1.本发明涉及一种水平力检测系统及方法,尤其涉及一种轧辊轴承座多通道高精度水平力检测系统及检测方法,属于钢材轧制技术领域。
背景技术:
2.轧辊设备是钢厂常用的生产设备,轧制高强度或特殊性能钢板时对轧辊设备的要求很高,为了获得足够大的轧制力,需采用小辊径工作辊,而当水平力过大时,该水平力会使得小辊径的工作辊容易超载弯曲,严重时甚至出现断裂。因此,对小辊径的水平力检测就显得非常重要,不仅影响着轧制生产质量,而且还决定着轧辊设备的安全。再加上小辊径轧辊横截面较小,轧辊轴承座的空间极其有限,对检测装置的安装布置存在很大的技术障碍,一直以来都没能有效的解决这一技术问题。
3.如果工作辊中心线没有相对中间辊及支撑辊向入口或向出口偏移一定距离,由于工作辊轴承座与机架窗口间留有的装配间隙,工作辊在轧制时,因前、后张力作用或其他干扰会在水平方向窜动,引起轧辊交叉而破坏稳定轧制,影响板厚、板形质量;而且还会产生很大的轴向力,增加止推轴承的异常工作载荷。当工作辊设置某偏移距,则在轧制时产生作用于工作辊的水平力,使工作辊两端的轴承座在带钢出口侧与机架窗口紧贴,从而消除了工作辊沿水平方向的窜动,保证轧制稳定。
4.偏移距的大小与作用于工作辊的水平力相关。我们知道,当我们轧制高强钢时,为了获得足够大的轧制力,需采用小辊径工作辊,当水平力过大时,该水平力会使得小辊径的工作辊容易超载弯曲,严重时甚至发生断裂。
技术实现要素:
5.本发明的第一个目的是针对轧制高强钢需要有足够的轧制力,采用小辊径工作辊容易超载弯曲,现有的轧辊设备结构简单,小辊径轧辊横截面较小,轧辊轴承座的空间极其有限,对检测装置的安装布置存在很大的技术障碍,无法实现对轧辊的水平力进行高精度检测,容易导致轧辊设备过载和超负荷运行的缺陷和不足,现提供一种结构合理,解决了在轧辊轴承座极其有限的空间内安装布置检测装置的技术难题,有效的克服了技术障碍,实现了对轧辊的水平力进行高精度检测,有效的保证了轧制设备长时间在安全范围内运行,能避免设备过载和超负荷运行的一种轧辊轴承座多通道高精度水平力检测系统。
6.本发明的第二个目的是针对现有的压力检测装置无法对小辊径工作辊的水平压力进行检测,无法实现多通道高精度的检测和分析的缺陷和不足,现提供一种能实现多通道高精度的检测和分析,检测精度高,并能长时间连续记录,抗干扰能力强的一种轧辊轴承座多通道高精度水平力检测方法。
7.为实现上述第一个目的,本发明的技术解决方案是:一种轧辊轴承座多通道高精度水平力检测系统,包括轴承座本体,轴承座本体成对设置并且在轴承座本体上开设有轧辊安装孔,轧辊安装孔内安装有轧辊,其特征在于:所述轴承座本体上靠近轧辊的两侧分别
安装有三个传感器,一对轧辊所对应的24组传感器信号经传感器线与信号放大器的输入端相连接,信号放大器的输出端经信号调理模块与a/d转换器的输入端相连接,a/d转换器的输出端与数字信号处理模块的输入端相连接,数字信号处理模块的输出端与计算机相连接。
8.进一步的,所述轴承座本体的两侧分别开设有衬板安装槽,衬板安装槽的槽底开设有三个传感器嵌入槽,传感器嵌入槽内开设有与轧辊安装孔相贯通的检测孔,传感器嵌入槽内分别安装有传感器,传感器的检测端通过检测孔与轧辊相配合,传感器嵌入槽内安装有固定传感器的衬板。
9.进一步的,所述衬板安装槽的槽底开设有三个传感器嵌入槽,传感器嵌入槽呈品字型对称分布。
10.进一步的,所述衬板的外轮廓为凸形金属板结构,传感器嵌入槽与衬板之间为传感器的安装空间,衬板上开设有多个衬板固定孔,衬板固定孔内安装有与轴承座本体相固定的螺栓。
