技术特征:
1.一种轮子自动装配设备,其特征在于:包括入轮单元,所述入轮单元包括轮芯定位夹具、放芯装置和第一压芯装置,其中,所述放芯装置包括放芯顶杆和放芯动力源,所述放芯动力源驱动所述放芯顶杆移动;所述第一压芯装置包括第一压芯杆和第一压芯动力源,所述第一压芯动力源驱动所述第一压芯杆移动;所述轮芯定位夹具夹持轮芯,所述放芯顶杆将所述轮芯定位夹具夹持的轮芯的部分压入至轮子的轮胎中;所述第一压芯杆将所述轮芯的剩余部分压入所述轮胎中。2.根据权利要求1所述的轮子自动装配设备,其特征在于:还包括打轴单元,所述打轴单元包括车轴定位装置和压轴装置;所述压轴装置包括压轴杆和压轴动力源,所述压轴动力源驱动所述压轴杆移动,所述车轴定位装置夹持车轴,所述压轴杆将所述车轴定位装置夹持的车轴压入所述轮芯。3.根据权利要求2所述的轮子自动装配设备,其特征在于:所述打轴单元还包括顶轴装置,所述顶轴装置包括顶轴杆和顶轴动力源,所述顶轴杆的端部与所述压轴杆的端部相对,所述顶轴动力源驱动所述顶轴杆移动,所述压轴杆将所述车轴压入所述轮芯时所述车轴与所述顶轴杆的端部相抵。4.根据权利要求2-3中任一项所述的轮子自动装配设备,其特征在于:所述打轴单元还包括设置在所述第一压芯装置和所述压轴装置之间的轮子反转装置,所述轮子反转装置包括轮子抓取部、反转动力源和轮子抓取动力源,所述反转动力源驱动所述轮子抓取部垂直转动;所述轮子抓取动力源驱动所述轮子抓取部移动,轮子位于所述轮子抓取部的移动范围内。5.根据权利要求4所述的轮子自动装配设备,其特征在于:所述打轴单元还包括第二压芯装置,所述第二压芯装置包括第二压芯杆和第二压芯动力源,所述第二压芯动力源驱动所述第二压芯杆移动,所述第二压芯杆对所述轮子反转装置反转后的轮子中的轮芯再次按压。6.根据权利要求5所述的轮子自动装配设备,其特征在于:还包括次品检测单元,所述次品检测单元包括次品检测模块、轮子抓取部、轮子抓取动力源和次品移除动力源,所述轮子抓取动力源和所述次品移除动力源驱动所述轮子抓取部移动,所述次品检测模块检测压入所述轮子中的轮芯的位置,所述次品检测模块所检测的轮子位于所述轮子抓取部的移动范围内。7.根据权利要求6所述的轮子自动装配设备,其特征在于:还包括回转装置和配件台,所述回转装置驱动所述配件台转动;所述配件台上设有多个配件工位,所述配件工位设有用于放置配件夹具的配件夹具槽,所述配件夹具装夹所述轮胎或轮芯或轮子;所述放芯顶杆将所述轮芯压入所述配件工位上的轮胎,所述第一压芯杆将所述配件工位上的轮子中的轮芯的剩余部分压入所述轮胎,所述次品检测模块检测所述配件工位上的轮子,所述轮子反转装置反转所述配件工位上的轮子,所述第二压芯杆对所述配件工位上的轮子中的轮芯再次按压,所述压轴杆将车轴压入所述配件工位上的轮芯。8.根据权利要求7所述的轮子自动装配设备,其特征在于:还包括多个承力模块,所述承力模块包括轴承和支撑所述轴承的固定块,所述轴承的轴向与所述配件台的转动方向垂直并与所述配件台底面接触。9.根据权利要求7-8中任一项所述的轮子自动装配设备,其特征在于:还包括下料单元
