1.本发明涉及胶囊咖啡制造设备技术领域,尤其涉及一种超声波焊接底模装置及旋转式超声波焊接测试设备。
背景技术:
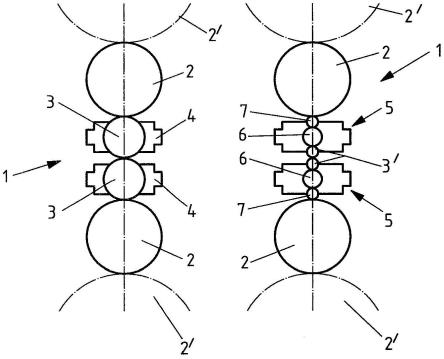
2.胶囊咖啡是一种便于携带并具有易于保存,并与胶囊咖啡饮品机配合使用的一种新型饮品。胶囊咖啡通常需要采用超声波焊接方式将滤水盘、滤水膜等组件与容置咖啡粉末的杯体进行焊接。现有技术中全自动化设备执行落杯、罐装、焊接、封口等多道工艺。目前对滤水盘进行焊接的主流技术是采用超声波焊接技术予以实现。
3.旋转式超声波焊接测试设备具有设备体积小、结构简单等优点,非常适合小批量生产及超声波焊接工艺验证。旋转式超声波焊接测试设备中通常包含一个围合在旋转圆盘外侧并垂直设置的超声波焊接设备,旋转圆盘以水平方式予以回旋,并通过旋转圆盘外侧边缘处所开设的孔洞收容空杯体后,旋转到超声波焊接设备下方以进行超声波焊接。在超声波焊接过程中必须使用承托机构托住空杯体,防止超声波焊接头无法对空杯体底部已经放置的滤水盘等组件进行超声波焊接操作。
4.申请人经过检索后指出公告号cn211710055u的中国实用新型专利公开的“超声波焊接共振底模”并不适合对pp制成的空杯体与滤水盘的超声波焊接操作。同时,公告号cn210010588u的中国实用新型专利公开了“超声波焊接底模锁紧装置”,该现有技术所揭示的技术方案仅仅用于对工件起到夹持作用,对于收容类似于具有薄壁状结构的空杯体的应用场景中并不适用。申请人指出上述现有技术均无法解决旋转式超声波焊接测试设备中包含的旋转圆盘的边缘处所开设的孔洞中所容置的空杯体的超声波焊接;同时,随着设备的持续运行,呈圆形的孔洞存在与超声波焊接装置及底模装置不同心的风险,一旦出现不同心的情形则会直接导致超声波焊接装置的焊头顶破杯体甚至地模装置的风险。
5.有鉴于此,有必要对现有技术中的对容置咖啡粉等饮品的容器执行超声波焊接的底模装置予以改进,以解决上述问题。
技术实现要素:
6.本发明的目的在于揭示一种超声波焊接底模装置以及基于该超声波焊接底模装置的一种旋转式超声波焊接测试设备,用以实现底模装置与垂直设置的超声波焊接设备执行超声波焊接时实现对超声波焊接底模装置与旋转圆盘的边缘处所开设的孔洞出现偏心时调整,实现超声波焊接装置中对承托空杯体的杯托组件的快速换装。
7.为实现上述第一个目的,本发明提供了一种超声波焊接底模装置,设置于具孔洞并作旋转运动的旋转圆盘下方,包括:
8.自上而下垂直装配的杯托组件,支撑座,连接并驱动所述支撑座作升降运动的驱动装置,以及
9.侧向连接所述支撑座的滑动机构;
10.所述支撑座的底部形成倒置的第一调节槽,所述驱动装置的顶杆末端设置活动配置嵌入第一调节槽的调节柱。
11.作为本发明的进一步改进,所述杯托组件由垂直装配的托杯环与连接板组成,所述杯托环的侧部开设若干供压缩空气流通的第一通孔;
12.所述托杯环靠近连接板的底部横向配置法兰,所述法兰形成环形布置的若干第二通孔,所述连接板形成具内螺纹的第三通孔,以通过螺栓贯穿所述第二通孔与第三通孔。
13.作为本发明的进一步改进,所述滑动机构包括:导轨,沿导轨作垂直升降运动的滑动块,以及侧向安装于所述滑动块的安装块;
14.所述旋转圆盘水平横向延伸入杯托组件的上方;
15.所述驱动装置选自气缸、电缸或者直线电机。
