用于监视合成丝线的方法和设备
1.本发明涉及根据权利要求1的前序部分的用于在熔纺过程中监视合成丝线的方法并且也涉及根据权利要求11的前序部分的用于执行该方法的设备。
2.在尤其用于纺织应用的合成丝线生产中众所周知的是,多丝线在熔纺和冷却之后被润湿,以便一方面将丝线内的许多细长丝并合在一起,另一方面产生防静电状态以便能可靠引导丝线的长丝组成经过导向件和导丝盘。因此通常是如下情况,丝线已经在长丝缕初次冷却操作之后用流体被润湿。所用流体优选是油-水乳化液或纯油。但是,丝线需要以连续无中断的方式接受均匀润湿。例如,润湿不足或根本未润湿的丝线部分直接导致在直至最终产品形成的丝线进一步处理中的瑕疵和扰乱。因此例如已经确定了丝线润湿不足造成在后续染色工作中的纺织布颜色缺陷。在熔纺过程中的丝线润湿的均匀性因此对于丝线质量至关重要。
3.为了监视丝线润湿状态,wo2005/033697a1披露了用于监视合成丝线的通用方法和通用设备,其中润湿丝线被引导经过传感器装置的电场。在此情况下,传感器装置的电容器的电容变化被用来检测丝线润湿状态。但为此,需要传感器装置优选保持在包封环境内以抵御在熔纺过程中常见的环境压力。这种环境影响于是可以不利地影响到电场并导致错误的测量结果和错误的解读。
4.ep0918217b1披露用于监视丝线的其它方法和设备,在此在丝线被引导穿过的传感器装置中产生多个电场。这确实允许获得更精确的测量结果,但也需要在此情况下考虑环境影响。丝线润湿状态的直接采集也需要附加的成功拿起装置,其不得不被集成在丝线走向内且需要附加的安装空间。
5.因此,本发明的目的是提供用于在熔纺过程中监视合成丝线的通用方法和用于执行该方法的通用设备,所述方法和设备能够被用来直接在熔纺过程中连续监视丝线润湿状态。
6.本发明的另一目的是提供用于在线监视丝线润湿状态的方法和设备,其允许快速直接改变加工过程。
7.根据本发明,该目的通过一种具有如权利要求1所述的特征的方法以及一种具有权利要求11所述的特征的设备来实现。
8.本发明的有利改进方案由各自从属权利要求的特征和特征组合限定。
9.本发明基于以下认识,丝线表面性能直接影响在运动配合面上的丝线引导。本发明人因此已经认识到丝线与辊的被驱动辊壳之间的关系必须依据丝线表面性能被改变。被驱动辊的至少一个驱动参数于是被测量以将其用作通过评估驱动参数的测量值来确定丝线润湿状态的基础。用于采集被驱动辊的驱动参数的传感器机构于是被分配和连接至评估模块以确定丝线润湿状态。
10.因为丝线润湿状态受到在丝线表面与辊壳之间合作的显著影响,优选执行如下的方法改进方案,在此,被驱动辊的测定的驱动参数是该辊的辊电机的电机电流和/或电机扭矩。例如辊电机的电机扭矩对于引导干燥丝线与引导润湿丝线相比是截然不同的。因此可以通过电机扭矩的直接测量或通过经由电机电流的间接测量来连续监视丝线润湿状态。
11.因为丝线缺少润湿和丝线润湿不足的起因可能有许多,故以下的方法变型特别有利,在此驱动参数的测量值的评估通过机器学习单元的评估算法执行,其中该机器学习单元通过与丝线润湿度相关的多个驱动参数值来训练。因此人工智能可被有利地用于快速查明并显示丝线润湿度不足的可能起因。
12.但为了找到丝线不充分润湿的起因而特别有利的是,润湿装置的被驱动的计量泵的另一个驱动参数被测量以确定丝线润湿状态,该计量泵传输流体以润湿丝线。因此知道了,当流体正被供应给丝线时,可能有仅因为管线内出现气泡或制备喷嘴脏污造成的润湿不足的重要原因。这样一来,尤其与找出起因相关的丝线监视被显著改善。
13.计量泵的测定的设备参数优选是泵速和/或泵电机的电机电流。
14.如果丝线在熔纺过程中被热处理、牵伸和通过被驱动导丝盘被抽出,还可能使用被驱动导丝盘的另一驱动参数来确定丝线润湿状态。就此而言,与丝线润湿状态诊断相关的可靠性于是可被进一步提高。
15.被驱动导丝盘的测定的设备参数是导丝盘的导丝盘电机的电机电流和/或电机扭矩和/或电机速度。
16.为了保证在熔纺过程中的丝线的连续监视,优选执行如下方法变型,所有驱动参数的测量值被集合形成数据流,其被连续供应给机器学习单元。尤其是,因此已经可以作出关于可能润湿不足状态的早期预测,其可被用来改善生产。
