1.本发明属于连续纤维增强热塑复合材料制造技术领域,具体涉及一种瀑布双面淋模预浸式生产连续增强型复合材料设备及方法。
背景技术:
2.以纤维增强的各类树脂复合材料正逐步替代传统的金属材料,被广泛应用于很多要求轻量化的领域,包括飞机、汽车等各类交通工具等。随着纤维增强热塑性复合材料的应用发展,连续性纤维增强热塑材料浸渍带因其优异的物理特性和多样的加工成型方式逐步得到推广,广泛应用于运输、军民航空、石油化工、体育器具、建筑材料等众多领域,实现了产品质量轻、强度高、耐腐蚀、可回收利用以及加工成型便利的目标,因其优秀的综合性能,该行业得到了蓬勃发展。
3.连续纤维增强树复合材料所具备的纤维与树脂的有效融合,以及连续纤维沿制品宽度方向分布均匀,厚度尺寸稳定是评估该类产品机械物理性能的关键特征指标。目前,为了提升所述的性能指标,除了在材料层面对树脂进行偶联剂处理,以增强与纤维界面的连接强度外,有以下两类常用的工艺装备技术。第一类生产工艺是将纤维通过封闭式的,内置热熔树脂腔的模具,实施纤维与树脂的热熔融合;这类工艺的缺点在于模头中存在死角,容易造成熔体热分解。纤维断裂后续接比较困难,造成连续纤维热塑性预浸带纤维含量波动较大;产品厚度调整时受模口间隙影响,降低了设备的通用性;纤维与树脂的融合效果受限于生产线的速度,生产效率低。第二类是采用已成型的热塑膜,通过加热与纤维进行热熔包覆融合的制备工艺,该工艺受限于热塑膜在加热过程中造成尺寸收缩,难以保证产品树脂的均匀分布;以及采用对树脂膜再次加热的二次加工,而缺乏经济性,产品的性价比不高。上述工艺的局限性,对于采用纤维增强树脂体为原料进行二次加工时,如挤出热压成型,以及注塑成型的产品的力学性能有着直接影响,造成产品的实际使用性能不稳定,而容易过早失效。
4.美国ticona公司us9,233,486.b2,9,289,936.b2等专利为代表的采用“封闭式的,内置热熔树脂腔的模具,实施纤维与树脂的热熔融合”的工艺技术。由于“封闭式的,内置热熔树脂腔的模具”的设计特征,首先,在模具的热熔树脂腔存在的死角,容易造成热熔树脂的积存,形成熔体热分解;纤维断裂后续接比较困难,造成连续纤维热塑性预浸带纤维含量波动较大;产品厚度调整时受模口间隙影响,降低了设备的通用性;纤维与树脂的融合效果受限于生产线的速度,生产效率低。
5.陕西天策新材料科技有限公司的cn105346200a专利采用的使用已经固化的热塑性树脂薄膜直接与连续纤维经过热压辊进行复合,在此过程中由于热塑性树脂的流动性差和热辊压的热熔效果不良,造成热塑性树脂对连续纤维的浸润效果差,直接导致连续纤维增强热塑性树脂复合材料出现浸润效果不理想,界面效果不良,材料强度低的问题,且该工艺受限于热塑膜在加热过程中造成尺寸收缩,难以保证产品树脂的均匀分布;以及采用对树脂膜再次加热的二次加工,而缺乏经济性,产品的性价比不高。
6.现有的单向连续纤维增强热塑复合材料的制备工艺和流程确实提高了生产效率,但是在树脂的浸润均匀程度上依赖于操作人员的熟练程度,且时常会有干纱、表面粗糙等等现象,难以满足高端用户的需求。
技术实现要素:
7.有鉴于此,本发明的目的是提供一种瀑布双面淋模预浸式生产连续增强型复合材料设备及方法,包括采用开放式的热熔树脂与纤维热熔融合的涂抹工艺设计;将挤出机塑化熔融的树脂经过设定的模头输送至热熔树脂涂抹引导辊,并在热熔树脂涂抹引导辊的辊面形成一层厚度均匀的热熔树脂膜层;同步地,热熔树脂涂抹引导辊通过设定的旋转运动将热熔树脂沿引导辊辊面连续、均匀地涂抹在一排连续运行,均匀展开的纤维体上;随后,一排已涂抹了热熔树脂的均匀展开的纤维连续经过至少一级串联的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,完成热熔树脂与纤维的有效融合;最后,热熔树脂与纤维有效融合的复合体在主牵引的驱动力作用下,连续通过冷却、定型装置,至收卷机完成单向连续纤维增强树复合材料的制备。
