1.本发明一般涉及铸造方法和铸件,更具体地,涉及通过半固态高压压铸工艺制造中空汽车部件。
背景技术:
2.为了提高机动车辆的燃油经济性,一直强调减轻车辆重量。中空部件通常是可用于汽车结构应用的最轻重量形状。由于所有部件材料都在外径处,而中心线处(即在中空部件的空腔处)没有材料,中空部件允许对力和变形的最大抵抗,而不牺牲对性能没有贡献的重量。
3.对于某些中空汽车部件,刚度通常比强度更重要。已经发现,铝(包括基于铝-硅共晶体系并添加镁、铁、锌和/或铜的铝合金)为某些汽车部件提供了足够的硬度和强度。此外,这种铝材料表现出低密度、高导热性、良好的铸造性和优异的低温强度。此外,铝不需要涂层来获得足够的耐腐蚀性。
4.然而,由铝材料制造中空部件通常需要在铸造过程中使用型芯。例如,目前的铸造技术使用砂芯来制造中空铸件。此外,在一些实践中,复杂的多芯砂型铸件用于制造具有复杂铸造几何结构的中空铝铸件。型芯是用单独的、昂贵的工具制造的。此外,型芯通常必须提前制造,运输到模制部门并放入模具组。型芯的使用可能需要模具组更大,并且包括开口以允许型芯的移除。通常,有芯铸件需要额外的清洁和修整。通常,使用型芯,特别是多芯铸件,会增加铸件的制造成本。
5.因此,希望提供包括无芯工艺的制造中空铸件的方法。此外,希望提供包括两个铸造部分的中空汽车部件,这两个铸造部分以足够的焊接强度焊接在一起,并且其机械性能等于或优于通过当前工艺制造的中空铸件的机械性能。此外,结合附图和前述技术领域和背景技术,从随后的详细描述和所附权利要求中,本发明的其他期望特征和特性将变得易于理解。
技术实现要素:
6.在一个实施例中,提供了一种用于制造中空铸件的方法。该方法包括使用半固态铸造工艺由浆料铸造至少第一铸造部分和第二铸造部分。该方法还包括在这些铸造部分之间的界面处将这些铸造部分焊接在一起。
7.在示例性实施例中,在这些铸造部分之间的界面处将这些铸造部分焊接在一起包括使用电容放电焊接工艺。
8.在示例性实施例中,该方法包括通过在至少铸锭的液相线温度下加热铸锭来熔化铸锭来形成浆料。
9.在示例性实施例中,该方法包括形成作为低体积分数固体铝浆料的浆料。在其他示例性实施例中,该方法包括形成作为高体积分数固体铝浆料的浆料。
10.在示例性实施例中,半固态铸造工艺是高压压铸(hpdc)工艺。在其他示例性实施
例中,半固态铸造工艺选自流变铸造(rheocasting)、触变铸造(thixocasting)、触变模制(thixomolding)和锻造工艺(wrought processes)。例如,半固态铸造工艺可以是流变铸造工艺。
11.在示例性实施例中,使用半固态铸造工艺由浆料铸造至少第一铸造部分和第二铸造部分包括形成具有第一表面和第二表面的第一铸造部分,以及形成具有构造成与第一铸造部分的第一表面配合的第一表面和构造成与第一铸造部分的第二表面配合的第二表面的第二铸造部分。
12.在示例性实施例中,该方法包括使用半固态铸造工艺由浆料铸造第一铸造部分、第二铸造部分和第三铸造部分。
13.在一个实施例中,提供了一种制造中空汽车部件的方法。该方法包括形成上模具和下模具;将半固态浆料的装料注射到上模具和下模具中的每一个中,以在上模具中形成上部分,在下模具中形成下部分,其中每个部分在第一表面和第二表面处形成有最低的材料孔隙率;以及执行电容放电焊接工艺,以将上部的第一表面焊接到下部的第一表面,并将上部的第二表面焊接到下部的第二表面。
14.在示例性实施例中,半固态浆料包括铝。在示例性实施例中,半固态浆料包括铝合金。
15.在示例性实施例中,该方法包括通过在至少铝材料熔点的温度下加热包含铝材料的铸锭以熔化铸锭来形成半固态浆料。
16.在示例性实施例中,该方法包括形成作为低体积分数固体铝浆料的半固体浆料。在其他示例性实施例中,该方法包括形成作为高体积分数固体铝浆料的半固体浆料。
17.在一个实施例中,提供了一种中空汽车部件,包括:上部铸造部分,由半固态铸造工艺形成,并具有第一表面和第二表面;和下部铸造部分,由半固态铸造工艺形成,并具有第一表面和第二表面;其中下部铸造部分的第一表面与上部铸造部分的第一表面配合,其中下部铸造部分的第二表面与上部铸造部分的第二表面配合,并且其中通过电容放电焊接工艺,第一表面彼此焊接,第二表面彼此焊接。
