1.本实用新型涉及纸浆产品生产设备,具体地说,涉及一种纸浆模塑餐具半自动设备加装机器人自动转移切边设备。
背景技术:
2.纸浆模塑制品是以纸浆为原料,生产制造立体的纸浆制品,制品可自然降解符合环保趋势。其主要生产工序包括吸浆成型、热压定型、干胚切边。目前行业内主要方式采用1个成型工位配2个热压工位,热压工位布置在成型工位两边,在成型的纸浆湿胚通过机内转移方式转移到两边的热压工位的情况下,就需要设置供模具移动的轨道,并且在停位有误差时会影响上下模合模精度。另外,热压定型后的干胚还是会通过人工或机械机构取出送入切边机进行切边,以及再进行堆叠,自动化程度低,生产效率低。
技术实现要素:
3.为了解决上述现有技术的不足之处,本实用新型的目的在于提供一种纸浆模塑餐具半自动设备加装机器人自动转移切边设备,以克服现有技术中的缺陷。
4.为了实现上述目的,本实用新型提供了一种纸浆模塑餐具半自动设备加装机器人自动转移切边设备,包括转移机器人、纸浆模塑餐具半自动设备、切边设备和堆叠机器人;其中,纸浆模塑餐具半自动设备设置在转移机器人的正前方,纸浆模塑餐具半自动设备包括一个成型工位,成型工位的两侧分别设置有左热压定型工位和右热压定型工位;切边设备设置在转移机器人的左侧,并面向转移机器人,切边设备包括一个切边工位;转移机器人通过前后移动进入成型工位、左热压定型工位、右热压定型工位或切边工位;转移机器人通过左右平移由成型工位前方交替地平移至左热压定型工位和右热压定型工位前方;转移机器人通过90度转动转向切边工位;转移机器人通过向下移动取出成型工位上的湿坯制品,或者将湿坯制品放置在左热压定型工位或右热压定型工位上;转移机器人通过向上移动取下左热压定型工位或右热压定型工位上干坯制品,或者将干坯制品放置在切边工位上;堆叠机器人设置在切边设备的右侧,堆叠机器人的右侧设置有堆叠工位;堆叠机器人通过左右平移、翻转和上下移动将切边设备上的切边后的干坯制品转移至堆叠工位上。
5.通过上述技术方案,加装转移机器人实现湿坯制品在成型工位和热压定型工位之间的转移,无需内部加装转移湿坯的轨道,解决了合模的精度问题,并将干坯制品转移到切边设备,通过堆叠机器人将切边后的干坯制品进行收集,完成了全自动转移过程,提高了生产效率。
6.作为对本实用新型所述的纸浆模塑餐具半自动设备加装机器人自动转移切边设备的进一步说明,优选地,转移机器人包括第一回转底座,第一回转底座上固定连接有大臂安装座,大臂安装座前端通过转轴连接有实现前后移动的大臂,大臂安装座后端通过转轴连接有推动缸,推动缸与大臂的一端连接,大臂的另一端通过转轴连接有小臂安装座,小臂安装座上转动连接有小臂,小臂的端部通过转轴连接有朝下设置的湿坯转移模板,湿坯转
移模板上固定连接有朝上设置的第一干坯吸盘架。
7.通过上述技术方案,转移机器人在推动缸和大臂的作用下可以前后移动,在第一回转底座的作用下可以旋转,进而实现左右平移,左右平移过程中推动缸和大臂配合,以及在小臂的旋转作用下,来保持湿坯转移模板直线平移,并能完成湿坯转移模板的90度转动,来完成自动化的纸浆模塑餐具半自动设备到切边设备的制品转移。
8.作为对本实用新型所述的纸浆模塑餐具半自动设备加装机器人自动转移切边设备的进一步说明,优选地,成型工位设置有用于吸附纸浆的下成型模具,以及与下成型模具合模并将纸浆负压抽湿为湿坯制品的上成型模具;左热压定型工位和右热压定型工位均设置有用于放置湿坯制品的下定型模具,以及与下定型模具合模并将湿坯制品热压定型为干坯制品的上定型模具,且上定型模具吸附干坯制品。