8.为了达到上述目的,本发明通过下述技术方案实现:
9.提供一种瀑布双面淋模预浸式生产连续增强型复合材料设备,包括一种由热熔树脂涂抹引导辊与一级单独布置或多级以串联形式布置的对压结构浸渍单元模块所组成的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置;
10.一组挤出设备模头以漏斗预浸垂直涂抹的方式将热熔树脂涂覆在热熔树脂涂抹引导辊辊面,形成一层厚度均匀的热熔树脂膜层;
11.热熔树脂涂抹引导辊为单独驱动,其旋转速度单独设置,通过热熔树脂涂抹引导辊的旋转运动,同步地将涂覆在一组热熔树脂涂抹引导辊辊面的一层厚度均匀的热熔树脂膜层涂抹在一排单向连续的均匀展平的纤维体体上;
12.与热熔树脂初步融合的一排单向连续的均匀展平的纤维体,进入一级单独或多级串联的对压结构浸渍涂抹单元模块所组成的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,实现热熔树脂与纤维的充分、有效地融合。
13.进一步地,一排单向连续均匀展平的纤维体的左、右两侧分别设置一组热熔树脂涂抹引导辊和一组挤出设备模头装置,分别通过左、右热熔树脂涂抹引导辊连续地将相对应的一组挤出设备模头提供的热熔树脂涂覆在热熔树脂涂抹引导辊辊面,形成一层厚度均匀的热熔树脂膜层;
14.通过左、右热熔树脂涂抹引导辊的旋转运动,分别将涂覆在左、右热熔树脂涂抹引导辊辊面的一层厚度均匀的热熔树脂膜层涂抹在一排单向连续的均匀展平的纤维体左、右两侧;
15.左、右两侧分别涂抹了热熔树脂的一排单向连续均匀展平的纤维体,进入一级单独布置或多级串联布置的对压结构浸渍涂抹单元模块所组成的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,实现热熔树脂与纤维体的充分有效融合。
16.进一步地,仅在一排单向连续均匀展平的纤维体的左侧设置一组热熔树脂挤出设备模头装置;
17.通过左侧热熔树脂涂抹引导辊的旋转运动,将涂覆在热熔树脂涂抹引导辊辊面的
一层厚度均匀的热熔树脂膜层涂抹在一排单向连续的均匀展平的纤维体左边一侧,同时,在设置在一排单向连续均匀展平的纤维体的右侧一组挤出设备模头将热熔树脂均匀挤出涂抹在一排单向连续的均匀展平的纤维体右边一侧。
18.进一步地,挤出设备模头出口唇的基准面与热熔树脂涂抹引导辊的轴线相平行,并以热熔树脂涂抹引导辊辊面为基准,按照设置挤出设备模头出口唇与热熔树脂涂抹引导辊辊面的间隙设定范围0.1~10mm,挤出设备模头与水平面的夹角设定范围10~150
°
角,设置挤出设备模头的位置。
19.进一步地,开放式的连续纤维与热熔树脂辊压浸渍涂抹装置是由一个对压结构的浸渍涂抹单元模块单独布置组成,或由多个对压结构的浸渍涂抹单元模块以串联形式布置所组成;
20.每个浸渍涂抹单元模块是由两个浸渍涂抹辊呈对压于一排单向连续均匀展平的纤维体的左、右两侧结构排布。
21.进一步地,通过对浸渍涂抹单元模块的浸渍涂抹辊的中心距的调整,实现每个浸渍涂抹单元模块两个浸渍涂抹辊的辊面之间的间隙的调整设置,间隙设定范围0.1~15mm;
22.通过对单元模块的浸渍涂抹辊的中心距的调整,以及单元模块的浸渍涂抹辊间的间隙设定,获得一排单向连续均匀展平的纤维体与热熔树脂有效融合所需的合适的纤维张力,以及热熔树脂融入排列紧密的一束束纤维之间的压力。