18.在中空汽车部件的示例性实施例中,上部铸造部分和下部铸造部分包括铝合金。
19.在中空汽车部件的示例性实施例中,铝合金包括硅和镁、不超过0.2%的铁和不超过0.1%的锌。
20.在中空汽车部件的示例性实施例中,中空汽车部件具有至少3毫米的最小径向厚度
21.提供该概述是为了以简化的形式介绍将在下面的详细描述中进一步描述的一些概念。该概述不旨在标识所要求保护的主题的关键特征或必要特征,也不旨在用于帮助确定所要求保护的主题的范围。
附图说明
22.下文将结合以下附图描述示例性实施例,其中相同的附图标记表示相同的元件,并且其中:
23.图1是流程图,示出了根据一个实施例的制造中空部件或部件的方法;
24.图2是根据实施例的两个铸造部分的示意性透视图;和
25.图3是根据一个实施例的中空部分或部件的示意性透视图。
具体实施方式
26.以下详细描述本质上仅仅是示例性的,并不旨在限制应用和使用。此外,不打算受前面的技术领域、背景、简要概述或下面的详细描述中呈现的任何明示或暗示的理论的约束。
27.如本文所用,“中空部件(hollow part)”是具有被部件材料包围的内部空腔的部件。在某些实施例中,内部空腔可以是封闭的,并且该部件可以具有类似于气球的形状。在某些实施例中,内部空腔是开放的,并且与穿过部件的一个表面的开口连通,使得部件具有类似于篮子的形状。在某些实施例中,内部空腔是开放的,并且与穿过部件的两个表面的开口连通,使得部件具有类似于环或甜甜圈的形状。
28.如这里所使用的,词语“示例性的”意味着“用作例子、实例或说明”。如本文所用,“一”或“该”是指一个或多个,除非另有说明。术语“或”可以是连接的或分离的。诸如“包括”、“包含”、“具有”等开放式术语表示“包含”。在某些实施例中,本说明书中指示数量、材料比例、材料物理性质和/或用途的数字可以理解为由单词“约”修饰。结合数值和权利要求使用的术语“约”表示本领域技术人员熟悉和可接受的精度区间。通常,这种精度区间为
±
10%。除非另有明确说明,否则本说明书中指示数量、材料比例、材料物理性质和/或用途的所有数字都可以理解为由单词“约”修饰。
29.如本文所用,除非另有说明,本公开中描述的“%”或“百分比”是指重量百分比。此外,如本文所用,被标识为“材料”的元素包括至少50wt%的所述材料。如本文所用,被标识为“主要材料”的元素是包括至少90wt%的所述材料。
30.此外,诸如“上”、“下”、“上部”、“上方”、“下部”、“下方”、“向上”、“向下”等术语用于描述附图,并不代表对由所附权利要求限定的主题范围的限制。诸如“第一”或“第二”的任何数字名称仅是说明性的,并不旨在以任何方式限制主题的范围。应当注意,尽管这里可以针对汽车应用描述实施例,但是本领域技术人员将认识到它们更广泛的适用性。
31.本文的实施例涉及制造用作汽车部件的中空铸件的方法,以及制造的高强度中空铝部件或部件。如本文所述,示例性实施例提供了在铸造过程中不使用型芯而制造中空铸件的能力。此外,示例性实施例消除了使用复杂的多芯砂型铸件的需要,同时提高了机械性能并能够制造简单和复杂的铸件几何结构。
32.参考图1,流程图中示出了制造中空汽车部件的方法100。如图所示,方法100可以包括在动作框110设计和测试包括至少两个模具的模具组,用于铸造至少两个配合的铸造部分。在设计和测试期间,特别是在铸造部分的配合表面处(在该处铸造部分将在该配合表面处彼此焊接),可以通过几何设计和工艺设计来优化铸造部分的孔隙率。
33.通过形成模具组,例如用于形成配合在一起的第一和第二铸造部分的第一模具和第二模具(例如按照蛤壳式设计),该方法可以在动作框120继续。在其他实施例中,可以形成三个或更多模具来铸造三个或更多配合的铸造部分。在示例性实施例中,第一模具和第二模具可以分别被认为是上模具和下模具,在第一模具中形成的第一铸造部分可以被认为是上部铸造部分,在第二模具中形成的第二铸造部分可以被认为是下部铸造部分。
34.如图所示,方法100包括在动作框130从铸锭制备熔体。在一个示例性实施例中,该
铸锭是固体铝锭,例如基于铝-硅共晶系统的添加有镁、铁、锌和/或铜的铝合金。例如,该锭可以是固体a356铝锭,包括含7%硅和0.3%镁的铝合金,以及最大量为0.2%的铁和最大量为0.10%的锌。