9.通过上述技术方案,转移机器人将下成型模具上的湿坯制品交替地转移至左热压定型工位和右热压定型工位,在左热压定型工位或右热压定型工位上通过上定型模具与下定型模具合模实现将湿坯制品热压定型为干坯制品,并且在上定型模具与下定型模具时,干坯制品吸附在上定型模具,此时转移机器人会先将湿坯制品放置在下定型模具上,在吸附上定型模具上的干坯制品,以取出转移至切边工位,在实现湿坯制品在成型工位和热压定型工位之间的转移的同时,还实现了高效的连续生产目的。
10.作为对本实用新型所述的纸浆模塑餐具半自动设备加装机器人自动转移切边设备的进一步说明,优选地,切边设备设置有用于吸附干坯制品的上切边模具,以及用于实现切边的下切边模具。
11.通过上述技术方案,转移机器人将干坯制品转移至上切边模具处,待上切边模具吸附干坯制品以及转移机器人移出时,上切边模具与下切边模具合模,完成切边操作。
12.作为对本实用新型所述的纸浆模塑餐具半自动设备加装机器人自动转移切边设备的进一步说明,优选地,堆叠机器人包括第二回转底座,第二回转底座上固定连接有第一安装座,第一安装座通过转轴连接有机械臂,机械臂的端部通过转轴连接有第二安装座,第二安装座上转动连接有夹具,夹具上通过转轴连接有第二干坯吸盘架。
13.通过上述技术方案,堆叠机器人在第二回转底座的作用下可以旋转,进而实现切边设备到堆叠工位处的平移,并在转轴连接的第一安装座、机械臂、第二安装座的作用完成第二干坯吸盘架的直线平移和上下移动,通过转动连接有夹具完成第二干坯吸盘架的翻转,使第二干坯吸盘架将切边设备上的切边后的干坯制品转移至堆叠工位上,来完成自动化的转移收集。
14.本实用新型的有益效果:本实用新型通过加装转移机器人实现湿坯制品在成型工位和热压定型工位之间的转移,无需内部加装转移湿坯的轨道,解决了合模的精度问题,并将干坯制品转移到切边设备,通过堆叠机器人将切边后的干坯制品进行收集,完成了全自动转移过程,提高了生产效率。
附图说明
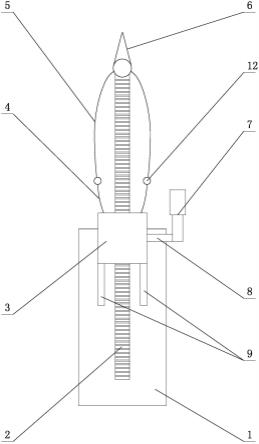
15.图1为本实用新型的纸浆模塑餐具半自动设备加装机器人自动转移切边设备的结构示意图。
具体实施方式
16.为了能够进一步了解本实用新型的结构、特征及其他目的,现结合所附较佳实施例附以附图详细说明如下,本附图所说明的实施例仅用于说明本实用新型的技术方案,并非限定本实用新型。
17.如图1所示,一种纸浆模塑餐具半自动设备加装机器人自动转移切边设备,包括转移机器人1、纸浆模塑餐具半自动设备2、切边设备3和堆叠机器人4。纸浆模塑餐具半自动设备2设置在转移机器人1的正前方,纸浆模塑餐具半自动设备2包括一个成型工位21,成型工位21的两侧分别设置有左热压定型工位22和右热压定型工位23。切边设备3设置在转移机器人1的左侧,并面向转移机器人1,切边设备3包括一个切边工位31。转移机器人1通过前后移动进入成型工位21、左热压定型工位22、右热压定型工位23或切边工位31。转移机器人1通过左右平移由成型工位21前方交替地平移至左热压定型工位22和右热压定型工位23前方。转移机器人1通过90度转动转向切边工位31。转移机器人1通过向下移动取出成型工位21上的湿坯制品,或者将湿坯制品放置在左热压定型工位22或右热压定型工位23上。转移机器人1通过向上移动取下左热压定型工位22或右热压定型工位23上干坯制品,或者将干坯制品放置在切边工位31上。堆叠机器人4设置在切边设备3的右侧,堆叠机器人4的右侧设置有堆叠工位。堆叠机器人4通过左右平移、翻转和上下移动将切边设备3上的切边后的干坯制品转移至堆叠工位上。通过加装转移机器人实现湿坯制品在成型工位和热压定型工位之间的转移,无需内部加装转移湿坯的轨道,解决了合模的精度问题,并将干坯制品转移到切边设备,通过堆叠机器人将切边后的干坯制品进行收集,完成了全自动转移过程,提高了生产效率。