23.进一步地,热熔树脂涂抹引导辊和组成各级浸渍涂抹单元模块的各组辊设有内置加热结构,内置加热结构可以是插入辊子内腔的管式电加热原件,或通过辊子内置通道的液体加热媒介。
24.进一步地,每个浸渍涂抹单元模块的其中之一浸渍涂抹辊两端的轴头旋转支撑副与可直线移动的直线移动传动副装置相连接,实现每个浸渍涂抹单元模块中两个浸渍涂抹辊的中心距的调整,每组浸渍涂抹辊,在其传动侧的轴头采用链轮或齿轮传递旋转运动。
25.进一步地,至少一级串联布置的对压结构浸渍涂抹单元模块所组成的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置的左侧和右侧分别设置了多组辐射式加热装置,提供热熔树脂与所述的一排单向连续均匀展平的纤维体,通过至少一级串联的浸渍涂抹单元模块过程中的热熔树脂涂抹与一排展平纤维有效融合所需的热量。
26.进一步地,还包括展平装置,是将多束纤维束组成的一排连续纤维体,以设定的包角对纤维束形成的张力,并通过与过纱构件的几何曲面相接触,实现对多束连续纤维体沿过纱构件宽度方向规则、均匀展平;
27.过纱构件背部设有增强结构件,通过背部增强结构件内置的顶起构件调整过纱构件沿其几何母线垂直方向的拱起度,并将其固定,过纱构件沿其几何母线垂直方向的拱起度,或玄高以生产线设备的工艺中线为基准的设定值范围0.05~5.0mm;
28.还设置了至少两组顶起机构,所述的顶起机构以所述的增强构件为支撑,调整过纱构件的几何曲面的拱起程度,同时,又将过纱构件与增强构件连接固定;
29.过纱构件与多束纤维束组成的一排连续纤维以包角方式相接触区域的合适的横截面几何曲线,包括半圆型、部分圆弧形、整圆形或sign曲线;
30.过纱构件设有内置加热元件,内置加热元件可以是插入过纱构件内腔的管式电加热原件,或采用液体加热媒介通过过纱构件设置的通道进行加热。
31.进一步地,展平装置是由三组构件组成,两组为位置固定过纱构件,以及一组位置可调整的过纱构件,且按照v字型结构布置,通过调整v字型结构的底部的过纱展平构件的位置,改变三组构件相互之间的中心距,以及改变纤维体与所述工作单元构件的包角和纤维体的张力。
32.进一步地,还包括采用不同于纤维体材料制成的摩擦构件,对纤维体的摩擦产生同种电荷的起电装置;
33.所述摩擦构件材料包括铜、钢或铝合金金属材料,也包括陶瓷、尼龙或硬橡胶非金属材料;
34.所述摩擦构件通过执行器在一排单向连续展平的纤维丝表面进行重复的接触式的摩擦运动,通过摩擦运动在一排单向连续展平的纤维体相邻的各纤维丝之间产生的同种电荷之间的排斥力,进一步地实施对所述的一排单向连续纤维丝的均匀展平;
35.所述摩擦构件与一排单向连续展平的纤维丝表面接触的头部几何构造包括球面体、半球面体、球缺体、圆柱体、半圆柱体、小半圆柱体或连续三维几何曲面,或连续二维几何曲面;
36.所述执行器包括以电动、气动或液压为动力的驱动原件。
37.本发明还提供基于上述任一所述瀑布双面淋模预浸式生产连续增强型复合材料制备方法,包括以下的工艺步骤:
38.s1:通过纱架所配置的一组每束纤维束张力可以分别设置的放纱转轴,将多束纤维同步送入单向连续纤维初次梳理装置,再经过烤箱完成纤维束的蓬松处理;
39.s2:通过纤维有序张力展平装置的张力作用,使得多束排列的连续纤维丝束沿张紧辊凸起的几何体表面均匀展开,同时,通过机械刮纱静电发生装置在纤维丝之间产生的同种电荷相互之间的的排斥力完成对多束排列的连续纤维丝束的进一步地的均匀展平;