11.进一步的,所述传感器采用应变式压力传感器,应变式压力传感器包括电阻应变片和弹性敏感元件,电阻应变片粘贴固定在弹性敏感元件上,弹性敏感元件与轧辊的外圆表面相配合。
12.进一步的,所述机箱内设置有包括信号放大器、信号调理模块、a/d转换器以及数字信号处理模块,机箱远离轧辊的传动侧。
13.进一步的,所述信号放大器所采用的电路为全桥惠斯通电路。
14.为实现本发明的第二个目的,一种轧辊轴承座多通道高精度水平力检测方法,其特征在于包括以下步骤:a、首先利用水平力计算模型来对传感器进行选型,选择最佳型号的传感器;b、将传感器分别安装在传感器嵌入槽内并固定好衬板,连接好传感器线和检测系统;c、24个传感器分别获取水平力模拟信号,24路水平力模拟信号经过8个信号放大器将24路水平力模拟信号合成8路,并通过信号放大器对这8路水平力模拟信号进行放大;d、随后将经信号放大器放大后的信号输入到信号调理模块,信号调理模块中的conpactdaq的控制器部分可一边将数据记录到板载或可移动sd存储器,一边执行波形采集和在线软件分析,得出轧辊水平力的大小和方向;e、最后根据工作辊水平方向力的平衡关系,建立工作辊力和力矩的平衡方程,根据建立的水平力计算模型,将其他相关工艺参数代入水平力计算模型进行验证。
15.进一步的,所述步骤a中水平力计算模型如下:根据工作辊水平方向力的平衡关系,建立工作辊力和力矩的平衡方程,取工作辊受力平衡,其水平方向的力平衡方程为:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)力矩平衡方程为:
ꢀꢀꢀ
(2)工作辊和中间辊间作用力:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)虑到轧辊与轴承之间受摩擦因素影响:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)以及受力图中的几何关系,可得出、和三个夹角的计算式,因三个角度都很小,可近似等于其正弦值,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)联合上式求解,得出水平力计算模型:。
16.进一步的,所述d步骤中采用labview软件配合conpactdaq对数据进行采集、分析、可视化以及管理测量,labview软件采用模块划分、层次化以及多线程技术,来实现多通道数据采集、查询、显示和系统其他操作的并行执行,在程序中创建了负责数据采集的采样工作线程、负责定时保存数据的缓存工作线程和历史数据查询的查询工作线程。
17.本发明的有益效果是:1、本发明在轴承座本体的两侧开设有衬板安装槽,衬板安装槽的内侧面上开设有传感器嵌入槽,传感器嵌入槽内安装有固定传感器,并通过衬板进行固定,在不影响强度的情况下在轧辊轴承座极其有限的空间内安装布置检测装置。
18.2、本发明在同一侧的衬板安装槽内分别安装有三个应变式压力传感器,通过测量弹性元件的应变来间接测量轧辊的水平压力,同一个衬板安装槽内的三个传感器合成一路水平力信号,使得水平力测试值更精确。
19.3、本发明结构合理,解决了在轧辊轴承座极其有限的空间内安装布置检测装置的技术难题,同时能实现多通道高精度的检测和分析,检测精度高,并能长时间连续记录,有效的保证了轧制设备长时间在安全范围内运行,能避免设备过载和超负荷运行,轧制稳定可靠。
附图说明
