1.本实用新型涉及换热管技术领域,具体为一种真空钎焊蒙乃尔管翅式换热管。
背景技术:
2.管翅式换热器是船用冷却系统中最为重要的结构之一,但是船用冷却系统管翅式换热器中的管翅式换热管的传统工艺为胀接,材料则往往为普通不锈钢,因此其换热效率低,而且在海水环境运行过程中腐蚀较快,此外现有的管翅式换热管在实际使用时还存在抗菌耐磨性能差和不易装配的缺点,这不利于装置的长期推广。
技术实现要素:
3.本实用新型的目的在于提供一种真空钎焊蒙乃尔管翅式换热管,以解决上述背景技术中提出的耐腐蚀性差、换热效率低下以及抗菌耐磨性能差和不易装配的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种真空钎焊蒙乃尔管翅式换热管,包括管体、耐磨外涂层和合金基层,所述管体的外侧壁均匀固定有导热翅片,所述管体的顶部和底部皆均匀设置有螺纹预留孔,所述合金基层设置于管体侧壁的内部,所述耐磨外涂层设置于管体的外侧壁,所述管体的内侧壁设置有自洁内涂层,所述管体内部的顶端和底端皆设置有内螺纹预留层。
5.优选的,所述管体和导热翅片之间注射有钎焊料层,使得装置整体的结构牢固性高。
6.优选的,所述管体顶部和底部的边缘处皆固定有第一防滑圈,所述第一防滑圈内侧的管体上均匀固定有第二防滑圈,使得管体组装时的密封性能和稳固性能较高。
7.优选的,所述导热翅片在管体上呈等间距排布,提升了装置的美观度、增大了导热面积。
8.优选的,所述螺纹预留孔在管体上呈等角度分布,使得装置便于装配。
9.优选的,所述第一防滑圈和第二防滑圈的材质皆为硅胶,所述耐磨外涂层的材质为纳米陶瓷,所述自洁内涂层的材质为纳米二氧化钛,提升了管体内壁的光滑抗粘度和抗菌自洁效果,减轻了粘附堵塞的风险。
10.与现有技术相比,本实用新型的有益效果是:
11.(1)、该真空钎焊蒙乃尔管翅式换热管通过安装有导热翅片、管体和钎焊料层,使得装置优化了自身的结构,使用时,一方面导热翅片用专用模具进行冲压成型,将管体放入专用的模具中,依次将管体进行装配,最后用专用注射器将钎焊料层注入管体与导热翅片的间隙中,继而再将管翅式换热管与工装一同放入真空钎焊炉中实现真空钎焊处理,从而使得装置整体的结构牢固性高,另一方面通过在管体内部的顶端和底端皆设置有内螺纹预留层,便于实现管体两端的螺纹连接作用,优化了装配结构,且利用该内螺纹预留层,便于使用者在管体内部螺纹装配上过滤网结构,进而便于装置实现过滤防堵功能;
12.(2)、该真空钎焊蒙乃尔管翅式换热管通过安装有管体、自洁内涂层和耐磨外涂
层,使得装置优化了自身的性能,使用时,既通过在管体的外侧壁设置有材质为纳米陶瓷的耐磨外涂层,提升了装置外部的强度和耐磨耐腐蚀效果,又通过在管体的内侧壁设置有材质为纳米二氧化钛的自洁内涂层,提升了管体内壁的光滑抗粘度和抗菌自洁效果,减轻了粘附堵塞的风险;
13.(3)、该真空钎焊蒙乃尔管翅式换热管通过安装有螺纹预留孔、导热翅片和第二防滑圈,使得装置具体操作时,一方面通过在管体上焊接有呈等间距排布的导热翅片,提升了装置的美观度、增大了导热面积,提升了换热性能,另一方面通过在管体的顶部和底部皆设置有呈等角度分布的螺纹预留孔,使得管体便于通过螺丝与相应的连接结构进行安装,并且通过在管体顶部和底部的安装处皆设置有第一防滑圈和第二防滑圈,使得管体组装时的密封性能和稳固性能较高。
附图说明
14.图1为本实用新型正视局部剖面结构示意图;
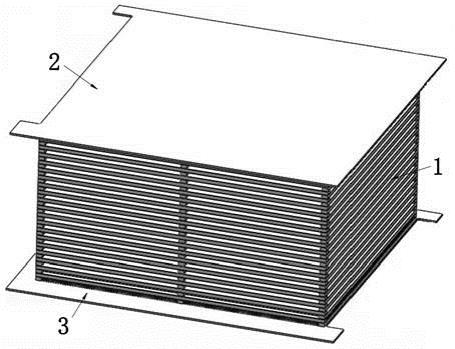
15.图2为本实用新型俯视结构示意图;
16.图3为本实用新型管体后视局部剖面结构示意图;
17.图4为本实用新型管体侧壁剖面结构示意图。