16.作为本发明的进一步改进,所述支撑座由部分围合安装块的垂直定位块及设置于杯托组件下方的水平支撑块组成,所述垂直定位块沿垂直方向形成部分收容所述安装块的第二调节槽,所述第一调节槽的延伸方向平行于所述垂直定位块。
17.作为本发明的进一步改进,所述水平支撑块的底部水平对向凸伸设置两个凸缘,以将所述第一调节槽划分成第一滑动腔体与第二滑动腔体;
18.所述调节柱由同轴设置的收容部、收缩柱、抵靠柱及具外螺纹的螺柱组成,并通过所述螺柱与顶杆端部所形成的具内螺纹的盲孔沿垂直方向螺接;
19.所述第一滑动腔体的宽度大于第二滑动腔体的宽度,所述收容部整体嵌入第一滑动腔体中,并通过所述收容部与抵靠柱上下夹持所述凸缘。
20.作为本发明的进一步改进,所述收容部形成的末端与第一滑动腔体的顶壁之间相互分离,所述收缩柱与凸缘之间相互分离。
21.作为本发明的进一步改进,所述超声波焊接底模装置还包括:设置于驱动装置底部的底座调节装置;
22.所述底座调节装置包括:收容导轨的底座,调节座及部分嵌入调节座的安装座组成;所述底座由垂直底座与水平底座组成,所述垂直底座形成部分收容所述导轨的第三调节槽;所述调节座形成部分收容安装座的第四调节槽;所述安装座形成若干第一腰型孔,所述第一腰型孔的延伸方向垂直于所述垂直底座,所述水平底座上方垂直设置所述驱动装置,所述第四调节槽的延伸方向垂直于第一调节槽的延伸方向。
23.作为本发明的进一步改进,所述超声波焊接底模装置还包括:设置于所述支撑座侧部的挡块,以及设置于所述垂直底座侧部并位于挡块上方的限位块,所述限位块设置缓冲器。
24.作为本发明的进一步改进,所述超声波焊接底模装置还包括:
25.呈垂直设置并连接所述底座调节装置的支架;
26.所述支架包括:连接底座调节装置的立板,垂直于立板的底板,以及部分收容所述底板的基板,所述底板开设若干第二腰型孔,所述第二腰型孔的延伸方向垂直于所述立板。
27.基于相同发明思想,本发明还揭示了一种旋转式超声波焊接测试设备,包括:
28.旋转圆盘,垂直围合设置在所述旋转圆盘边缘的落杯装置、滤水盘按压装置、超声波焊接装置及卸料装置;
29.其中,所述超声波焊接装置的底部设置如上述任一项发明创造所述的超声波焊接
底模装置。
30.与现有技术相比,本发明的有益效果是:
31.在本技术所揭示的超声波焊接底模装置中,用于承托待执行超声波焊接的空杯体的杯托组件与驱动杯托组件的驱动装置可通过其顶部设置的调节柱侧向塞入第一调节槽中,在实现旋转调节柱与顶杆以调节初始状态中的杯托组件的高度的同时,也能够对超声波焊接底模装置中对承托空杯体的杯托组件实现快速换装的技术效果;
32.同时,在本技术中,安装驱动装置的底座调节装置安装于支架上且通过第二腰型孔,实现了对驱动装置整体地与旋转圆盘沿旋转圆盘的圆心作径向方向的位置调整,从而实现对超声波焊接底模装置的杯托组件与旋转圆盘的边缘处所开设的孔洞的出现偏心时能够执行微调,以确保下落到杯托组件中与旋转圆盘的孔洞中所容置的空杯体能够准确地吻合对准,避免在后续的超声波焊接过程中超声波焊接头对空杯体的底部执行超声波焊接时超声波焊接头偏离空杯体所导致的压破空杯体或者焊接不良的情形。
附图说明
33.图1为本发明超声波焊接底模装置的立体图;
34.图2为本发明超声波焊接底模装置在另一个视角中的立体图;
35.图3为图1所示出的超声波焊接底模装置在一种变形例中的立体图;
36.图4为超声波焊接底模装置中所放置的空杯体的主视图;
37.图5为支撑座的立体图;