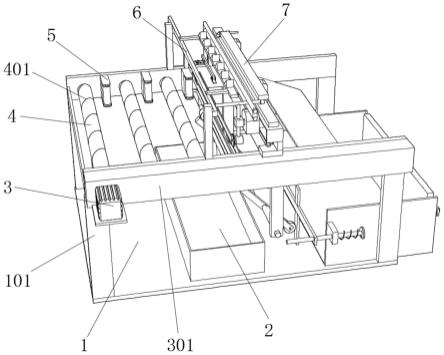
20.图1是本发明的整体结构示意图。
21.图2是本发明的侧面结构示意图。
22.图3是本发明的局部剖视图。
23.图4是本发明衬板安装槽的结构示意图。
24.图5是本发明衬板的结构示意图。
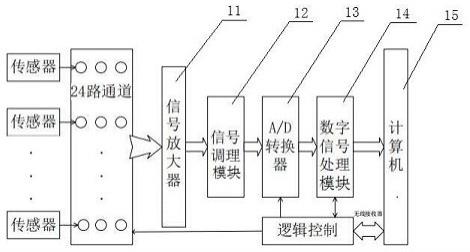
25.图6是本发明硬件部分的结构示意图。
26.图7是本发明定位套的结构示意图。
27.图8是本发明信号放大器模块的示意图。
28.图9是本发明系统软件的功能图。
29.图10是本发明轧辊的受力分析图。
30.图中:轴承座本体1,轧辊安装孔2,轧辊3,衬板安装槽4,衬板5,传感器嵌入槽6,检测孔7,传感器8,传感器线9,机箱10,信号放大器11,信号调理模块12,a/d转换器13,数字信号处理模块14,计算机15。
具体实施方式
31.以下结合附图说明和具体实施方式对本发明作进一步的详细描述。
32.参见图1至图10,本发明的一种轧辊轴承座多通道高精度水平力检测系统,包括轴承座本体1,轴承座本体1成对设置并且在轴承座本体1上开设有轧辊安装孔3,轧辊安装孔3内安装有轧辊3,其特征在于:所述轴承座本体1上靠近轧辊3的两侧分别安装有三个传感器8,一对轧辊3所对应的24组传感器信号经传感器线9与信号放大器11的输入端相连接,信号放大器11的输出端经信号调理模块12与a/d转换器13的输入端相连接,a/d转换器13的输出端与数字信号处理模块14的输入端相连接,数字信号处理模块14的输出端与计算机15相连接。
33.所述轴承座本体1的两侧分别开设有衬板安装槽4,衬板安装槽4的槽底开设有三个传感器嵌入槽6,传感器嵌入槽6内开设有与轧辊安装孔2相贯通的检测孔7,传感器嵌入槽6内分别安装有传感器9,传感器9的检测端通过检测孔7与轧辊相配合,传感器嵌入槽6内安装有固定传感器9的衬板5。
34.所述衬板安装槽4的槽底开设有三个传感器嵌入槽6,传感器嵌入槽6呈品字型对称分布。
35.所述衬板5的外轮廓为凸形金属板结构,传感器嵌入槽6与衬板5之间为传感器8的安装空间,衬板5上开设有多个衬板固定孔,衬板固定孔内安装有与轴承座本体1相固定的螺栓。
36.所述传感器8采用应变式压力传感器,应变式压力传感器包括电阻应变片和弹性敏感元件,电阻应变片粘贴固定在弹性敏感元件上,弹性敏感元件与轧辊的外圆表面相配合。
37.所述机箱10内设置有包括信号放大器11、信号调理模块12、a/d转换器13以及数字信号处理模块14,机箱10远离轧辊3的传动侧。
38.所述信号放大器11所采用的电路为全桥惠斯通电路。
39.一种轧辊轴承座多通道高精度水平力检测方法,其特征在于包括以下步骤:a、首先利用水平力计算模型来对传感器8进行选型,选择最佳型号的传感器8;b、将传感器8分别安装在传感器嵌入槽6内并固定好衬板5,连接好传感器线9和检测系统;c、24个传感器8分别获取水平力模拟信号,24路水平力模拟信号经过8个信号放大器11将24路水平力模拟信号合成8路,并通过信号放大器11对这8路水平力模拟信号进行放大;d、随后将经信号放大器11放大后的信号输入到信号调理模块12,信号调理模块12
中的conpactdaq的控制器部分可一边将数据记录到板载或可移动sd存储器,一边执行波形采集和在线软件分析,得出轧辊水平力的大小和方向;e、最后根据工作辊水平方向力的平衡关系,建立工作辊力和力矩的平衡方程,根据建立的水平力计算模型,将其他相关工艺参数代入水平力计算模型进行验证。
