具输送管5内吸气,螺丝载具6在内外气压差的作用下被吸吹气嘴23吸住悬停,然后重复下一个螺丝的进料即可,螺丝载具6上下往复循环的精确性及效率非常高。而且解决了现有技术中,每台螺丝机只能为某个特定的螺丝量身定做,通用性很差的问题。
[0038]
本吸吹式螺丝载具上料、回料循环机构通过对螺丝载具和载具输送管的结构设计,可以适配多种不同型号的螺丝,并携带螺丝在输送管道内稳定移动,杜绝发生翻转、卡壳等现象的发生。通过将载具本体61的横向截面设置成非圆周形,并对应选择相同类型的非圆周形输送管道,可以使得载具本体61在输送管道内不会轻易转动,如果是设计成圆周对称的话,螺丝载具6在输送过程中很容易发生横向方位上的偏转,这样一来,在螺丝进料和螺丝出料处,就需要加装载具二次定位的复杂机构,结构复杂臃肿,无法实行手持操作。通过在载具本体61的前侧面上开设有t型槽62,便于装载各种类型的螺丝,只要螺丝头及螺丝柱不超过t型槽最大或者最小的极限要求即可,相比传统的只能一种输送管道匹配单一的一种类型的螺丝,其适应性大大增强。
[0039]
以上所述为本实用新型的较佳实施例而已,但本实用新型不应局限于该实施例和附图所公开的内容,所以凡是不脱离本实用新型所公开的精神下完成的等效或修改,都落入本实用新型保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。