1.本实用新型属于保温隔声板生产加工技术领域,具体涉及一种迂回式模具输送线。
背景技术:
2.保温隔声板主要由预制芯材和水泥基浇注材料复合而成,加工时,首先将水泥浆料浇注在模具内,然后将芯材盖在模具上,经过加压后静置养护一段时间使水泥浆料固化,最后实施脱模即可得到产品。为了实现连续化生产,一般要求模具加压后在流水线上进行养护,模具在输送过程中需要进行转向,现有技术中一般采用弧形输送带实现模具的转向输送,这种结构的缺陷在于,弧形输送带的内、外侧线速度不一致,会导致模具在输送带上产生偏转,当模具再次进入直线辊道时模具的姿态已经发生了偏移,要想对模具进行顺利脱模,就必须在模具输送过程中对模具进行反复定位,影响加工效率。另外,现有技术中,由于弧形输送带的存在,其转弯区域需要占用大量空间,输送线无法进行多次换向,进而导致整个生产线占地面积较大,增加了空间使用成本。
技术实现要素:
3.本实用新型的目的是提供一种迂回式模具输送线,能够在模具输送过程中避免模具发生偏转,同时减少生产线占地空间。
4.为实现上述目的,本实用新型提供了以下技术方案:
5.一种迂回式模具输送线,包括沿水平方向顺序间隔布置的第1直线输送单元、第2直线输送单元
……
第k直线输送单元,k为大于2的正整数,各直线输送单元在水平面内的投影相互平行,且相邻两直线输送单元的输送方向相反,其中第n直线输送单元的进料端与第n-1直线输送单元的出料端,以及第n直线输送单元的出料端与第n 1直线输送单元的进料端之间均设有载移单元,n为大于1且小于k的正整数,所述载移单元被装配为能够将各直线输送单元出料端的物料转移至下一直线输送单元的进料端,并使物料各个面的朝向保持不变,所述第1直线输送单元的进料端与保温隔声板浇注系统的出料端连接,第k直线输送单元的出料端与保温隔声板脱模装置的进料端连接。
6.根据本实用新型,所述载移单元包括第一辊道、第二辊道、第一升降输送单元、第二升降输送单元以及过渡输送单元;所述第一辊道、第二辊道分别连接在相邻两直线输送单元的出料端和进料端,第一升降输送单元位于第一辊道的出料端,第二升降输送单元位于第二辊道的进料端,且第一升降输送单元和第二升降输送单元分别升降设置于第一辊道和第二辊道的各辊筒之间的缝隙中,所述过渡输送单元位于第一辊道和第二辊道之间,且过渡输送单元的两端分别邻接所述第一升降输送单元和第二升降输送单元设置。
7.根据本实用新型,所述第一辊道和第二辊道的结构相同,均包括第一区段和第二区段,其中第一区段的辊筒转速高于第二区段的辊筒转速,第一辊道上的第一区段位于第一辊道的出料端,第二辊道上的第一区段位于第二辊道的进料端。
8.根据本实用新型,所述第一辊道和第二辊道均由两台电机驱动,两台电机分别驱动第一区段和第二区段,其中每台电机的主轴上设有两个链轮,两链轮分别与两个相邻的辊筒构成传动连接,这两个相邻滚筒分别向两侧与其余辊筒传动连接。
9.根据本实用新型,所述第一升降输送单元和第二升降输送单元结构相同,均包括直线输送带,所述直线输送带设置在升降支架上,所述升降支架沿竖直方向与第一辊道、第二辊道的支架滑动连接,升降支架与所述支架之间设有用于驱动升降支架上下运动的驱动元件。
10.根据本实用新型,所述第一辊道和第二辊道的两侧均设有侧挡条,且与过渡输送单元相邻的两侧挡条上对应过渡输送单元的位置设置有缺口部。
11.根据本实用新型,所述第一辊道的出料端设有端部档条。
12.根据本实用新型,所述过渡输送单元为直线输送带。
13.根据本实用新型,所述直线输送单元由若干输送模块顺序连接而成,所述输送模块包括直板输送链,所述直板输送链的上层链体的下方设有链条导轨。
14.根据本实用新型,相邻两输送模块的直板输送链的邻近端共用同一链轮轴。
15.本实用新型的技术效果在于:
16.本实用新型将输送线设置为往复流转的迂回状结构,能够在确保模具养护行程及养护时间的基础上最大限度减少流水线占地面积,提高空间利用率,另外,本实用新型的载移单元能够将模具在各个直线输送单元之间流转并保持模具的姿态不变,避免模具需要反复定位的问题,提高加工效率;
17.模具进入第一辊道后,由于第一区段与第二区段之间存在速度差,因此前方模具能够拉开与后方模具的距离,当前方模具到达第一升降输送单元上方时,第一升降输送单元抬升,使模具与第一辊道分离,模具被第一升降单元和过渡输送单元输送至第二升降输送单元上,第二升降输送单元下降,使模具落在第二辊道上,又由于第一区段与第二区段之间速度差的存在,模具会迅速追赶上前方的模具,使各模具之间的间距回到预设状态,保证运输效率;
18.本实用新型在每个电机的主轴上设置两个链轮,能够使该电机的动力同时向辊道前后两端专递,进而能够灵活调节高速区间和低速区间的长度比例。
附图说明
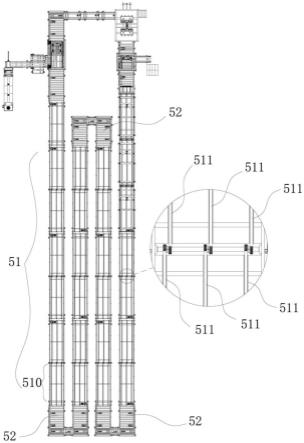
19.图1是本实用新型的实施例所提供的迂回式模具输送线的俯视图;
20.图2是本实用新型的实施例所提供的直线输送单元的立体图;
21.图3是本实用新型的实施例所提供的载移单元的俯视图;
22.图4是本实用新型的实施例所提供的第一辊道和第一升降输送单元的立体图;
23.图5是本实用新型的实施例所提供的第一辊道的驱动原理图;