35.熔体的制备包括将铸锭加热到高于铸锭液相线温度的温度,即合金完全液态的最低温度。制备熔体后,整个锭是液体。
36.方法100还包括在动作框140从熔体形成浆料(slurry)。如本文所用,“浆料”既不是完全固体也不是完全液体,可以通过将液体的温度降低到混合的固体/液体浆料范围内来形成浆料。示例性浆料可以是低体积分数固体浆料或高体积分数固体浆料。示例性浆料可以具有至少1%,例如至少2%,例如至少5%,例如至少10%,例如至少15%,例如至少20%,例如至少25%,例如至少30%,例如至少35%,例如至少40%,或者例如至少45%的固体体积分数。示例性浆料可以具有至多60%,例如至多50%,例如至多45%,例如至多40%,例如至多35%,例如至多30%,例如至多25%,例如至多20%,例如至多15%,例如至多10%,例如至多5%,或至多2%的固体体积分数。
37.在一个示例性实施例中,动作块140包括形成作为低体积分数固体铝浆料的浆料。任何合适的工艺都可以用来形成作为低体积分数固体铝浆料的浆料。形成作为低体积分数固体铝浆料的浆料的示例性工艺是气体诱导半固体(gas induced semi-solid:giss)工艺。在另一个示例性实施例中,动作块140包括形成作为高体积分数固体铝浆料的浆料。任何合适的工艺都可以用来形成作为高体积分数固体铝浆料的浆料。用于形成作为高体积分数固体铝浆料的浆料的示例性工艺是涡旋平衡焓装置(swirled equilibrium enthalpy device:seed)工艺。
38.该方法继续,以并行形成第一和第二铸造部分。这种形成可以同时发生,也可以在不同的时间、相同的位置或不同的位置发生。因此,可以执行动作块130和140,以提供用于形成第一和第二铸造部分的单一浆料,或者可以在不同时间和/或不同位置执行动作块130和140,以提供用于形成第一和第二铸造部分的不同批次的浆料。
39.如图所示,第一铸造部分由动作块151、161、171和181形成,第二铸造部分由动作块152、162、172和182形成。在动作块151和152,在动作块140形成的浆料被注入第一和第二模具。典型地,浆料可以以单次装料或注射的形式制备,并通过压头机构注射到相应的模具中。在动作块161和162,浆料固化成相应的铸造部分。动作块151和161以及动作块152和162可以被认为是半固态铸造工艺的一部分,例如半固态高压压铸(semi-solid high-pressure die-casting:hpdc)工艺。在示例性实施例中,半固态铸造工艺是流变铸造、触变铸造、触变模制或锻造工艺。
40.在一个示例性实施例中,铸造过程包括形成具有第一表面和第二表面的第一铸造部分,以及形成具有构造成与第一铸造部分的第一表面配合的第一表面和构造成与第一铸造部分的第二表面配合的第二表面的第二铸造部分。
41.在示例性实施例中,与相应铸造部分的其余部分的孔隙率相比,每个铸造部分在第一和第二表面处形成有最低的材料孔隙率。具体地,通过模具组和工艺参数的设计,浆料在第一和第二表面以最小的材料孔隙率固化。
42.此后,在动作块171和172,第一和第二铸造部分从各自的模具中取出。方法100可以包括在动作框181和182处对第一和第二铸造部分进行除气。
43.方法100还包括在动作块190将第一铸造部分和第二铸造部分焊接在一起以形成中空铸件。具体而言,铸造部分可以彼此接触,使得两个铸造部分的配合表面接合以在其间形成两个界面。例如,第一界面可以形成在两个铸造部分的第一表面之间,第二界面可以形成在两个铸造部分的第二表面之间。然后,该方法在第一铸造部分和第二铸造部分之间的两个界面处焊接第一铸造部分和第二铸造部分。在示例性实施例中,方法100使用电容放电焊接工艺在第一铸造部分和第二铸造部分之间的两个界面处将第一铸造部分焊接到第二铸造部分。
44.在某些实施例中,每个铸造部分形成中空铸件的约一半。例如,每个部分为中空铸件的至少45wt%,例如中空铸件的至少48wt%,例如中空铸件的至少49wt%,或中空铸件的50wt%。在其他实施例中,模具组可以包括三个或更多个模具,并且每个铸造部分可以形成明显少于中空铸件的一半。