38.图6为滑动机构的立体图;
39.图7为本发明超声波焊接底模装置的侧视图;
40.图8为沿图7中a-a向且装配有底座调节装置的纵向剖视图;
41.图9为图8中圈b的局部示意图;
42.图10为调节柱的立体图;
43.图11为图9所示出的局部放大示意图中省略示出调节柱的局部示意图;
44.图12为调节柱与顶杆螺接装配的局部示意图;
45.图13为底座调节装置的爆炸图;
46.图14为包含支架的超声波焊接底模装置的局部立体图;
47.图15为本发明一种旋转式超声波焊接测试设备中所包含的超声波焊接装置的侧视图;
48.图16为图15所示出的超声波焊接装置的立体图;
49.图17为本发明一种旋转式超声波焊接测试设备的立体图。
具体实施方式
50.下面结合附图所示的各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
51.在本实施例的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺
时针”、“逆时针”、“轴向”、“径向”、“周向”、“正方向”、“负方向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
52.实施例一:
53.参图1、图3至图14所揭示的本发明超声波焊接底模装置100的一种具体实施方式。本技术各个实施例所揭示的超声波焊接底模装置100(100a)旨在对包含超声波焊接底模装置100(100a)的超声波焊接装置4对旋转圆盘2中边缘处所形成的环形均匀或者非均匀布置的孔洞2-1中的空杯体80放置滤水盘(或者滤纸)后所执行的超声波焊接,并对空杯体80在执行超声波焊接前的位置进行调节,使得超声波焊接装置4中所包含的垂直升降运动的超声波焊接头201准确地对准空杯体80的底部,从而对放置在空杯体80底部的滤水盘(或者滤水盘上方所放置的滤纸)执行超声波焊接操作。空杯体80呈轴对称的圆筒状,且顶部具开口。
54.在本实施例中,该超声波焊接底模装置100,设置于具孔洞2-1并作旋转运动的旋转圆盘2下方,并属于图16所示出的超声波焊接装置4的一部分。空杯体80顶部开口处形成一圈外扩的唇口83,以通过唇口83搁置在孔洞2-1的边缘处。旋转圆盘2的孔洞2-1嵌入并容置空杯体80后旋转至超声波焊接底模装置100的上方,并通过垂直升降运动的超声波焊接头201伸入空杯体80的底部以进行超声波焊接。
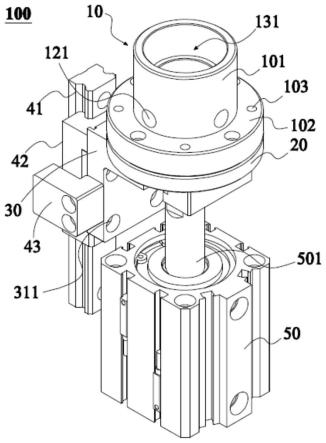
55.具体的,该超声波焊接底模装置100包括:自上而下垂直装配的杯托组件,支撑座30,连接并驱动支撑座30作升降运动的驱动装置50,以及侧向连接支撑座30的滑动机构。支撑座30的底部形成倒置的第一调节槽320,驱动装置50的顶杆501末端设置活动配置嵌入第一调节槽320的调节柱502。该驱动装置50选自气缸、电缸或者直线电机或者其他具有驱动支撑座30的驱动装置,且驱动装置可通过导线与plc控制系统或者基于单片机(mcu)的控制系统等控制系统电性连接,以根据旋转圆盘2的孔洞2-1旋转至杯托组件上方时控制并驱动杯托组件执行上升运动并承托空杯体80。