18.图中:1、管体;2、钎焊料层;3、导热翅片;4、螺纹预留孔;5、第一防滑圈;6、第二防滑圈;7、内螺纹预留层;8、耐磨外涂层;9、合金基层;10、自洁内涂层。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-4,本实用新型提供的一种实施例:一种真空钎焊蒙乃尔管翅式换热管,包括管体1、耐磨外涂层8和合金基层9,管体1的外侧壁均匀固定有导热翅片3,管体1的顶部和底部皆均匀设置有螺纹预留孔4;
21.合金基层9设置于管体1侧壁的内部,耐磨外涂层8设置于管体1的外侧壁;
22.管体1的内侧壁设置有自洁内涂层10,管体1内部的顶端和底端皆设置有内螺纹预留层7;
23.管体1和导热翅片3之间注射有钎焊料层2;
24.使用时,导热翅片3用专用模具进行冲压成型,将管体1放入专用的模具中,依次将管体1进行装配,最后用专用注射器将钎焊料层2注入管体1与导热翅片3的间隙中,继而再将管翅式换热管与工装一同放入真空钎焊炉中,具体地,第一步需要将炉腔内进行抽真空,第二步进行逐步缓慢升温至830~860℃,升温速度不超过20℃/分钟,保温15分钟,第三步再将钎焊温度逐步升高至1010~1050℃,升温速度不超过15℃/分钟,保温10分钟,第四步自然随炉冷却,整个过程中真空度要持续保证,直至温度冷却在50℃以下后出炉,从而使得装置整体的结构牢固性高;
25.管体1顶部和底部的边缘处皆固定有第一防滑圈5,第一防滑圈5内侧的管体1上均匀固定有第二防滑圈6;
26.使用时,通过在管体1顶部和底部的安装处皆设置有第一防滑圈5和第二防滑圈6,使得管体1组装时的密封性能和稳固性能较高;
27.导热翅片3在管体1上呈等间距排布;
28.使用时,通过在管体1上焊接有呈等间距排布的导热翅片3,提升了装置的美观度、增大了导热面积,提升了换热性能;
29.螺纹预留孔4在管体1上呈等角度分布;
30.使用时,通过在管体1的顶部和底部皆设置有呈等角度分布的螺纹预留孔4,使得管体1便于通过螺丝与相应的连接结构进行安装;
31.第一防滑圈5和第二防滑圈6的材质皆为硅胶,耐磨外涂层8的材质为纳米陶瓷,自洁内涂层10的材质为纳米二氧化钛;
32.使用时,既通过在管体1的外侧壁设置有材质为纳米陶瓷的耐磨外涂层8,提升了装置外部的强度和耐磨耐腐蚀效果,又通过在管体1的内侧壁设置有材质为纳米二氧化钛的自洁内涂层10,提升了管体1内壁的光滑抗粘度和抗菌自洁效果,减轻了粘附堵塞的风险。
33.本技术实施例在使用时:导热翅片3用专用模具进行冲压成型,将管体1放入专用的模具中,依次将管体1进行装配,最后用专用注射器将钎焊料层2注入管体1与导热翅片3的间隙中,继而再将管翅式换热管与工装一同放入真空钎焊炉中,具体地,第一步需要将炉腔内进行抽真空,第二步进行逐步缓慢升温至830~860℃,升温速度不超过20℃/分钟,保温15分钟,第三步再将钎焊温度逐步升高至1010~1050℃,升温速度不超过15℃/分钟,保温10分钟,第四步自然随炉冷却,整个过程中真空度要持续保证,直至温度冷却在50℃以下后出炉,从而使得装置整体的结构牢固性高,同时,一方面通过在管体1的顶部和底部皆设置有呈等角度分布的螺纹预留孔4,使得管体1便于通过螺丝与相应的连接结构进行安装,另一方面通过在管体1顶部和底部的安装处皆设置有第一防滑圈5和第二防滑圈6,使得管体1组装时的密封性能和稳固性能较高,此外,既通过在管体1的外侧壁设置有材质为纳米陶瓷的耐磨外涂层8,提升了装置外部的强度和耐磨耐腐蚀效果,又通过在管体1的内侧壁设置有材质为纳米二氧化钛的自洁内涂层10,提升了管体1内壁的光滑抗粘度和抗菌自洁效果,减轻了粘附堵塞的风险,并且,通过在管体1内部的顶端和底端皆设置有内螺纹预留层7,便于实现管体1两端的螺纹连接作用,优化了装配结构,且利用该内螺纹预留层7,便于使用者在管体1内部螺纹装配上过滤网结构,进而便于装置实现过滤防堵功能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。