1.本发明涉及泡沫塑料成型机技术领域,尤其涉及一种泡塑成型机闭模时间的智能校正系统及方法。
背景技术:
2.目前现行市面上的泡塑成型机在送入原料前模具间会预留空隙给原料进入,而这模缝空隙(入料间隙)也就是最主要影响产品尺寸与重量大小的公差;因此各类成型机不论是用何种方式闭模皆会尽量的降低闭模速度和拉长距离提早减速以达到缩小公差的目的(越早煞车、越慢速度停下的位置抓得更准确);现阶段的操作人员为了降低不良率只能盲目地降低闭模慢速的速度;但也正因为如此成型机的闭模时间被大大的加长,成型时间加长也连带影响到整体产能;为此,我们提出一种泡塑成型机闭模时间的智能校正系统及方法。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺陷,而提出的一种泡塑成型机闭模时间的智能校正系统和方法。
4.为了实现上述目的,本发明采用了如下技术方案:
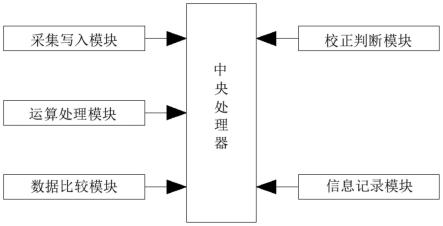
5.一种泡塑成型机闭模时间的智能校正系统,包括采集写入模块、运算处理模块、数据比较模块、校正判断模块、信息记录模块和中央处理器;
6.其中,所述中央处理器与采集写入模块、运算处理模块、数据比较模块、校正判断模块和信息记录模块电气连接,用于对采集写入模块、运算处理模块、数据比较模块、校正判断模块和信息记录模块的执行任务进行运算处理。
7.进一步地,所述采集写入模块用于采集plc和传感器所采集和记录的泡塑成型机参数,并将其写入占存内存;所述泡塑成型机参数包括plc和传感器纪录上一回次的闭模时间、成型公差和设定参数。
8.进一步地,所述运算处理模块用于将泡塑成型机参数套入公式进行运算,得到运算解。
9.进一步地,所述数据比较模块用于将运算解与实际需求值进行比较,得到比较结果。
10.进一步地,所述校正判断模块用于根据比较结果智能决定是否执行本次校正;所述信息记录模块用于记录所述采集写入模块、运算处理模块、数据比较模块和校正判断模块的处理过程。
11.一种泡塑成型机闭模时间的智能校正方法,该智能校正方法具体如下:
12.步骤1:plc和传感器纪录上一回次泡塑成型机的闭模时间、成型公差和设定参数;
13.步骤2:对泡塑成型机的闭模时间、成型公差和设定参数进行运算,得到运算解,并获取到设备目前运行状况:从闭模时间得知闭模是否过早减速;从成型模缝公差得知是否
还有空间可以缩短闭模时间和延后减速;
14.步骤3:将所述运算解与现场实际情形和需求进行对比,得到比较结果;
15.步骤4:根据所述比较结果plc智能决定是否执行本次校正;
16.步骤5:将上述步骤1-4的数据纪录并送入数据库进行存储。
17.相比于现有技术,本发明的有益效果在于:
18.本技术提出的一种泡塑成型机闭模时间的智能校正系统及方法,通过智能软件运算和比较设备上不同位置的传感器数值,抓出每台成型机不同的公差;再藉由这项数值运算出最适合当前设备的闭模时间并加以调控,以达到在不影响(加大)公差的前提下最大幅度的减少设备闭模的时间;从而有利于减低时间成本:智能化校正闭模时间能省去人工师傅长时间频繁校正的时间成本;提高产能:智能化校正闭模时间能做到24小时监控,并随时根据目前状况调整设备闭模时间,大大的减低设备因盲目的降低闭模速度而造成的时间浪费,使每回次成型时间降低,增加总体产能;方便生产:智能化校正闭模时间直接省去人工手动校正,工人只需最初输入最基础的指令要求,生产中完全不需要再对闭模进行校正与设定,降低调机生产门坎。
附图说明
19.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
20.图1为本发明提出的一种泡塑成型机闭模时间的智能校正系统的整体结构框图;
21.图2为本发明提出的一种泡塑成型机闭模时间的智能校正方法的整体流程图。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
23.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.参照图1,本实施例公开了一种泡塑成型机闭模时间的智能校正系统,包括采集写入模块、运算处理模块、数据比较模块、校正判断模块、信息记录模块和中央处理器;
25.其中,中央处理器与采集写入模块、运算处理模块、数据比较模块、校正判断模块和信息记录模块电气连接,用于对采集写入模块、运算处理模块、数据比较模块、校正判断模块和信息记录模块的执行任务进行运算处理。
26.采集写入模块用于采集plc和传感器所采集和记录的泡塑成型机参数,并将其写入占存内存;
27.具体的,该泡塑成型机参数包括plc和传感器纪录上一回次的闭模时间、成型公差和设定参数。
28.运算处理模块用于将泡塑成型机参数套入公式进行运算,得到运算解。
29.数据比较模块用于将运算解与实际需求值进行比较,得到比较结果。
30.校正判断模块用于根据比较结果智能决定是否执行本次校正;
31.信息记录模块用于记录采集写入模块、运算处理模块、数据比较模块和校正判断模块的处理过程;
32.本技术智能化校正闭模时间的最大优势与创新点在于,目前市面上还未有任何成型机在闭模时间浪费上有进行智能化的校正,本技术提出的一种泡塑成型机闭模时间的智能校正系统能够透过从各方面得到的数据运算后来精准的判断与设定闭模的参数(如距离什么时候该减速、减速后的油压马达转速、距离什么时候该煞车、慢速时间该走多久煞车后才不会影响公差等等);由此替代人工在设备前每模每模的手动闭模调整(因设备从冷机做到热机的差异,在不影响或加大模缝公差的前提下闭模慢速的最佳时间会不停地改变;而实际上大部分操作人员为了省事或调机人员水平不足会直接把闭模慢速距离设至最大,以时间的浪费来确保不会加大公差);承上所述,本技术的运算能替代人力实现在闭模调整上的智能化与无人化。
33.参照图2,本实施例公开了一种泡塑成型机闭模时间的智能校正方法,该智能校正方法具体如下:
34.步骤1:plc和传感器纪录上一回次泡塑成型机的闭模时间、成型公差和设定参数;
35.步骤2:对泡塑成型机的闭模时间、成型公差和设定参数进行运算,得到运算解,并获取到设备目前运行状况:从闭模时间得知闭模是否过早减速;从成型模缝公差得知是否还有空间可以缩短闭模时间和延后减速;
36.在这需要说明一点是:盲目的缩短闭模时间或延后闭模减速只会造成模缝公差加大与不稳定,缩短了成型时间却加大了产品不良率是没有意义的。
37.步骤3:将plc将运算出来的运算解如:闭模最佳开始减速的位置、距离、油压马达的转速(移动模在什么位置该开始煞车、减速,油压马达在移动模开始减速后配合煞车,在各个位置转速要如何变化)与现场实际情形和需求进行对比(少数情况操作人员可以在以上各个参数点设置自已的需求值来满足一些特殊要求,plc会直接使用操作人员设定的参数),得到比较结果;
38.步骤4:根据比较结果plc智能决定是否执行本次校正(操作人员未设需求值的话就直接使用运算结果来代替前次的设定参数);
39.步骤5:将上述步骤1-4的数据纪录并送入数据库进行存储(成为大数据样本、运算出来的参数成为设备厂的成型经验与知识储备)。
40.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。