17.为了保证在产品改变和过程改变的情况下连续改善机器学习单元,对于方法变型规定了该数据流被提供给用于驱动参数的历史值的数据库,该数据库具有与丝线润湿度相关的多个驱动参数值并被连接至机器学习单元。因此可以连续训练和改善评估算法以分析数据流。
18.为了操作者能够使用数据流连续评估结果作为用于执行用于改善过程的尽量最快速的行为的基础,该方法变型是特别有利的,在此该机器学习单元被连接至用户界面单元,其显示丝线润湿状态和/或过程指令,这允许以快速直接的方式实现过程的改变。
19.为了执行该方法,根据本发明的设备具有至少一个用于采集被驱动辊的驱动参数的传感器机构,传感器机构被连接至评估模块以确定丝线润湿状态。
20.鉴于用于丝线润湿不足的多个错误起因和缺陷,用于确定丝线润湿状态的评估模块具有带有评估算法的机器学习单元。与此相关,大量的数据可被用来在传感器信号评估中获得快速精确的结果。
21.为了将在丝线润湿期间的重要扰乱起源也被纳入监视中,该润湿装置具有计量泵,其通过泵电机被驱动并且其驱动参数通过连接至该评估模块的传感器机构被采集。因此保证用于监视丝线润湿状态的其它数据的链接。
22.所述监视还可以通过本发明设备的以下改进方案来改善,在此设有至少一个导丝盘装置,其所包括的导丝盘通过导丝盘电机被驱动以抽出丝线,其中用于采集被驱动导丝盘的驱动参数的另一传感器机构被连接至评估模块。
23.鉴于熔纺过程的复杂性,如下的本发明设备的改进方案被发现是特别有用的,在此,该传感器机构被连接至控制器,控制其可以产生传感器信号的连续数据流并被连接至该评估模块。因此可以直接提供该驱动参数的被实时采集的所有传感器信号用于评估和分析。
24.为了保证在机器学习单元的训练中的连续过程,还设有用于驱动参数历史值的数据库,其被连接至该评估模块和该控制器。该数据库于是可以获得线下数据和线上数据的组合,以便能在过程变化的情况下参照改善的训练后机器学习单元。
25.为了该过程的实际实施,本发明设备的如下改进方案是特别有利的,在此设有用于显示丝线润湿状态和/或过程指令的用户界面装置,其被连接至该评估模块。因此操作者可以对该过程作出连续改进以保证在过程结束时有高质量的丝线。
26.以下将基于根据本发明的用于执行该方法的设备的一些实施例并参照附图更详细解释根据本发明的用于监视合成丝线的方法,其中:
27.图1示意性示出根据本发明的用于执行根据本发明的用于监视合成丝线的方法的设备的第一实施例,
28.图2.1至图2.3示意性示出图1的实施例的被驱动辊的驱动参数的多个时间走向曲线,
29.图3示意性示出根据本发明的用于执行根据本发明的用于监视合成丝线的方法的设备的另一实施例,
30.图4示意性示出图3的实施例的计量泵的驱动参数的时间走向曲线,
31.图5和图6示意性示出图3的实施例的导丝盘的驱动参数的时间走向曲线。
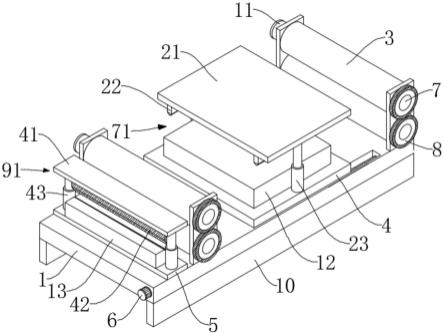
32.在图1中是根据本发明的用于执行根据本发明的用于在熔纺过程中监视合成丝线的方法的设备的第一实施例。该实施例示出熔纺装置1,其具有挤出机1.1和至少一个借助熔体管线1.6被连接至挤出机1.1的纺丝头1.2。纺丝头1.2装有纺丝泵(在此未示出)和布置在纺丝头1.2的底面上的纺丝嘴1.3。纺丝嘴1.3具有多个细嘴口以便使通过挤出机1.1被熔融的聚合物熔体被挤出以形成细长丝。离开纺丝嘴1.3的长丝缕2穿过冷却道1.4,其布置在空气腔1.5内且至少部分具有用于冷却空气入口的透气壁。
33.在熔纺装置1下方设有具有润湿导丝器4.1的润湿装置4。润湿导丝器4.1被连接至计量泵4.2以提供连续供应的流体至长丝缕2。计量泵4.2被泵电机4.3驱动,使得最少量的流体可被连续供应给润湿导丝器4.1。在此情况下,长丝缕2被并合形成丝线5。
34.在丝线走向中,被驱动辊6布置在润湿装置4的下方。在此情况下,丝线5通过部分包缠在辊6周面上被引导。辊6被辊电机6.1驱动。用于采集驱动参数的传感器机构6.2被分配给辊电机6.1。传感器机构6.2被连接至评估模块7。
35.评估模块7具有机器学习单元7.1,其分析传感器信号的评估结果以确定丝线5的润湿状态。机器学习单元7.1的分析结果被提供给用户界面装置8。用户界面装置8可以由操作者来操作,结果是传感器信号的评估结果能以直接可视化方式被显示给操作者。