40.所述步骤a中水平力计算模型如下:根据工作辊水平方向力的平衡关系,建立工作辊力和力矩的平衡方程,取工作辊受力平衡,其水平方向的力平衡方程为:
ꢀꢀꢀ
(1)力矩平衡方程为:
ꢀꢀꢀ
(2)工作辊和中间辊间作用力:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)虑到轧辊与轴承之间受摩擦因素影响:
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)以及受力图中的几何关系,可得出、和三个夹角的计算式,因三个角度都很小,可近似等于其正弦值,
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)联合上式求解,得出水平力计算模型:。
41.所述d步骤中采用labview软件配合conpactdaq对数据进行采集、分析、可视化以及管理测量,labview软件采用模块划分、层次化以及多线程技术,来实现多通道数据采集、查询、显示和系统其他操作的并行执行,在程序中创建了负责数据采集的采样工作线程、负责定时保存数据的缓存工作线程和历史数据查询的查询工作线程。
42.参见图1至图4,本发明的轴承座本体1与现有轴承座的固定方式相同,轴承座本体1通过机架固定,位于同一侧的相邻两个轴承座本体1之间可以通过连接螺栓22连接固定,也可以将轴承座本体1分别固定在机架上,还可以将位于同一侧的两个或多个轴承座本体1设置为一体,并开设置多个轧辊安装孔2。轴承座本体1成对设置,并且相正对着的一对轴承座本体1用于安装一根轧辊,轧辊一般成对配合着使用。轴承座本体1上开设有轧辊安装孔2,相互平行的两根轧辊3,分为第一轧辊和第二轧辊,第一轧辊和第二轧辊的端部安装在轴承座本体1上的轧辊安装孔2内。
43.轴承座本体1的一侧或两侧分别开设有衬板安装槽4,一般是在轴承座本体1的两侧都开设有衬板安装槽4,并且衬板安装槽4位于轧辊安装孔2的径向外侧,便于安装传感器
并检测水平方向上的作用力。考虑其对轴承座强度的影响,为了满足设计的新带测力传感器的轴承座的强度需求,不仅要对轴承座进行结构设计,还需对其强度进行计算。使其既能保证原有的功能,又能实现传感器的安装及水平力信号的有效提取。通过ansys仿真软件对轴承座进行应力分析,材料属性选择合金钢42crmo,密度为7850kg/m3,弹性模量为2.06
×
1011pa,泊松比为0.3。通过对轴承座边界条件进行设定,对轴承座内孔施加载荷150000n,计算得出应力结果。并且最大应力点位于测力传感器压头,最大等效应力为5.2572
×
108pa,屈服强度为9.3
×
108pa,安全系数为1.5,许用应力[]=6.2
×
108pa,最大等效应力小于许用应力,在不影响强度的情况下满足应用需求。
[0044]
衬板安装槽4的槽底开设有三个传感器嵌入槽6,传感器嵌入槽6呈品字型对称分布,传感器嵌入槽6内开设有与轧辊安装孔2相贯通的检测孔7。传感器嵌入槽6内分别安装有传感器8,传感器8的检测端伸入到检测孔7内并与第一轧辊或第二轧辊相配合,这样就使得轧辊的水平方向上的作用能够直接作用到位于同一侧的三个传感器8上。
[0045]
