1.本实用新型涉及内翅片加工设备技术领域,具体为一种内翅片冲压油加速挥发装置。
背景技术:
2.翅片的成型过程是由机械冲压完成的,在冲压过程中,为了使翅片能够充分流动成型、防止模具温度过高、减少翅片烧结拉伤和降低冲压模具的磨损和铝屑粘连等需要在翅片表面添加润滑油,也称冲压油(挥发油),而冲压油可以在一定条件下完全挥发,在翅片上没有残留;而目前企业在对翅片进行冲压加工时,经常会出现冲压油无法快速挥发的弊端,尤其是翅片底部表面的油膜更是难以及时去除,这会大大降低翅片的加工进度,同时,现有翅片表面的冲压油还容易肆意挥发,从而造成空气的污染和浪费,鉴于上述问题,我们提出了一种内翅片冲压油加速挥发装置。
技术实现要素:
3.本实用新型的目的在于提供一种内翅片冲压油加速挥发装置,以解决上述背景技术中提出的翅片表面的油膜难以及时去除以及挥发浪费的问题,因此,本实用新型的目的是提供一种内翅片冲压油加速挥发装置,其能够在翅片冲压的过程中对其表面附着的冲压油油膜进行快速吸取,且无需将翅片单独取出进行静置挥发,从而大大提高了翅片的加工效率。
4.为实现上述目的,本实用新型提供如下技术方案:一种内翅片冲压油加速挥发装置,其包括:
5.限位及挥发机构,包括基台,所述基台的上部设置有安装槽,所述安装槽的内部设置有冲压模,所述冲压模的模体侧壁及底部设置有通气孔;
6.抽气机构,包括设置于基台内部的气泵,所述气泵的上端设置有与所述安装槽相连通的总气管。
7.优选的,所述冲压模与安装槽的交界面还预留有凹型空腔,所述安装槽的四周及底部设置有与所述总气管相连通的排气管,所述通气孔通过凹型空腔和排气管与总气管之间相互连通,所述冲压模的上部还设置有与内翅片相适配的模槽。
8.优选的,所述冲压模的顶部边缘四周设置有外凸的搭座,所述搭座与所述安装槽的顶部边缘相互嵌合,所述搭座的底部还设置有与安装槽相抵贴的密封圈。
9.优选的,所述气泵的输出端设置有输气管,所述输气管远离所述气泵的一端设置有储油箱,所述储油箱通过输气管和气泵与总气管之间相互连通。
10.优选的,所述输气管的管体中部还设置有冷凝机,且输气管分别通过冷凝机的进气端和出气端构成相互连通。
11.与现有技术相比,本实用新型的有益效果是:
12.(一)通过限位及挥发机构的设置,当模槽中的翅片被冲压完成后,排气管在抽气
装置的作用下会对凹型空腔形成高强负压,而凹型空腔则通过密集分布的通气孔对模槽中的翅片表面形成尽可能的全方位抽吸,翅片表面的冲压油在高温及被动抽吸的作用下会加速挥发,从而大大提高了翅片的加工效率。
13.(二)通过抽气机构的设置,气泵在作业时可通过总气管对排气管及凹型空腔形成强劲负压,同时抽取到的冲压油气体会通过输气管和冷凝机传送至储油箱中进行存储,且储油箱中的冲压油可在翅片冲压时循环使用,起到节能环保及进一步完善的作用。
附图说明
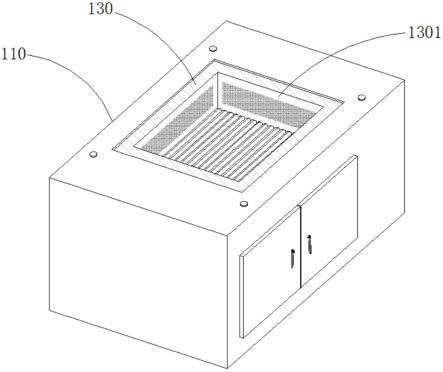
14.图1为本实用新型整体外立体结构示意图;
15.图2为本实用新正视内部结构示意图;
16.图3为本实用新型冲压模外立体结构示意图。
17.图中:100、限位及挥发机构;110、基台;120、安装槽;130、冲压模;1301、模槽;1302、搭座;1303、密封圈;140、通气孔;150、凹型空腔;160、排气管;200、抽气机构;210、气泵;220、总气管;230、输气管;240、冷凝机;250、储油箱。
具体实施方式