45.参考图2,示出了在铸造之后和焊接在一起之前的第一或上部铸造部分201和第二或下部铸造部分202。如图所示,每个铸件具有第一表面210和第二表面220。每个表面210和220从第一端230延伸到第二端240。如图所示,表面210和220彼此面对。第一部分201的第一表面210与第二部分202的第一表面210配合,第一部分201的第二表面220与第二部分202的第二表面220配合。具体而言,表面210和220可以形成有接合特征,例如所示的舌榫设计。
46.在示例性实施例中,每个铸造部分201和202都是铝材料,例如基于铝-硅共晶系统的铝合金,其中添加了镁、铁、锌和/或铜。例如,每个铸造部分201和202可以是a356铝,一种含有7%硅和0.3%镁的铝合金,并且含有最大量为0.2%的铁和最大量为0.10%的锌。
47.主体的孔隙率定义为孔隙体积与主体的整个标称体积(nominal volume)之比,可以用孔隙率面积分数(即孔隙率所占面积除以相关主体的整个面积)来衡量。研究发现,常规压铸件的孔隙率在约2.4%的范围内。半固态铸造部分201和202中的孔隙率水平低于常规压铸件的孔隙率水平。例如,半固态铸造部分201和202的孔隙率可以小于2.4%,例如小于2.2%,例如小于2.0%,例如小于1.8%,例如小于1.6%,例如小于1.4%,例如小于1.2%,例如小于1.0%,例如小于0.9%,例如小于0.8%,例如小于0.7%,例如小于0.6%,例如小于0.5%,例如小于0.4%,例如小于0.3%,例如小于0.2%,例如小于0.1%,例如小于0.09%,例如小于0.08%,例如小于0.07%,例如小于0.06%,例如小于0.05%,例如小于0.04%,例如小于0.03%,例如小于0.02%,例如小于0.01%。示例性铸造部分201和202可以具有大于0.001%的孔隙率。在示例性实施例中,第一表面210和第二表面220的孔隙率等于或小于部分201和202的其余表面的孔隙率。铸造部分201和202(特别是第一表面210和第二表面220)的极低孔隙率提供了优异的机械性能。
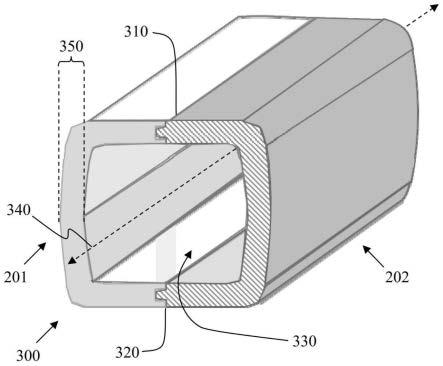
48.图3示出了由图2的铸造部分201和202形成的中空部分或部件300,其具有简单的对称管状结构。如图所示,每个部分201和202的第一表面210在界面310处相互邻接和接合。同样,每个部分201和202的第二表面220在界面320处相互邻接和接合。在示例性中空部分300中,部分201和202在界面310和320处焊接在一起。
49.如图所示,中空部分300环绕开放空腔330。此外,所示的中空部分300限定了中心轴线340。径向厚度350被定义为中空部分300沿着从轴线340向外延伸的径向的厚度,即,从面向开放空腔330的内表面到外表面的厚度。虽然确定了半径厚度,但是在给定部件的设计的情况下,中空部件300可以在任何方向上具有厚度。示例性中空部分300具有至少3毫米的
最小厚度,例如至少3。5毫米,例如至少4毫米。
50.与传统制造的中空部件相比,如本文所述制造的示例性中空部件表现出等同或改进的拉伸强度、屈服强度和伸长率。
51.如本文所述,中空部件或零件是在没有专用型芯系统的情况下制造的。相反,示例性铸造部分通过半固态hpdc加工形成。结果,铸造部分形成为具有低孔隙率,提供了有效的焊接。此外,所描述的半固态hpdc工艺提供了待焊接的接头或界面的尺寸控制,从而消除了在焊接之前对额外加工的需要,例如机械加工。
52.此外,示例性的铸造部分例如通过电容放电焊接被焊接在一起,以形成中空部件或零件。由于电容放电焊接工艺对铸造部分的热量输入较低,因此部件变形较小。此外,由于低热量输入,电容放电焊接工艺在铸造部分形成较小的热影响区,导致较少的性能退化。此外,与其他金属熔合或连接操作相比,电容放电焊接工艺提供了低循环时间。
53.虽然在前面的详细描述中已经呈现了至少一个示例性实施例,但是应当理解,存在大量的变化。还应当理解,一个或多个示例性实施例仅是示例,并不旨在以任何方式限制本公开的范围、适用性或配置。相反,前述详细描述将为本领域技术人员提供用于实现一个或多个示例性实施例的便利路线图。应当理解,在不脱离所附权利要求及其法律等同物中阐述的本公开的范围的情况下,可以对元件的功能和布置进行各种改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。