56.参图1、图2、图7及图8所示,杯托组件由垂直装配的托杯环10与连接板20组成,杯托环10的侧部开设若干供压缩空气流通的第一通孔121。托杯环10靠近连接板20的底部横向配置法兰102,法兰102形成环形布置的若干第二通孔103,连接板20形成具内螺纹的第三通孔203,以通过螺栓贯穿第二通孔103与第三通孔203。在装配过程中,可使用螺栓延伸过第二通孔103并与连接板20上表面所对应设置的具内螺纹的盲孔或者具内螺纹的通孔(未示出)予以螺接固定。托杯环10由沿垂直方向两端具呈敞口结构的托杯本体101组成,托杯本体101的侧部可开设一个或者多个第一通孔121。
57.在本实施例中,该托杯环10的顶部具敞口以形成部分承托并容纳空杯体80的容置腔体131,容置腔体131的高度高于空杯体80的高度,并形成部分贴合空杯体80的侧壁82的环形斜面111。空杯体80的底部81形成向内向下凸伸设置的台阶状的收缩部812,并悬空于容置腔体131的底部。环形斜面111的底部形成一圈台阶112,以通过台阶112支撑空杯体80的底部边缘处。在对滤水盘与空杯体80的底部进行焊接时,也仅仅是对滤水盘的边缘与空杯体的底部台阶811进行焊接。空杯体80的收缩部812悬空在容置腔体131中。
58.第一通孔121可与压缩空气导入管(未示出)连接。在执行超声波焊接时,由于空杯
体80的侧壁82与环形斜面111紧密贴合,因此可向第一通孔121中通入压缩空气,促使侧壁82与环形斜面111予以分离,从而将杯托组件下降的过程中,防止空杯体80在旋转圆盘2的孔洞2-1中发生跳动,以确保空杯体80在孔洞2-1中被转运至图17中卸料装置5执行移除空杯体80操作整个过程的稳定性与平顺性。
59.结合图1、图2及图15所示,滑动机构包括:导轨41,沿导轨作垂直升降运动的滑动块42,以及侧向安装于滑动块的安装块44。旋转圆盘2水平横向延伸入杯托组件的上方。杯托组件在驱动装置50的驱动下,在旋转圆盘2的下方作往复的升降运动。支撑座30由部分围合安装块44的垂直定位块31及设置于杯托组件下方的水平支撑块32组成,垂直定位块31沿垂直方向形成部分收容安装块44的第二调节槽34,第一调节槽320的延伸方向平行于垂直定位块31。结合图6所示,安装块44两侧及靠近垂直定位块31的一侧横向凸伸出滑动块42,从而将安装块44横向嵌入第二调节槽34中。安装块44靠近垂直定位块31的一侧设置具内螺纹的盲孔441,垂直定位块31开设四个通孔311,并使用螺栓水平贯穿通孔311与盲孔441螺接固定,从而将支撑座30安装在安装块44的侧部。支撑座30呈l形。
60.水平支撑块32开设垂直设置的若干通孔321,可使用螺栓从水平支撑块32的底部贯穿通孔321并延伸至连接板20中所开设的具内螺纹的通孔204,以整体地将支撑座30与杯托组件中的连接板20固定连接。
61.结合图9至图12所示,在本实施例中,水平支撑块32的底部水平对向凸伸设置两个凸缘3203,以将第一调节槽320划分成第一滑动腔体3201与第二滑动腔体3202。第一滑动腔体3201的宽度大于第二滑动腔体3202的宽度,收容部512整体嵌入第一滑动腔体3201中,并通过收容部512与抵靠柱532上下夹持凸缘3203。收容部512形成的末端与第一滑动腔体3201的顶壁之间相互分离,从而形成间隙3205;收缩柱522与凸缘3203之间相互分离,从而形成间隙3206。收缩柱522的直径d4小于凸缘3203的宽度d1。第一滑动腔体3201的宽度d2大于收容部512在转动过程中所形成的最大宽度d3。