18.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
19.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
21.本实用新型提供一种内翅片冲压油加速挥发装置,其能够在翅片冲压的过程中对其表面附着的冲压油油膜进行快速吸取,且无需将翅片单独取出进行静置挥发,从而大大提高了翅片的加工效率。
22.图1-图3示出的是本实用新型一种内翅片冲压油加速挥发装置的全部结构示意图,请参阅图1-图3,本实施方式的一种内翅片冲压油加速挥发装置,其主体部分包括限位及挥发机构100和抽气机构200。
23.限位及挥发机构100,包括基台110,基台110的上部设置有安装槽120,安装槽120的内部设置有冲压模130,冲压模130的模体侧壁及底部设置有通气孔140,冲压模130与安装槽120的交界面还预留有凹型空腔150,安装槽120的四周及底部设置有与总气管220相连通的排气管160,通气孔140通过凹型空腔150和排气管160与总气管220之间相互连通,冲压模130的上部还设置有与内翅片相适配的模槽1301,当模槽1301中的翅片被冲压完成后,排气管160在抽气装置的作用下会对凹型空腔150形成高强负压,而凹型空腔150则通过密集分布的通气孔140对模槽1301中的翅片表面形成尽可能的全方位抽吸,翅片表面的冲压油在高温及被动抽吸的作用下会加速挥发,从而大大提高了翅片的加工效率,冲压模130的顶部边缘四周设置有外凸的搭座1302,搭座1302与安装槽120的顶部边缘相互嵌合,搭座1302
的底部还设置有与安装槽120相抵贴的密封圈1303,通过搭座1302的设置使得冲压模130与安装槽120之间的拆装更加便利,同时,环绕抵贴的密封圈1303使得凹型空腔150在排气时不会出现气体溢出,并防止冲压油气体外散挥发。
24.抽气机构200,包括设置于基台110内部的气泵210,气泵210的上端设置有与安装槽120相连通的总气管220,气泵210的输出端设置有输气管230,输气管230远离气泵210的一端设置有储油箱250,储油箱250通过输气管230和气泵210与总气管220之间相互连通,气泵210在作业时可通过总气管220对排气管160及凹型空腔150形成强劲负压,同时抽取到的冲压油气体会通过输气管230传送至储油箱250中进行存储,且储油箱250中的冲压油可在翅片冲压时循环使用,起到节能环保及进一步完善的作用,输气管230的管体中部还设置有冷凝机240,且输气管230分别通过冷凝机240的进气端和出气端构成相互连通,由于气泵210抽取到的冲压油气体处于高温雾化状态,为了使雾化气体能够快速冷却凝结,则冷凝机240对高温雾化的冲压油进行换热冷却,使得冲压油能够以液体的形态进入储油箱250,并起到快速冷却及收集的作用。
25.综上,本实施方式的一种内翅片冲压油加速挥发装置,首先,气泵210可通过总气管220对排气管160及凹型空腔150形成强劲负压,而凹型空腔150则通过密集分布的通气孔140对模槽1301中的翅片表面形成尽可能的全方位抽吸,翅片表面的冲压油在高温及被动抽吸的作用下会加速挥发,与此同时,气泵210抽取到的冲压油气体会通过输气管230传送至储油箱250中进行存储,且储油箱250中的冲压油可在翅片冲压时循环使用。
26.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。