1.本实用新型涉及不锈钢精轧领域。
背景技术:
2.在不锈钢带材轧制过程中产生大量热量,需要用特调的轧制油喷淋于工作面降温。对于二十四辊可逆式轧机,由轧机两边的卷筒通过开卷与卷取对不锈钢钢带表面进行轧制。故在开卷与卷取过程中对钢带表面要求较高,不能大量轧制油残留。
3.不锈钢精密带钢轧机生产线,受设计限制,刮油效果往往不能满足要求,特别是在厚度0.6mm以下薄不锈钢带在轧制过程中不能满足要求。
4.目前常用的刮油结构有吹扫式刮油和刮油辊式刮油。
5.吹扫式刮油通过气嘴吹出高压气体,将钢带表面的轧制油吹向钢带两边。吹扫装置空气流量试验如下表
[0006][0007]
在对吹扫装置气体流体试验中,进过试验发现当气流流量达到90m/s时钢板抖动,影响轧制,故最佳的流量为70m/s,钢带表面油残留不能满足精轧要求。
[0008]
刮油辊式刮油又分为刚性刮油辊与柔性刮油辊,刚性刮油辊一般为不锈钢材质,柔性刮油辊由刮油辊钢管表面包裹一层特质的胶层,作用于钢带表面达到刮油效果,一般来说刚性刮油辊效果最好,通过强压将钢带与刚性刮油辊紧密贴合达到表面密封,但是由于轧制过程中钢带表面会有飞屑,卷入刚性刮油辊缝隙会对钢带表面造成划伤,不适合于精加工。柔性刮油辊刮油效果次之,而柔性刮油辊的刮油效果取决于刮油辊直径与表面包裹材料两个因素,直径的不同对钢带表面油膜的破坏能力不同,针对的油膜种类也不同,而表面材料又分为表面材料的材质与硬度两个方面,通过大量的现场实践表面材料硬度越大,密度越高刮有效果越好;刮油条式刮油,通过特质的刮油条作用于钢带表面达到刮油效果。一些特殊钢种比如成分为铁铬铝的钢带由于其特殊性能,在对钢板进行延展拉伸时会发生落屑,通过轧制油的冲刷,再通过刮油装置的处理,最后堆积于刮油装置与缝隙,对钢带表面造成划伤。
技术实现要素:
[0009]
本实用新型所要解决的技术问题是:如何在不划伤钢带表面的基础上减少钢带表面的油残留量。
[0010]
本实用新型所采用的技术方案是:一种精密不锈钢轧制的除油装置,第一刮油辊
(3)、第二刮油辊(5)、第一吹扫装置(2)、第二吹扫装置(4)安装在轧机出口外侧,第一刮油辊(3)和第二刮油辊(5)平行于钢带且垂直于钢带运行方向,以钢带运行方向计,第一吹扫装置(2)安装在第一刮油辊(3)后方,第二吹扫装置(4)安装在第二刮油辊(5)后方,第一吹扫装置(2)和第二吹扫装置(4)的出口处于钢带中心的正上方且第一吹扫装置(2)和第二吹扫装置(4)的出口距离钢带表面距离为15cm。
[0011]
第一刮油辊(3)的直径为第二刮油辊(5)的直径的1.4-1.6倍,第一刮油辊(3)和第二刮油辊(5)都由上下两个相同的辊子构成。
[0012]
第一刮油辊(3)的直径为220mm,对钢带表面的压强为30 n/mm2,第二刮油辊(5)的直径为150mm,对钢带表面的压强为45n/mm2。
[0013]
第一刮油辊(3)表面粗糙度为0.8ra,第二刮油辊(5)表面粗糙度为0.6ra。
[0014]
第一吹扫装置(2)和第二吹扫装置(4)的出口为扁平状,第一吹扫装置(2)和第二吹扫装置(4)的出口长度为钢带长度的1/10。
[0015]
第一刮油辊(3)的表面硬度为93邵氏硬度,第二刮油辊(5)的表面硬度为63邵氏硬度。
[0016]
本实用新型的有益效果是:两组刮油辊作用钢带接触面积以及压强不同,刮油功能也不同,第一刮油辊因为接触面积大,用于大规模清理钢带表面油层,第二刮油辊因为作用于钢带表面的压强大,用于进一步清理钢带表面吸附能力强的油膜。采用本实用新型后,刮油效果有了明显的改善,钢带表面质量基本不变。经测定,改进前304钢种经常在450m/min的速度经常发生悠卷预警,改进后450m/min的速度悠卷预警次几乎不发生。相比于原有的刮油机构刮油效果提升60%,钢带表面没有明显轧制油残留。
附图说明
[0017]
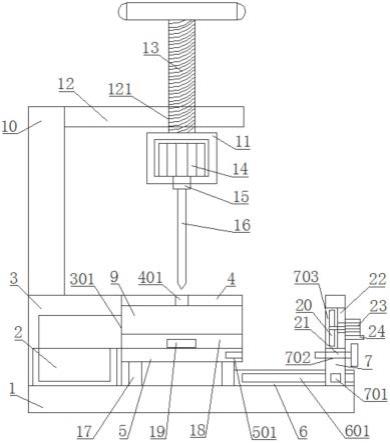
图1是本实用新型的主视图示意图;
[0018]
图2是本实用新型的俯视图示意图;
[0019]