40.s3:一组挤出设备模头以漏斗预浸垂直涂抹的方式将挤出的热熔树脂涂覆在热熔树脂涂抹引导辊辊面,形成一层厚度均匀的热熔树脂膜层;
41.s4:通过热熔树脂涂抹引导辊的旋转运动,同步地将涂覆在一组热熔树脂涂抹引导辊辊面的一层厚度均匀的热熔树脂膜层涂抹在一排单向连续的均匀展平的纤维体上;
42.s5:与热熔树脂初步融合的一排单向连续均匀展平的纤维体进入至少一级串联的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,实现热熔树脂与纤维的有效融合;
43.s6:与热熔树脂有效融合后的一排单向连续均匀展平的纤维体在主牵引的驱动力作用下,连续通过冷却、定型装置,便可收卷成单向连续纤维增强树复合材料。
44.进一步地,步骤s3中,设置在当前速度v的工作状态下两台挤出机输出m1的溶剂,电控系统控制两台挤出机输出m2的溶剂,m2>m1,系统运行时间t1后,自动控制挤出机输出m3,m3<m1,利用漏斗内的溶剂进行涂抹再经过t2后,系统自动控制挤出机输出m2,m1、m2、m3均为溶剂的容量。
45.进一步地,步骤s6中,连续纤维与热熔树脂有效融合后的一排单向连续均匀展平的纤维体在冷却定型后,牵引通过纵向分切装置,将一排连续纤维与热熔树脂融合单元沿其宽度方向均匀分切,之后,再通过横切装置,按照设定的长度切断,制成定长度的薄片式单向纤维增强树脂体。
46.本发明技术方案的有益效果是:
47.通过:1、用双模头外加漏斗预浸垂直方向涂抹替换原来的单摸头(双模头)水平涂抹;2、用对压辊替换原来的品字型交叉辊加热;3、用有动力对压辊冷却定型(油缸压力大)替换原来的无动力对压辊冷却定型(气缸),为制备单向连续纤维增强树脂复合材料的纤维与树脂有效融合,以及连续纤维分布均匀,制品厚度尺寸稳定的复合材料产品提供了更好的解决方案。
附图说明
48.为进一步说明本发明的上述目的、结构特点和效果,以下将结合附图对本发明进行详细的描述。
49.图1为本发明较佳实施例采用双侧布置的热熔树脂挤出模头和热熔树脂涂抹引导辊与至少一级串联的、开放式的连续纤维与热熔树脂辊压浸渍涂抹装置相组合的结构示意图;
50.图2a为本发明较佳实施例采用左、右双侧布置一组热熔树脂挤出模头和热熔树脂涂抹引导辊的结构示意图;
51.图2b为本发明一较佳实施例采用左、右双侧布置一组热熔树脂挤出模头和热熔树脂涂抹引导辊的结构示意图;
52.图2c为本发明另一较佳实施例采用左、右双侧布置一组热熔树脂挤出模头和热熔树脂涂抹引导辊的结构示意图;
53.图2d为本发明一较佳实施例采用单侧布置一个热熔树脂挤出模头和热熔树脂涂抹引导辊的结构示意图
54.图2e为本发明另一较佳实施例采用单侧布置一个热熔树脂挤出模头和热熔树脂涂抹引导辊的结构示意图;
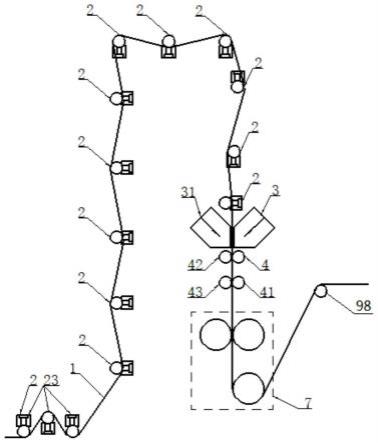
55.图3为本发明较佳实施例一种单向连续纤维增强树脂复合材料的生产工艺设备布置示意图;
56.图4为本发明较佳实施例对纤维经过展平辊前后的张力变化的受力分析图;
57.图5为本发明较佳实施例一组展平单元模块的正视图;
58.图6为本发明较佳实施例一组展平单元模块的侧视图;
59.图7为本发明较佳实施例摩擦纤维起电装置的正视图;
60.图8为本发明较佳实施例摩擦纤维起电装置的俯视图;
61.图9为本发明较佳实施例一组对压结构浸渍单元的位置调整正视图;
62.图10为本发明较佳实施例一组对压结构浸渍单元的位置调整侧视图;
63.图11为本发明较佳实施例薄片式单向纤维增强树脂体的一种制备方式图;