收容部512沿垂直方形上的高度d5小于第一滑动腔体3201沿垂直方向所形成的深度。当收容部512塞入第一滑动腔体3201时可通过收容部512与抵靠柱532沿垂直方向共同夹持凸缘3203。至于抵靠柱532的横截面所形成的形状并不需要具体限定,只要抵靠柱532能够横向抵靠在凸缘3203的下沿口即可。由于形成间隙3205、间隙3204及间隙3206,不仅使得调节柱502横向塞入第一调节槽320更为方便,同时由于支撑座30与驱动装置50相互分离使得可通过调节调节座62与安装座63沿水平方向的位置关系,对调节柱502置入第一调节槽320中的水平位置进行微调,使得驱动装置50的顶杆501(呈轴对称结构)的中轴线始终与杯托组件的中轴线重合,从而纠正超声波焊接底模装置100与空杯体80及孔洞2-1沿垂直方向存在偏心时的微调。
62.在本实施例中,收容部512被配置为正六边体。在调节柱502旋转过程中,收容部512的侧部始终与第一滑动腔体3201的侧壁形成间隙3204。收容部512可从第一调节槽320两侧的开口处将与驱动杯托组件的驱动装置可通过其顶部设置的调节柱502侧向塞入第一调节槽320中,在实现旋转调节柱502与顶杆501以调节初始状态中的杯托组件的高度的同时,也能够对超声波焊接底模装置100中对承托空杯体80的杯托组件实现快速换装的技术效果。
63.优选的,结合图13所示,本实施例所揭示的超声波焊接底模装置100还包括:设置于驱动装置50底部的底座调节装置60。底座调节装置60包括:收容导轨41的底座61,调节座
62及部分嵌入调节座62的安装座63组成。底座61由垂直底座611与水平底座612组成,垂直底座611形成部分收容导轨41的第三调节槽614。调节座62形成部分收容安装座63的第四调节槽621。安装座63形成若干第一腰型孔631,第一腰型孔631的延伸方向垂直于垂直底座611,水平底座612上方垂直设置驱动装置50,第四调节槽621的延伸方向垂直于第一调节槽320的延伸方向,以实现安装座63在第四调节槽621中的纵向移动,以调节安装座63与调节座62之间的相对位置。
64.导轨41被垂直安装于垂直底座611面向驱动装置50一侧并垂直设置的第三调节槽614中,第三调节槽614设置若干具内螺纹的盲孔6141,导轨41设置若干通孔411,并使用螺栓水平延伸过通孔411并与盲孔6141螺接固定。驱动装置50通过螺栓从安装座63的底部从通孔632向上贯穿并延伸入驱动装置50底部所开设的盲孔(未示出),以连接驱动装置50与安装座63。同时使用螺栓贯穿第一腰型孔631并与第四调节槽621中开设的通孔622螺接固定,通孔622的内壁面可以设置内螺纹或者不设置内螺纹。进一步的,贯穿第一腰型孔631的螺栓进一步向下延伸过通孔622后进一步与水平调节座612所开设的四个具内螺纹的通孔613螺接固定。当然,前述具内螺纹的通孔613也可被配置为具内螺纹的盲孔。通过上述技术方案不仅具有安装方便结构可靠的优点,同时由于安装座63被第四调节槽621部分收容,第四调节槽621与垂直底座611呈垂直设置,由此防止了驱动装置50被固定安装座63后所可能发生水平扭转现象,确保了杯托组件能够准确地对准空杯体80的底部。