和清理单元,所述下料单元包括下料抓取部、第一下料动力源和第二下料动力源,所述第一下料动力源和所述第二下料动力源驱动所述下料抓取部移动,所述下料抓取部夹持所述配件工位上的轮子,并将所述轮子搬离所述配件工位;所述清理单元包括顶出杆和轮子顶出动力源,所述顶出杆位于所述配件台下方,所述轮子顶出动力源驱动所述顶出杆移动,所述顶出杆的移动路径穿过所述配件夹具槽。10.根据权利要求9所述的轮子自动装配设备,其特征在于:所述入轮单元还包括轮胎供料装置和轮胎搬料装置,所述轮胎供料装置包括轮胎振动盘、轮胎振动输送槽、第一检测模块和第二检测模块,所述轮胎振动盘发生振动将所述轮胎传输至所述轮胎振动输送槽,所述轮胎振动输送槽发生振动将所述轮胎从入料端传输至出料端,所述第一检测模块检测所述轮胎振动输送槽中是否有料,所述第二检测模块检测所述轮胎振动输送槽的出料端是否有料;所述轮胎搬料装置包括轮胎抓取部、第一搬料动力源和第二搬料动力源,所述第一搬料动力源和第二搬料动力源驱动所述轮胎抓取部移动,所述轮胎抓取部夹持的轮胎的移动路径经过所述轮胎振动槽的出料端和所述配件工位;和/或所述入轮单元还包括轮芯供料装置和轮芯搬料装置,所述轮芯供料装置包括轮芯振动盘、轮芯振动输送槽、第三检测模块和第四检测模块,所述轮芯振动盘发生振动将所述轮芯传输至所述轮芯振动输送槽,所述轮芯振动输送槽发生振动将所述轮芯从入料端传输至出料端,所述第三检测模块检测所述轮芯振动输送槽中是否有料,所述第四检测模块检测所述轮芯振动输送槽的出料端是否有料;所述轮芯搬料装置包括轮芯抓取部、第三搬料动力源和第四搬料动力源,所述第三搬料动力源和第四搬料动力源驱动所述轮胎抓取部移动,所述轮芯抓取部夹持的轮芯的移动路径经过所述轮芯振动槽的出料端和所述轮芯定位夹具;和/或所述打轴单元还包括车轴供料装置和车轴搬料装置,所述车轴供料装置包括车轴振动盘、车轴振动输送槽、第五检测模块和第六检测模块,所述车轴振动盘发生振动将所述车轴传输至所述车轴振动输送槽,所述车轴振动输送槽发生振动将所述车轴从入料端传输至出料端,所述第五检测模块检测所述车轴振动输送槽中是否有料,所述第六检测模块检测所述车轴振动输送槽的出料端是否有料;所述车轴搬料装置包括车轴夹具和车轴搬料动力源,所述车轴夹具设有车轴夹孔;所述车轴搬料动力源驱动所述车轴夹具转动,所述车轴夹孔夹持的车轴的移动路径经过所述车轴振动输送槽的出料端;所述车轴定位装置包括车轴定位抓取部、第一定位动力源和第二定位动力源,所述第一定位动力源和所述第二定位动力源驱动所述车轴定位抓取部移动,所述车轴定位抓取部夹持所述车轴夹孔中的车轴。
技术总结
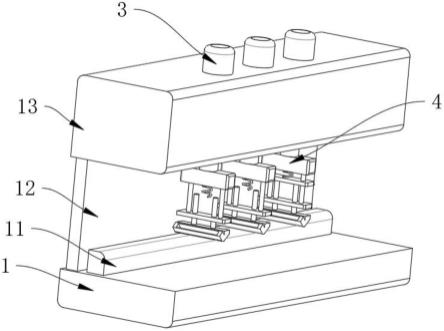
本实用新型涉及一种轮子自动装配设备,包括入轮单元,所述入轮单元包括轮芯定位夹具、放芯装置和第一压芯装置,其中,所述放芯装置包括放芯顶杆和放芯动力源,所述放芯动力源驱动所述放芯顶杆移动;所述第一压芯装置包括第一压芯杆和第一压芯动力源,所述第一压芯动力源驱动所述第一压芯杆移动;所述轮芯定位夹具夹持轮芯,所述放芯顶杆将所述轮芯定位夹具夹持的轮芯的部分压入至所述轮胎中;所述第一压芯杆将所述轮芯的剩余部分压入轮胎中。相对于现有技术,通过机械结构模拟手工组装中将轮芯放入轮胎并压紧的过程,实现了轮子的轮芯和轮胎的自动安装,且在执行放芯加工时可以同步执行压芯加工,使轮子装配加工效率更高。使轮子装配加工效率更高。使轮子装配加工效率更高。
技术研发人员:周伟 贺万鹏 邓文宁 邓远军 谢平勇
受保护的技术使用者:万达工业(始兴)有限公司
技术研发日:2021.12.22
技术公布日:2022/8/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。