1.本实用新型属于抛光设备领域,更具体而言,涉及一种电器拉手镜间砂自动抛光设备。
背景技术:
2.镜间砂抛光是抛光的一种,现行业还是普遍使用传统的加工方式:使用抛光机人工先抛镜光,贴镜光面美纹纸防护,再抛其它砂光面,最后人工撕掉美纹纸,特别是出砂光面时占用人员6人,这样一支产品抛光出成品一般需要10人同时作业才能完成。人工作业对主观能动性及技术性要求较高,效率较低且品质不稳定。
3.此外,在对电器拉手这里具有a、b、c三面的弧形零件时,不但存在前述指出的缺陷,还存在两面形成的棱角处容易出现加工偏差,电器拉手还不容易固定等问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种电器拉手镜间砂自动抛光设备,包括:
5.工作台,
6.用于带动工件前进的弧形输送线,所述弧形输送线设置在所述工作台上;
7.用于对工件进行加工的加工组件,设置在所述弧形输送线两侧,所述加工组件包括移动机构和用于加工的抛光辅料,所述加工组件包括沿弧形输送线第一端向第二端依次排布的第一加工组件、第二加工组件、第三加工组件、第四加工组件、第五加工组件和第六加工组件,所述第一加工组件、第二加工组件设置在弧形输送线的外侧,所述第一加工组件的抛光辅料用于加工工件a面的尼龙轮,第二加工组件的抛光辅料为用于加工工件a面的砂带,所述第三加工组件、第四加工组件设置在弧形输送线的内侧,所述第三加工组件、所述第四加工组件的抛光辅料为用于加工工件bc面的尼龙轮,所述第五加工组件、第六加工组件设置在所述弧形输送线的内侧,所述第五加工组件、第六加工组件的抛光辅料分别为用于加工工件bc面的千叶轮。
8.优选的,所述工作台包括顶面和底面,所述弧形输送线设置在所述顶面上,所述加工组件设置在所述底面上。
9.优选的,所述弧形输送线包括若干组主动辊和从动辊,每组所述主动辊与所述从动辊相对设置,若干组主动辊和从动辊呈弧线形布置。
10.优选的,所述顶面上设置有腰型槽,所述主动辊和从动辊设置在所述腰型槽内,所述主动辊和从动辊上还设置有用于将主动辊和从动辊固定在顶面上的锁紧件。
11.优选的,所述弧形输送线还包括滚动电机,所述滚动电机与所述主动辊传动连接。
12.优选的,所述移动机构包括滑动板,所述滑动板滑动的设置在所述底面上,所述滑动板上设置有立柱,所述立柱上转动连接有转动构件,所述转动构件上设置有抛光电机,所述抛光电机带动所述抛光辅料加工。
13.优选的,所述底面上设置有水平电机,所述水平电机的输出端与所述滑动板螺接
以驱动所述滑动板运动。
14.优选的,所述转动构件包括转动板,所述转动板与所述立柱转动连接,所述立柱上设置有弧形槽,若干个所述弧形槽呈环形阵列排布,所述弧形槽内设置有用于紧固转动板与立柱的紧固螺栓。
15.优选的,所述转动板上滑动设置有斜动板,所述抛光电机设置在所述斜动板上。
16.优选的,所述转动构件还包括斜动电机,所述斜动电机设置在所述转动板上,所述斜动电机的输出端与所述斜动板螺接以驱动所述斜动板沿转动板运动。
17.本实用新型上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:
18.在本技术中,采用多个交替加工组件,依次对工件进行加工,其中多个加工组件可以从不同角度进行抛光,无需考虑工件的固定问题,而且在加工的过程中,由于主动辊和从动辊之间的距离可变,使得本技术可以适用不同弧度和宽度的电器拉手。
附图说明
19.下面结合附图和实施例对本实用新型进一步地说明;
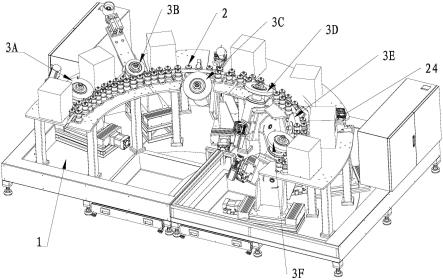
20.图1是本实用新型的结构示意图;
21.图2是加工组件的结构示意图;
22.图3是隐藏一个主动辊后的弧形输送线示意图。
23.1-工作台、2-弧形输送线、3-加工组件、3a-第一加工组件、3b-第二加工组件、3c-第三加工组件、3d-第四加工组件、3e-第五加工组件、3f-第六加工组件、31
‑‑
移动机构、21-主动辊、22-从动辊、23-腰型槽、24-滚动电机、311-滑动板、312-立柱、313-抛光电机、314-水平电机、315-转动板、316-弧形槽、317-斜动板、318-斜动电机。
具体实施方式
24.下面详细描述本实用新型的实施方式,实施方式的示例在附图中示出,其中相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
25.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
27.此外,术语
″
第一
″
、
″
第二
″
仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有
″
第一
″
以及
″
第二
″
的特征可以明示或者隐合地包括一个或者更多个特征。
28.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语