传感器8采用应变式压力传感器,应变式压力传感器包括电阻应变片和弹性敏感元件,电阻应变片粘贴固定在弹性敏感元件上,然后通过测量弹性元件的应变来间接测量压力的传感器。应变式压力传感器的的工作原理基于导体和半导体的“应变效应”,即当导体和半导体材料发生形变时,电阻应变片也会一起产生形变,使应变片的阻值发生改变,从而加在应变片上的电压发生变化。当应变片受外力作用而伸长时,其长度增加而截面积减少,电阻值便会增大;当应变片受外力作用而压缩时,长度减少而截面积增加,电阻值则会减少。
[0046]
由于传感器里的应变片在正常测量时形变是非常小的,为了适合数据采集设备的输入范围,由传感器生成的电信号必须经过处理。为了更精确地测量信号,通过信号放大器放大低电压信号,即给该传感器配有电压激励源的惠斯通电桥。惠斯通电桥为全桥配置,即应变式压力传感器选用的是四个阻值完全相同的应变片构成全桥电路。理论上,当传感器没有感受到压力时,其输出应该是零,但由于应变片是由金属材料制成的,它的阻值会随温度的变化而产生变化,而且当环境温度发生变化时,应变片和弹性体的温度膨胀系数的不同,致使应变片的阻值发生变化,从而使传感器的零点和工作输出也随温度发生变化,因此,在本发明传感器8的制作过程中,特别注意了零点补偿和温度性能补偿,其具体方法是测出传感器在环境温度变化的情况下由温度变化引起的电阻变化,然后在电桥适当位置串入温度补偿片。
[0047]
位于同一个衬板安装槽4内的三个传感器合成一路水平力信号,使得水平力测试值更精确。轴承座本体1上分别开设为有引线导向孔,传感器8的一端与传感器线9的一端相连接,传感器线9的另一端穿过引线导向孔后与机箱10相连接,传感器8检测到的压力信号经传感器线9传输到机箱10内,传感器线9的表面设置有屏蔽防护层或者传感器线9穿入引线管道,机箱10远离轧辊的传动侧,能最大程度上避免干扰。
[0048]
传感器嵌入槽6内安装有固定传感器8的衬板5,衬板5不仅起到对传感器8的支撑和固定作用,通过衬板5能够将轧辊传递给传感器8的水平作用力传递给轴承座本体1,而且衬板5还能起到增强轴承座的强度和承载力的作用。衬板5的外轮廓为凸形金属板结构,衬板5的外轮廓的衬板安装槽4的形状相对应,衬板5所采用的凸形结构比普通的矩形板结构安装后的稳定性要好,与衬板安装槽4之间的配合也更加紧密。传感器嵌入槽6与衬板5之间
为传感器8的安装空间,衬板5上开设有多个衬板固定孔9,衬板固定孔9内安装有与轴承座本体1相固定的螺栓,固定后稳定可靠。
[0049]
本发明的一对轧辊3所对应的24个传感器8分别独立的获取水平力模拟信号,24路水平力模拟信号经过8个信号放大器11将24路水平力模拟信号合成8路,并通过信号放大器11对这8路水平力模拟信号进行放大。一个信号放大器11与同一个轴承座一侧的三个传感器8相连接,放大器电路的最下方是传感器接线端子,一个端子从左向右依次为pb、e-、s-、s 、e ,一个端子接一个传感器。例如,e1 接传感器桥压正,s1 接传感器输出毫伏信号正,s1-接接传感器输出毫伏信号负,e1-接传感器桥压负,pb接传感器导线屏蔽层。此外,信号放大器11所采用的电路为全桥惠斯通电路,通常在理想状态下,应变片的电阻仅在存在应变时才产生变化。然而,应变片材料及被测试件材料还同时对温度的变化敏感,因此本发明通过处理应变片材料来补偿被测试件产生的热膨胀,以此将应变片对温度的敏感降至最低。但补偿仅能够降低应变片对温度的敏感度,却不能完全消除温度影响。为此,通过将电桥四个桥臂都安装工作应变片来实现全桥配置,从而提高电路的灵敏度。
[0050]