65.结合图8至图12所示,在本实施例中,该调节柱502由同轴设置的收容部512、收缩柱522、抵靠柱532及具外螺纹的螺柱542组成,并通过螺柱542与顶杆501端部所形成的具内螺纹的盲孔503沿垂直方向螺接,选旋调节柱502可对螺柱542延伸入盲孔503的垂直伸入距离进行调节,从而对顶杆501驱动杯托组件上升到上极限位置及下极限位置予以垂直方向的调节,从而调节超声波焊接头201与空杯体80的底部所施加的压力与超声波焊接头201的行程,从而超声波焊接头201所采用焊接压力、焊接效果等多种焊接工艺参数予以采集、验证及调整。
66.结合图1、图2、图7、图14及图16所示,该超声波焊接底模装置100还包括:设置于支撑座30侧部的挡块43,以及设置于垂直底座611侧部并位于挡块43上方的限位块45,限位块45设置缓冲器451,缓冲器451的顶杆向下延伸过限位块45。挡块43设置两个通孔并使用螺栓贯穿通孔并与垂直定位块31侧部所开设的具内螺纹的盲孔312螺接固定。驱动装置50驱动杯托组件作上升运动过程中,垂直定位块31同步地驱动限位块45向上运动,并到达设定高度时停止。缓冲器451通过其内置的阻尼器对作用在其上的物体进行缓冲减速至停止,以起到的保护作用。由于气缸驱动方式的惯性较大,因此在实施例中申请人巧妙地引入缓冲器451,以在杯托组件达到设定高度时,通过缓冲器451的顶杆(该顶杆始终位于限位块45的下方)与挡块43相接触,从而使得驱动装置50驱动杯托组件执行上升运动的过程更为平顺。缓冲器451也可通过导线与plc控制系统连接,以指示杯托组件的当前位置。缓冲器451可为电磁阻尼器、气动阻尼器或者液压阻尼器。
67.结合图8、图13、图14及图16所示,该超声波焊接底模装置100还包括:呈垂直设置并连接底座调节装置60的支架70。具体的,支架70包括:连接底座调节装置60的立板71,垂直于立板71的底板72,以及部分收容底板72的基板73,底板72开设若干第二腰型孔721,第二腰型孔721的延伸方向垂直于立板71。支架70被整体安装于旋转圆盘2下方的设备平台
(未示出)上。立板71的背面设置垂直设置的加强板74,加强板74垂直于底板72。底板72能够沿基板73所形成的第五调节槽731相对于旋转圆盘2的径向方向予以调节。螺栓从第五调节槽731中设置的通孔(未示出)自底板72向上延伸过基板73并最终延伸过第二腰型孔721,使用螺母锁紧螺栓。松开螺母时可对底板72沿第五调节槽731予以调节。
68.通过上述技术方案,可以对整个超声波焊接底模装置100及与立板71上方连接的超声波焊接装置沿旋转圆盘2的径向方向予以调节,从而对杯托组件与旋转圆盘2的孔洞2-1出现偏心时予以调整,使得超声波焊接头201与空杯体80及杯托组件保持垂直同轴布置。
69.在实现旋转调节柱与顶杆以调节初始状态中的杯托组件的高度的同时,也能够对超声波焊接底模装置中对承托空杯体的杯托组件实现快速换装,有效地避免了在后续的超声波焊接过程中超声波焊接头201对空杯体80的底部执行超声波焊接时超声波焊接头201偏离空杯体80所导致的压破空杯体或者焊接不良的情形,尤其能够实现对杯托组件与旋转圆盘80的孔洞2-1以及孔洞中容置的空杯体80之间的同心度进行调整,确保超声波焊接头201与孔洞2-1、空杯体80及杯托组件处于同轴同心状态。
70.实施例二:
71.结合图2所示,本实施例揭示了本发明超声波焊接底模装置100a的一种变形例。