64.图中:1、由多束纤维束组成的一排连续纤维,2、展平单元,21、第一组展平单元模块,22、第二组展平单元模块,23、第三组展平单元模块,24、过纱构件,25、背部结构增强部件,26、顶起机构,3、挤出熔融树脂的模头,31、设置于连续纤维侧面的挤出熔融树脂的模头,4、热熔树脂涂抹引导辊,41、对压结构浸渍涂抹单元模块;42、设置于连续纤维右侧的热熔树脂涂抹引导辊,43、对压结构浸渍涂抹单元模块,7、冷却装置,80、放纱架,81、梳理架,82、烤箱,83、摩擦纤维起电装置,84、切边刀,85、牵引装置,86、第一过渡辊,87、收卷装置,88、摩擦构件,89、往复运动机构,90、下部支架91、直线运动副,92、轴承座,93、链轮,94、机
架,95、上下调节装置,96、纵向切割装置,97、横向切割装置,98、第二过渡辊。
具体实施方式
65.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
66.如图1至图11所示,将多卷连续纤维装载在放纱架80上,然后将每根纤维拉到梳理架81处,形成了由多束纤维束组成的一排连续纤维1,然后经过第一组展平单元模块21,初步展开纤维并将每根纱的水平高度限制在同一水平面上,然后由多束纤维束组成的一排连续纤维1经过烤箱82,将纤维变得蓬松,有利于进一步的展纱,连续纤维1从烤箱82出来后再次进入第二组展平单元模块22,再到摩擦纤维起电装置83,再到第三组展平单元模块23以及后续的多个展平单元模块2,此时连续纤维1的展开性已经打到了理想的效果,准备下一步与树脂的浸润过程。
67.热塑性树脂经过挤出机加热并通过挤出熔融树脂的模头3挤出的方式,配合漏斗预浸结构的设置成为瀑布状的一层薄膜淋在热熔树脂涂抹引导辊4;42上,连续纤维1经过引导辊4;42并与之接触且有一定包角,与涂抹引导辊上的均匀树脂结合在一起,然后经过由一级对压结构浸渍涂抹单元模块41;43单独布置,或者多级对压结构浸渍涂抹单元模块41;43串联布置的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,得到纤维与树脂充分融合的熔融态产品,然后经过冷却装置7冷却,第二过渡辊98向上重新传输至切边刀84去掉边部,牵引装置85,第一过渡辊86,收卷装置87得到最终的单向连续纤维增强热塑性预浸带卷材产品。
68.水平方向盒式预浸溶剂在盒子内部流动性差,在边角部分容易形成死角从而过加热而导致黑斑、黄斑等现象。这里为了防止出现过加热现象并保证漏斗内永远是最近10分钟的溶剂故特地增加了控制回路,具体如下:
69.设当前生产厚度为d的带材,在当前速度v的工作状态下需要两台挤出机输出m1的溶剂可以满足生产要求,为了达到很好的涂抹和预浸效果,故电控系统控制两台挤出机输出m2的溶剂(m2>m1)。这样保证保温的漏斗内会有过量的溶剂,从而确保玻纤能够得到更好的浸润。系统在这样运行一段时间t后,自动控制挤出机输出m3(m3<m1),利用漏斗内的溶剂自然的去进行涂抹再经过t2后,系统自动控制挤出机输出m2。这样漏斗内的溶剂不会出现被过度加热的溶剂,从而保证溶剂的新鲜度,这样可以避免出现黑斑和黄斑等现象。
70.在本实施例中,连续纤维采用巨石集团的牌号为362cyf的2400tex的无捻连续纤维,树脂的主料选择聚丙烯材料(pp),熔指50~110g/10min,并加入主料聚丙烯10%量的相容剂,其作用是增加聚丙烯(pp)和玻璃纤维的结合强度,其主要成分为接枝马来酸酐,另外加入了0.3%的抗氧化剂,当然,本领域技术人员应该明白,在此所述的连续纤维材料包括但不限于在此陈述的,如玻璃纤维,碳纤维,芳纶纤维等;与之相适应的纤维增强的热塑树脂包括但不限于在此陈述的,如聚丙烯类树脂pp,聚乙烯类树脂pe,聚酯类树脂pet,尼龙类树脂pa6或pa66,pc树脂,peek树脂,pps树脂等,与之相对应的相关助剂包括但不限于其它抗氧化剂,紫外线吸收剂,光稳定剂,润滑助剂等。