其中,1、钢带,2、第一吹扫装置,3、第一刮油辊,4、第二吹扫装置,5、第二刮油辊,31、第一刮油辊上辊,32、第一刮油辊下辊,51、第二刮油辊上辊,52、第二刮油辊下辊。
具体实施方式
[0020]
本实用新型所述的精密不锈钢轧制的除油装置是指除去精轧后钢带表面的油膜。
[0021]
现有技术中的刮油装置由两组刮油辊构成,所有刮油辊的直径都为125mm。由于两组刮油辊直径相同,作用于钢带表面的压强相同,故刮油能力相似。一些特殊钢种比如成分为铁铬铝的钢带由于其特殊的机构特性,在对钢板进行延展拉伸时会发生落屑,通过轧制油的冲刷,再通过刮油装置的处理,最后堆积于刮油装置与缝隙,对钢带表面造成划伤。 本实用新型是在现有技术上的改进。
[0022]
改进内容如下
[0023]
现改进将第一组刮油辊直径改为220mm,压力不变,即可算出作用钢带表面的压强为30 n/mm2。将第二组刮油辊的直径调整为150mm,压力不变,即可算出作用于钢带表面的压强为45 n/mm2。这样改进达到的效果为,两组刮油辊作用钢带接触面积以及压强不同,刮油功能也不同。第一组刮油辊因为接触面积大,用于大规模清理钢带表面油层;第二组刮油
辊因为作用于钢带表面的压强大,用于清理钢带表面吸附能力强的油膜。
[0024]
改进后,在刮油辊后端(以钢带运行方向计,吹扫装置处于刮油辊后端)增加一个吹扫装置,在钢带通过刮油辊先先经吹扫装置,通过吹扫装置吹出的高压气体吹掉钢带表面部分轧制油,(即刮油辊刮取的油被直接吹扫掉)并且破坏钢带表面轧制油油膜,利于后续刮油辊刮油效果。
技术特征:
1.一种精密不锈钢轧制的除油装置,其特征在于:第一刮油辊(3)、第二刮油辊(5)、第一吹扫装置(2)、第二吹扫装置(4)安装在轧机出口外侧,第一刮油辊(3)和第二刮油辊(5)平行于钢带且垂直于钢带运行方向,以钢带运行方向计,第一吹扫装置(2)安装在第一刮油辊(3)后方,第二吹扫装置(4)安装在第二刮油辊(5)后方,第一吹扫装置(2)和第二吹扫装置(4)的出口处于钢带中心的正上方且第一吹扫装置(2)和第二吹扫装置(4)的出口距离钢带表面距离为15cm。2.根据权利要求1所述的一种精密不锈钢轧制的除油装置,其特征在于:第一刮油辊(3)的直径为第二刮油辊(5)的直径的1.4-1.6倍,第一刮油辊(3)和第二刮油辊(5)都由上下两个相同的辊子构成。3.根据权利要求2所述的一种精密不锈钢轧制的除油装置,其特征在于:第一刮油辊(3)的直径为220mm,对钢带表面的压强为30 n/mm2,第二刮油辊(5)的直径为150mm,对钢带表面的压强为45n/mm2。4.根据权利要求1所述的一种精密不锈钢轧制的除油装置,其特征在于:第一刮油辊(3)表面粗糙度为0.8ra,第二刮油辊表面粗糙度为0.6ra。5.根据权利要求1所述的一种精密不锈钢轧制的除油装置,其特征在于:第一吹扫装置(2)和第二吹扫装置(4)的出口为扁平状,第一吹扫装置(2)和第二吹扫装置(4)的出口长度为钢带长度的1/10。6.根据权利要求1所述的一种精密不锈钢轧制的除油装置,其特征在于:第一刮油辊(3)的表面硬度为93邵氏硬度,第二刮油辊(5)的表面硬度为63邵氏硬度。
技术总结
本实用新型涉及不锈钢精轧领域。一种精密不锈钢轧制的除油装置,第一刮油辊(3)、第二刮油辊(5)、第一吹扫装置(2)、第二吹扫装置(4)安装在轧机出口外侧,第一刮油辊(3)和第二刮油辊(5)平行于钢带且垂直于钢带运行方向,以钢带运行方向计,第一吹扫装置(2)安装在第一刮油辊(3)后方,第二吹扫装置(4)安装在第二刮油辊(5)后方,第一吹扫装置(2)和第二吹扫装置(4)的出口处于钢带中心的正上方且第一吹扫装置(2)和第二吹扫装置(4)的出口距离钢带表面距离为15cm。距离为15cm。距离为15cm。
技术研发人员:张文岳 李涛 刘建忠 王向宇 段浩杰 李学斌
受保护的技术使用者:山西太钢不锈钢精密带钢有限公司
技术研发日:2022.03.17
技术公布日:2022/8/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。