18.优选地,转移机器人1包括第一回转底座11,第一回转底座11上固定连接有大臂安装座12,大臂安装座12前端通过转轴连接有实现前后移动的大臂13,大臂安装座12后端通过转轴连接有推动缸14,推动缸14与大臂13的一端连接,大臂13的另一端通过转轴连接有小臂安装座15,小臂安装座15上转动连接有小臂16,小臂16的端部通过转轴连接有朝下设置的湿坯转移模板17,湿坯转移模板17上固定连接有朝上设置的第一干坯吸盘架18。转移机器人在推动缸和大臂的作用下可以前后移动,在第一回转底座的作用下可以旋转,进而实现左右平移,左右平移过程中推动缸和大臂配合,以及在小臂的旋转作用下,来保持湿坯转移模板直线平移,并能完成湿坯转移模板的90度转动,来完成自动化的纸浆模塑餐具半自动设备到切边设备的制品转移。
19.优选地,成型工位21设置有用于吸附纸浆的下成型模具,以及与下成型模具合模并将纸浆负压抽湿为湿坯制品的上成型模具;左热压定型工位22和右热压定型工位23均设置有用于放置湿坯制品的下定型模具,以及与下定型模具合模并将湿坯制品热压定型为干坯制品的上定型模具,且上定型模具吸附干坯制品。转移机器人将下成型模具上的湿坯制品交替地转移至左热压定型工位和右热压定型工位,在左热压定型工位或右热压定型工位上通过上定型模具与下定型模具合模实现将湿坯制品热压定型为干坯制品,并且在上定型模具与下定型模具时,干坯制品吸附在上定型模具,此时转移机器人会先将湿坯制品放置在下定型模具上,在吸附上定型模具上的干坯制品,以取出转移至切边工位,在实现湿坯制品在成型工位和热压定型工位之间的转移的同时,还实现了高效的连续生产目的。
20.优选地,切边设备3设置有用于吸附干坯制品的上切边模具,以及用于实现切边的
下切边模具。转移机器人将干坯制品转移至上切边模具处,待上切边模具吸附干坯制品以及转移机器人移出时,上切边模具与下切边模具合模,完成切边操作。
21.优选地,堆叠机器人4包括第二回转底座41,第二回转底座41上固定连接有第一安装座42,第一安装座42通过转轴连接有机械臂43,机械臂43的端部通过转轴连接有第二安装座44,第二安装座44上转动连接有夹具45,夹具45上通过转轴连接有第二干坯吸盘架46。堆叠机器人在第二回转底座的作用下可以旋转,进而实现切边设备到堆叠工位处的平移,并在转轴连接的第一安装座、机械臂、第二安装座的作用完成第二干坯吸盘架的直线平移和上下移动,通过转动连接有夹具完成第二干坯吸盘架的翻转,使第二干坯吸盘架将切边设备上的切边后的干坯制品转移至堆叠工位上,来完成自动化的转移收集。
22.需要声明的是,上述实用新型内容及具体实施方式意在证明本实用新型所提供技术方案的实际应用,不应解释为对本实用新型保护范围的限定。本领域技术人员在本实用新型的精神和原理内,当可作各种修改、等同替换或改进。本实用新型的保护范围以所附权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。