71.在较佳实施例中,放纱架80上的每卷纤维都配备有张力控制装置,可以单独调整单卷纤维的张力,也可实现整体张力的调整,放纱架80沿设备长度方向的前后高度可调整;
72.在较佳实施例中,梳理架81是一种类似于梳子的装置,每根纤维从一个缝隙中穿
过,从放纱架牵引出的纤维经过梳理架81后每根纤维在宽度方向上的位置被固定,从而使得多束纤维组成一排均匀有序的连续纤维1;
73.如图5和图6,在较佳实施例中,前三组展平单元模块21、22、23,每个模块由三组与连续纤维相接触并产生一定包角的过纱构件24及其对应的背部增强结构件25所组成,其中,过纱构件设有内置加热结构其加热结构采用电加热为加热原件,设置温度80~110℃;背部结构增强部件25设置了多个组顶起机构26;这些顶起机构26可以实现以增强构件25为支撑,调整过纱构件24的拱起程度的功能,同时,又起到将过纱构件24与增强构件25连接固定的作用,此实施例中拱起度,即过纱构件拱起后的中间位置的辊面距离增强结构件距离调整为1mm;另外,三组单元中左右两组为位置固定过纱构件24,一组可以上下移动的过纱构件24,按照v字型结构布置,通过可移动过纱构件24的移动可以实现三组构件相互之间的中心距的调整,从而改变通过纤维与工作单元构件的包角,调整纤维的张力,其调整张力的原理和调整的大小计算如下:
74.如图4,对纤维经过展平辊前后的张力变化的受力分析图。
75.将纤维与辊子的接触部分看做一点(如图x轴和y轴的交点),对其进行力学性能分析:纤维入辊方向的张力f1,出辊后的张力f2,辊子对纤维的支持力fn,以及辊子对纤维的摩擦力ff,其方向如上图所示,定义纤维在辊子上的包角的一半为θ,即图中的30
°
角所示的角度。
76.其中摩擦力
77.ff=μfn,μ为摩擦系数
ꢀꢀ①
式
78.对每个力向x轴上投影,有:f2cosθ=f1cosθ ffꢀꢀ②
式
79.对每个力向y轴上投影,有:f2sinθ f1sinθ=fnꢀꢀ③
式
80.定义纤维过辊后的张力是过辊前的k倍,即f2=kf1ꢀꢀ④
式
81.由
①
~
④
式可得:
82.由于一组v型辊子带有3根辊,所以经过一组辊子后张力增加k3倍。
83.取0为30
°
,即包角为60
°
,据资料查找,玻璃纤维与钢的摩擦系数在0.2左右,这里取值0.2,则k=1.26,k3=2.0,即纤维经过一组每根辊子上的包角都是60
°
的v型张紧辊后,其张力增加两倍左右。
84.经上述计算,可以看出纤维的张力会每过一组展平单元模块而增加两倍左右,经过3组后,张力将近达到经过展平单元模块前的8倍,符合逐渐展开的原则,且同样适用于后续的由多组品字结构浸渍涂抹单元模块组成的涂抹工艺,随着张力的逐渐增加,纤维与树脂的浸润性逐渐得到提升。
85.在较佳实施例中,烤箱82是一种采用的是红外加热的方式,由多组陶瓷红外线加热器组成,共约1m长,宽度大于纤维展开后的总宽度,距离纤维表面1~10cm,设置温度最高为490℃。
86.在较佳实施例中,第二组展平单元模块22和第三组展平单元模块23中间设置了一个摩擦纤维起电装置83,由摩擦构件88与往复运动机构89组成;摩擦构件材料在优选实例中采用铜块,铜块在一排单向连续展平的纤维丝表面往复摩擦运动;其设计原理在于,通过摩擦使得一排单向连续展平的纤维丝1带有同种电荷,获得在相邻的纤维丝之间的产生同