72.在本实施例中,超声波焊接底模装置100a与实施例一所揭示的超声波焊接底模装置100相比,其主要区别在于,在本实施例中,杯托组件由垂直装配的托杯环10a与实施例一中的连接板20组成,并构成一个整体结构。杯托组件整体的安装在支撑座30的上方,螺栓垂直贯穿杯托组件底部所形成的一圈法兰并延伸至支撑座30内部所开设的具内螺纹的盲孔,以连接杯托组件与支撑座30。因此,在本实施例中可整体更换杯托组件,以适应不同大小的空杯体80的承托需要。
73.本实施例所揭示的超声波焊接底模装置100a与实施例一中具有相同部分的技术方案,请参实施例一所示,在此不再赘述。
74.实施例三:
75.参图15至图17所揭示的本发明一种旋转式超声波焊接测试设备500(以下简称“设备500”)的一种具体实施方式。
76.在本实施例中,在本实施例中,该设备500,包括:旋转圆盘2,垂直围合设置在旋转圆盘2边缘的落杯装置6、滤水盘按压装置3、超声波焊接装置4及卸料装置5,超声波焊接装置4的底部设置如实施例一和/或实施例二所揭示的超声波焊接底模装置100。结合图14与图15所示,该超声波焊接装置4自下而上垂直设置如实施例一和/或实施例二所揭示的超声波焊接底模装置100(100a)、超声波焊接组件200及驱动组件300,驱动组件300可被配置为电缸、直线电机、气缸等能够实现往复直线运动的动力装置,该驱动组件300通过导线连接plc控制系统,以通过驱动组件300驱动超声波焊接组件200沿垂直方向上下运动,并完成对滤水盘与空杯体之间(或者滤纸与滤水盘之间)的超声波焊接作业。
77.落杯装置6将空杯体80逐一放入旋转圆盘2的孔洞2-1中,并以人工或者机械手方式向空杯体80开口处投放滤水盘(未示出)。随着旋转圆盘2的转动将已经置入滤水盘的空杯体80通过滤水盘按压装置2中所包含的垂直升降运动的按压头将进一步矫正滤水盘在空杯体80底部中的位置,并确保滤水盘与空杯体80底部的准确贴合。然后,随着旋转圆盘2的转动通过超声波焊接装置4中所包含的垂直升降运动的超声波焊接头201对滤水盘与空杯
体80(或者滤纸与滤水盘)进行超声波焊接,以固定滤水盘与空杯体80(或者固定滤纸与滤水盘)。
78.最终,当旋转圆盘2旋转到卸料装置5的工位时,通过位于卸料装置5下方所对应设置的顶升机构(未示出)将已经完成超声波焊接的空杯体80顶出孔洞2-1,并借助卸料装置5中水平径向伸缩的推料板将焊接完毕后的空杯体80侧向推出旋转圆盘2,并通过旋转圆盘2径向外侧底部所设置的物料筒(未示出)予以收集。通过该设备500完成超声波焊接操作后的空杯体可通过人工目检或者计算机光学检测系统(aoi)对超声波焊接后的空杯体进行检查,以确定超声波焊接装置4对滤水盘在执行超声波焊接时所使用的压力、时间、超声能量、震动频率等工艺参数进行测试并判断上述工艺参数是否满足胶囊咖啡等胶囊饮品的实际生产需要,从而为胶囊咖啡等胶囊饮品的线体制造设备提供科学而准确的工艺参数。
79.本实施例中所揭示的超声波焊接底模装置100,100a与实施例一和/或实施例二中具有相同部分的技术方案,请参实施例一和/或实施例二所述,在此不再赘述。
80.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
81.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
82.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。