将经信号放大器11放大后的信号输入到信号调理模块12,信号调理模块12中的conpactdaq的控制器部分可一边将数据记录到板载或可移动sd存储器,一边执行波形采集和在线软件分析,得出轧辊水平力的大小和方向。本发明的信号调理主要有以下二个功能,一是隔离功能,为了安全目的,把传感器的信号和计算机相隔离。被监测的系统可能产生瞬态的高压,如果不使用信号调理,这种高压会对计算机造成损害。使用隔离的另一原因是为了确保插入式数据采集设备的读数不会受到接地电势差或共模电压的影响。当数据采集设备输入和所采集的信号使用不同的参考“地线”,而一旦这两个参考地线有电势差,就会带来麻烦。这种电势差会产生所谓的接地回路,这样就将使所采集信号的读数不准确;或者如果电势差太大,它也会对测量系统造成损害。二是滤波功能,滤除所测量的信号中不需要的信号,以消除噪音和防止混叠现象。
[0051]
本发明采用labview软件配合conpactdaq对数据进行采集、分析、可视化以及管理测量,其中labview程序设计采用的是模块划分和层次化的方法,大大增加了程序的可维护性和可读性。该软件系统的主要功能包括8通道数据采集、数据保存和历史数据查询。labview程序还采用了多线程技术。为了实现多通道数据采集、查询、显示和系统其他操作的并行执行,在程序中创建了负责数据采集的采样工作线程、负责定时保存数据的缓存工作线程和历史数据查询的查询工作线程。线程间由局部变量、全局变量、属性节点、共享变量和队列等方式实现数据传递。通过采用多线程技术,实现了实时性要求高的数据采集与如数据显示、读取、存储和查询等功能在时间上的相互独立,避免它们在时间上可能产生的冲突,提高了数据采集的稳定性,成功地把传感器、信号调理、数据采集硬件和分析硬件集成为一个完整的多功能数据采集系统。
[0052]
本发明对水平力计算模型进行赋值计算的实例如下:工作辊半径=166.94mm,中间滚半径=324.57mm,工作辊相对于中间辊偏移=3mm(偏移量在1.5-5),轧制力=4490kn,单根工作辊上的轧制力矩 =15kn
・
m(轧制力矩在10-20),后张力=105kn,前张力=105kn,
工作辊弯辊力=45kn,工作辊辊身长度=850mm,工作辊轴承的摩擦系数=0.002,单根中间辊上的传动力矩(辊颈处) =32.675kn
・
m,工作辊与中间辊间滚动摩擦系数=0.0768941,联合上式求解,得出水平力f1=64.11kn。由公式计算出工作辊水平力的理论估算值在30kn~100kn之间,因此选用量程为0~5t的测力传感器对工作辊水平力进行测量。
[0053]
最后,验证已有水平力理论计算公式的正确性。以六辊轧机为例,由于所研究的六辊轧机上下辊系为对称分布,只需对上辊系进行受力分析。如附图所示,图9为上辊系受力分析图,根据工作辊水平方向力的平衡关系,建立工作辊力和力矩的平衡方程。
[0054]
本发明有效的解决了对小直径轧辊实时检测和分析该水平力的技术难题,能实现多通道高精度的检测和分析,检测精度高,并能长时间连续记录,能够满足轧辊工作时的需求,有效的保证了轧制设备长时间在安全范围内运行,避免了设备过载和超负荷运行,轧制稳定可靠,对实际生产具有重要意义。
[0055]
以上内容是结合具体实施方式对本发明所做的进一步详细说明,不能认为本发明的具体实施只局限于这些说明,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,所做出的简单修改和替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。