种电荷之间的排斥力,提升展平的纤维丝的均匀排布程度;该铜块与展平的纤维丝表面接触的头部几何构造选择类似指尖形状的1/4球面形状。另外,往复运动机构的驱动方式采用电机驱动。
87.如图1,较佳实施例中,挤出机从螺杆部分到熔体泵再到与模头连接的连接区部分最后到挤出模头3部分的设置温度为190~270℃,随着温度的增加,树脂的熔体流动速率会有所增加,熔体流动速率的增加有利于纤维和树脂的浸润程度,但过高的温度则会导致树脂发黄,分解老化等现象,所以需要找到一个合适的温度选择范围,当然,材料的不同选择,温度的设置范围也需要有所改变,例如,熔点较高的pa或pc材料则不能设置190℃这样低的温度,挤出设备模头以涂抹的方式将挤出的热熔树脂涂覆在热熔树脂涂抹引导辊4的辊面,形成一层厚度均匀的热熔树脂膜层;然后热熔树脂涂抹引导辊4通过其旋转运动,同步地将均匀树脂膜层涂覆在一排单向连续的均匀展平的纤维体1上,其中热熔树脂涂抹引导辊4的旋转运动是有单独电机控制的,其转速设置为使其辊面的线速度低于纤维的运行速度,在此实例中此热熔树脂涂抹引导辊4的辊面线速度设置为6~10m/min,纤维运行速度,也即牵引速度设置为15~25m/min,另外热熔树脂涂抹引导辊4连接有加热装置,此实例中选用通导热油的方式加热,导热油由油温机控制,温度设置为200~250℃,同样,当选用不同的树脂材料时温度适用范围不同,需要根据材料来调整设置的温度。
88.较佳实施例中,经过热熔树脂涂抹引导辊4后的与热熔树脂初步融合的一排单向连续均匀展平的纤维体进入由对压结构浸渍涂抹单元模块41、43组成的至少一级串联布置的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,完成热熔树脂与纤维的有效融合。其中,每个对压结构单元模块的每根辊子被如图9中的机架90和轴承座92所连接固定,且每根辊子连接有直线运动副91以及图9中的上下调节装置95,可以用于调节对压结构辊子之间的中心距,另外,每个对压结构浸渍涂抹单元模块同热熔树脂涂抹引导辊一样均有电机通过如图10中的链轮93控制转速,此实例中其辊面线速度设置为10~15m/min,且有加热方式,此实例中选用通导热油的方式加热,导热油由油温机控制,温度设置为200~250℃,同样,当选用不同的树脂材料时温度适用范围不同,需要根据材料来调整设置的温度,参考纤维的展开单元模块中的纤维经过与纤维有一定包角的辊子前后的张力计算,可以得出结论:连续纤维1在经过此多级平行交互,串联布置的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置时张力是逐渐增加的,浸润性是逐渐提升的。
89.较佳实施例中,一排单向连续均匀展平的纤维体1在主牵引的驱动力作用下,经过了与树脂的加热浸润后再连续通过冷却定型装置7和第二过渡辊98,切边刀84,然后经过牵引装置85后再到第一过渡辊86,最后至收卷装置87制成单向连续纤维增强热塑性复合材料,其中冷却定型装置由3根通冷却水的辊子组成,冷却水由冷水机控制,可设置水温。每对辊子的其中一根辊子由油缸控制上下移动,油缸中油压的大小调整可以调节冷却时的压力大小;牵引的速度决定着单向连续均匀展平的纤维体的速度,由一根钢辊和一根胶辊组成,并由电机控制其转速,收卷前的过度辊由多个辊子组成,有展平产品,使其不产生横向的波浪甚至打皱的作用,收卷机在本实例当中采用的是双工位收卷法,两个工位可实现翻转,并各自由恒张力或恒扭矩电机控制。