24.图6是本实用新型的实施例所提供的第一升降输送单元的立体图;
25.图7是本实用新型的实施例所提供的过渡输送单元的立体图。
具体实施方式
26.为了使本实用新型的目的及优点更加清楚明白,以下结合实施例对本实用新型进
行具体说明。应当理解,以下文字仅仅用以描述本实用新型的一种或几种具体的实施方式,并不对本实用新型具体请求的保护范围进行严格限定。
27.如图1所示,为本实用新型的一种迂回式模具输送线,包括沿水平方向顺序间隔布置的第1直线输送单元、第2直线输送单元
……
第k直线输送单元,k为大于2的正整数,各直线输送单元51在水平面内的投影相互平行,且相邻两直线输送单元51的输送方向相反,其中第n直线输送单元的进料端与第n-1直线输送单元的出料端,以及第n直线输送单元的出料端与第n 1直线输送单元的进料端之间均设有载移单元52,n为大于1且小于k的正整数,所述载移单元52被装配为能够将各直线输送单元51出料端的物料转移至下一直线输送单元51的进料端,并使物料各个面的朝向保持不变,所述第1直线输送单元的进料端与保温隔声板浇注系统的出料端连接,第k直线输送单元的出料端与保温隔声板脱模装置的进料端连接。本实用新型将输送线设置为往复流转的迂回状结构,能够在确保模具养护行程及养护时间的基础上最大限度减少流水线占地面积,提高空间利用率,另外,本实用新型的载移单元52能够将模具在各个直线输送单元51之间流转并保持模具的姿态不变,避免模具需要反复定位的问题,提高加工效率。附图所示实施例中共设有4条直线输送单元51,而实际生产过程中可以根据厂房空间分布情况叠加更多的直线输送单元51。
28.优选的,如图3所示,所述载移单元52包括第一辊道521、第二辊道 522、第一升降输送单元523、第二升降输送单元524以及过渡输送单元525;所述第一辊道521、第二辊道522分别连接在相邻两直线输送单元51的出料端和进料端,第一升降输送单元523位于第一辊道521的出料端,第二升降输送单元524位于第二辊道522的进料端,且第一升降输送单元523 和第二升降输送单元524分别升降设置于第一辊道521和第二辊道522的各辊筒之间的缝隙中,所述过渡输送单元525位于第一辊道521和第二辊道522之间,且过渡输送单元525的两端分别邻接所述第一升降输送单元 523和第二升降输送单元524设置。如图3、4所示,所述第一辊道521和第二辊道522的结构相同,均包括第一区段5211和第二区段5212,其中第一区段5211的辊筒转速高于第二区段5212的辊筒转速,第一辊道521上的第一区段5211位于第一辊道521的出料端,第二辊道522上的第一区段 5211位于第二辊道522的进料端。模具进入第一辊道521后,由于第一区段5211与第二区段5212之间存在速度差,因此前方模具能够拉开与后方模具的距离,当前方模具到达第一升降输送单元523上方时,第一升降输送单元523抬升,使模具与第一辊道521分离,模具被第一升降单元和过渡输送单元525输送至第二升降输送单元524上,第二升降输送单元524 下降,使模具落在第二辊道522上,又由于第一区段5211与第二区段5212 之间速度差的存在,模具会迅速追赶上前方的模具,使各模具之间的间距回到预设状态,保证运输效率。
29.优选的,如图4、5所示,所述第一辊道521和第二辊道522均由两台电机528驱动,两台电机528分别驱动第一区段5211和第二区段5212,其中每台电机528的主轴上设有两个链轮529,两链轮529分别与两个相邻的辊筒构成传动连接,这两个相邻滚筒分别向两侧与其余辊筒传动连接。如图5所示,本实用新型在每个电机528的主轴上设置两个链轮529,能够使该电机528的动力同时向辊道前后两端传递,进而能够灵活调节高速区间和低速区间的长度比例。
30.优选的,如图6所示,所述第一升降输送单元523和第二升降输送单元524结构相同,均包括直线输送带5231,所述直线输送带5231设置在升降支架5232上,所述升降支架
5232沿竖直方向与第一辊道521、第二辊道 522的支架滑动连接,升降支架5232与所述支架之间设有用于驱动升降支架5232上下运动的驱动元件5233,驱动元件5233为电缸或液压缸。如图 4所示,所述第一辊道521和第二辊道522的两侧均设有侧挡条526,且与过渡输送单元525相邻的两侧挡条526上对应过渡输送单元525的位置设置有缺口部。所述第一辊道521的出料端设有端部档条527。档条能够在载移过程中对模具进行引导和定位,进一步防止模具发生偏转。如图7所示,所述过渡输送单元525为直线输送带。如图1和图2所示,所述直线输送单元51由若干输送模块510顺序连接而成,所述输送模块510包括直板输送链511,所述直板输送链511的上层链体的下方设有链条导轨512。相邻两输送模块510的直板输送链511的邻近端共用同一链轮529轴,避免相邻两直板输送链511之间产生空隙,确保模具输送更加平顺。
31.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。本实用新型中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。