″
连接
″
应做广义理解,例如,可以是固定连接或活动连接,也可以是可拆卸连接或不可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通、间接连通或两个元件的相互作用关系。
29.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同方案。
30.参照图1至图3所示,一种电器拉手镜间砂自动抛光设备,包括工作台1、弧形输送线2和加工组件3,其中工作台1包括顶面和底面,弧形输送线2设置在顶面上。加工组件3包括移动机构31和用于加工的抛光辅料,移动机构31用于带动抛光辅料移动。移动机构31设置在底面上,抛光辅料位于顶面的弧形输送线2处。
31.具体来说,弧形输送线2包括若干组的主动辊21和从动辊22,每组的主动辊21和从动辊22相对设置,主动辊21和从动辊22之间间隔设置用于夹持电器拉手。进一步的,在顶面上设置有腰型槽23,主动辊21和从动辊22设置在腰型槽23内,主动辊21和从动辊22上还设置有用于将主动辊21和从动辊22固定在顶面上的锁紧件。在本实施例中,主动辊21与从动辊22结构相同,在主动辊21的中部设置有环形凹槽以固定和夹持电器拉手,在主动辊21的下部设置有移动座,移动座可与主动辊21可拆卸连接或者固定连接。主动辊21可以在移动座内自由转动。移动座上设置前述的锁紧件,锁紧件优选的为螺栓。
32.多组主动辊21和从动辊22呈弧线形布置,且每组内的主动辊21和从动辊22相对设置。优选的,弧形输送线2还包括滚动电机24,滚动电机24与主动辊21传动连接,在本实施例中,滚动电机24与主动辊21之间采用皮带传动,从动辊22在主动辊21和工件的作用下随动。
33.本技术提供的弧形输送线2不但适应电器拉手的形状,而且在弧形输送线2带动工件运动时,可以与主动辊21和从动辊22形成夹持和固定,避免工件脱落。
34.另外,本技术还包括多个加工组件3,在本实施例中,加工组件3设置有六个,分别设置在弧形输送线2的周围。具体来说,加工组件3包括沿弧形输送线2第一端向第二端依次设置,包括第一加工组件3a,第二加工组件3b,第三加工组件3c,第四加工组件3d、第五加工组件3e和第六加工组件3f。其中第一加工组件3a第二加工组件3b设置在弧形输送线2的外侧,第一加工组件3a的抛光辅料为用于加工工件a面的尼龙轮,第二加工组件3b的抛光辅料为用于加工a面的砂带,第三加工组件3c、第四加工组件3d设置在弧形输送线2的内侧,第三加工组件3c、第四加工组件3d的抛光辅料均为为用于加工工件bc面的尼龙轮,第五加工组件3e和第六加工组件3f设置在弧形输送线2的内侧,第五加工组件3e和第六加工组件3f的抛光辅料分别为用于加工工件bc面的千叶轮。
35.需要注意的是,本技术中,加工组件3设置的内侧是指弧形输送线2靠近圆形的一侧。
36.进一步的,在本技术中,各个加工组件3的结构相同,包括移动机构31和抛光辅料,其中移动机构31包括滑动板311,该滑动板311滑动设置在底面上,滑动板311上设置有立柱312,立柱312上设置有转动构件,转动构件上设置有抛光电机313,抛光电机313带动抛光辅料加工。
37.优选的,底面设置有水平电机314,水平电机314的输出端与滑动板311螺接,水平电机314将回转运动转换为滑动板311的直线运动以实现滑动板311在底面上滑动。
38.前述的转动构件包括转动板315,转动板315与立柱312转动连接,立柱312上设置
有弧形槽316,若干的弧形槽316呈环形阵列排布构成一个虚拟的圆,弧形槽316内设置有紧固螺钉,当转动板315转动到适当位置时,通过紧固螺钉将柱和转动板315固定,避免在加工过程中,转动板315的角度发生变化。
39.在转动板315上还设置有斜动板317,斜动板317滑动设置在转动板315上,同样的,转动板315上设置有斜动电机318,斜动电机318的输出端与斜动板317螺接,斜动电机318驱动斜动板317相对转动板315发生移动。前述的抛光电机313设置在斜动板317上。
40.本技术中还包括中控系统,中控系统与前述的加工组件3、滚动电机24、抛光电机313连接实现自动化。
41.本技术在工作时,弧形输送线2优先启动,工件由第六加工组件3f一端进入,第六加工组件3f和第五加工组件3e用于目的在于粗抛bc面,去掉bc面避免的夹点、剐蹭伤。随后工件进入第四加工组件3d和第三加工组件3c,第四加工组件3d和第三加工组件3c协同,使得bc面抛光出成品纹路。工件继续进入第二加工组件3b处,第二加工组件3b用于粗抛a面,最后经过第一加工组件3a对a面抛光形成纹路,完成加工。
42.尽管已经示出和描述了本实用新型的实施方式,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施方式进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。