90.其他较佳实施例中,装载在放纱架80上的多卷连续纤维经梳理架81后组成的一排连续纤维1,经过三组展平单元模块21,22,23及其后的多组展平单元模块2以及烤箱82和摩
擦纤维起电装置83,形成了一排展开性和均匀性很好的连续纤维1,与经挤出机挤出的热塑性熔融树脂经过热熔树脂涂抹引导辊4和至少一级串联布置的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置后得到充分的浸润,最后经冷却装置7冷却,第二过渡辊98向上引导至切边刀84去掉边部,牵引装置85,第一过渡辊86,收卷装置87得到最终的单向连续纤维增强热塑性预浸带卷材产品。
91.较佳实施例中,连续纤维采用碳纤维,树脂采用pa66,挤出机从螺杆到挤出模头的温度设置为240~310℃,热熔树脂涂抹引导辊4和至少一级串联布置的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置的温度设置为260~300℃,牵引速度设置10~15m/min,热熔树脂涂抹引导辊4的辊面线速度设置为5~7m/min,至少一级串联布置的开放式的连续纤维与热熔树脂辊压浸渍涂抹装置的辊面线速度设置为7~10m/min,在冷却前的与连续纤维接触的非牵引辊的辊面速度之所以要设置为比牵引速度,即纤维的运行速度慢,是因为如果设置为与牵引速度一样甚至比牵引速度快,则会发生纤维上断了的细小毛羽缠绕在辊面上,越积越多,影响生产,而比牵引速度慢时,由于连续纤维的速度快于与其接触的热辊辊面速度,辊面与纤维有相对运动,所以即使有一瞬间毛羽缠绕于辊面上,连续纤维很快便可以将毛羽带走,不至于越缠越多。
92.如图2a,在一排单向连续均匀展平的纤维体1的左右两侧各自设置了一个热熔树脂挤出模头3;31和热熔树脂涂抹引导辊4;41,两个热熔树脂挤出模头3和31左右侧并排设置,两个热熔树脂涂抹引导辊4;41也是左右侧并排设置并分别与热熔树脂挤出模头3和31上下设置,热熔树脂挤出模头3和31分别通过漏斗预浸方式将热熔树脂均匀的涂抹在热熔树脂涂抹引导辊4和41上,并通过热熔树脂涂抹引导辊4和41的旋转运动将热熔树脂涂抹在连续纤维1上,有利于进一步的浸润。此处未将漏斗结构在图上示出。
93.如图2b和图2c,在本实例的另两种实施方案中,在一排单向连续均匀展平的纤维体1的左右两侧各自设置了一个热熔树脂挤出模头3;31和热熔树脂涂抹引导辊4;41,两个热熔树脂挤出模头3和31左右侧上下间隔设置,两个热熔树脂涂抹引导辊4;41也是左右侧上下间隔设置,分别通过漏斗预浸方式将热熔树脂均匀的涂抹在热熔树脂涂抹引导辊4和41上,并通过热熔树脂涂抹引导辊4和41的旋转运动将热熔树脂涂抹在连续纤维上。
94.如图2d和图2e,与在本实例的另两种实施方案中,一排单向连续均匀展平的纤维体1只在一侧设置了热熔树脂挤出模头3或31,热熔树脂挤出模头3或31通过漏斗预浸方式将热熔树脂均匀的涂抹在热熔树脂涂抹引导辊4上,并通过热熔树脂涂抹引导辊4的旋转运动将热熔树脂涂抹在连续纤维上。
95.制备一种定长度的薄片式单向纤维增强树脂体:
96.如图11,同前述实施例中的制备方法,在经过牵引85后得到一种单向连续纤维增强树脂复合材料,所述的连续纤维与热熔树脂有效融合后的一排单向连续均匀展平的纤维体在主牵引85的驱动作用下,连续通过所述的纵向分切装置96,将所述的一排连续纤维与热熔树脂融合单元沿其宽度方向均匀分切;之后,再通过所述的横切装置97,按照设定的长度切断,制成所述定长度的薄片式单向纤维增强树脂体。
97.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