36.在工作中,丝缕2被连续挤出,从而它们通过润湿装置4用流体被连续润湿,优选用油-水乳化液或纯油被润湿。在此情况下,丝线5的质量需要连续均匀地施加流体。但在此过程中可能出现呈在润湿导丝器4.1的管线内的气泡形式的扰乱或由润湿导丝器4.1的脏污或在计量泵4.2驱动中的异常引起的扰乱,其导致对丝线5的不希望的润湿不足。但是,这样的丝线5润湿不足尤其在进一步的加工过程中很不利地影响到丝线质量。为了采集丝线5的润湿状态,丝线5在被驱动辊6的周面上被引导。与辊6的辊壳相关的丝线5的各自表面性能可以通过辊6且尤其是辊电机6.1的至少一个驱动参数的测量用传感器机构6.2来确定。尤其是,辊电机6.1的电机电流在此情况下适合作为驱动参数并且通过传感器机构6.2被连续
采集。
37.图2.1至图2.3示出在不同的工作状况中的辊电机6.1的驱动参数、在此情况下是电机电流的一些时间走向曲线。辊电机6.1的电机电流的这些走向曲线基于在预定测量时间内的多个测量点。数学方法于是被用来顺滑多个测量点以获得在图2.1至图2.3中的显著的曲线走向。在此情况下,传感器机构6.2被用来测量在不同的工作状态下的辊电机6.1的电机电流。第一工作状态代表电机电流的正常时间走向曲线。相比之下选择如下的工作状态,在此已知产生了润湿不足。包含润湿不足的电机电流的时间走向曲线均作为虚线曲线走向被示出。
38.因此在图2.1中,在正常状态下和伴随由润湿导丝器4.1的供应管线内的气泡产生的润湿不足的辊电机6的电机电流的时间走向曲线被比较。在此情况下,在辊电机6.1的电机电流中的显著不同的曲线走向可被记录下来。于是,丝线5的被润湿的丝线表面和干燥的丝线表面直接影响到辊6的驱动力矩并进而影响电机电流。
39.在图2.2中,由润湿导丝器4.1的脏污产生润湿不足。在这里,在正常过程中的和在伴随润湿不足的过程中的电机电流的曲线走向被比较并且具有明显区别。
40.图2.3示出如下状况,在此润湿不足由润湿时间中止造成。这样的中止例如可能是出故障的计量泵4.2的结果。在这里,辊电机6.1的电机电流的曲线也是截然不同的。
41.图2.1至图2.3仅示出润湿不足的一些实施例。原则上,可通过驱动参数的连续测量被发现的丝线润湿不足的起因有许多。作为驱动参数,可以通过传感器机构6.2个别测量并监视辊电机6.1的电机电流、电机速度或电机扭矩。但优选采集并分析在辊6驱动中可从辊电机6.1获得的所有驱动参数。
42.在图2.1至图2.3中举例示出的电机电流走向曲线被用来训练机器学习单元7.1的评估算法。与丝线润湿度相关的多个驱动参数值于是被提供给机器学习单元7.1以便能够借助评估算法执行有效的过程监视。这允许高概率地检测丝线润湿不足状态。
43.在图1所示的根据本发明的用于实施根据本发明的用于监视合成丝线的方法的设备的实施例中,仅示出了对实现本发明重要的熔体熔纺过程元素。在润湿之后,丝线通常通过牵伸、缠结或甚至卷曲操作来处理,从而被驱动辊6优选布置在处理顺序的末尾。因为丝线在熔纺过程中被卷绕以在最后形成筒子,故规定了被驱动辊6优选直接布置在卷绕机的卷绕位置之前。还已经确定了,用于查明润湿状态的合成丝线监视还可以通过测量该过程所牵涉的其它被驱动单元的尽量多的驱动参数并将其用于评估而被充分改善。为此,图3示意性示出根据本发明的用于执行用于监视合成丝线的方法的设备的另一实施例。
44.图3所示的实施例基本上与图1的实施例相同,因此在此将仅讨论不同之处。
45.在图3所示的实施例中,包括多个导丝盘9.1和9.2的导丝盘装置9布置在润湿装置4与被驱动辊6之间。在此情况下,丝线5在导丝盘9.1、9.2的周面上被引导。导丝盘9.1、9.2均通过导丝盘电机9.3、9.4以预定的圆周速度被驱动。导丝盘9.1被主要用来从熔纺装置1抽出丝线5。导丝盘9.2可以相对于导丝盘9.1具有改变的圆周速度以使丝线5被牵伸。
46.为了监视合成丝线5,传感器机构9.5、9.6分别被分配给导丝盘电机9.3和9.4。导丝盘装置9的传感器机构9.5、9.6和辊6的传感器机构6.2被连接至控制器10。润湿装置4也分配有传感器机构4.4,其例如以速度传感器的形式采集泵电机4.3的电机速度。传感器机构4.4也被连接至控制器10。
47.控制设备10并行接合至该驱动装置和致动器(在此未示出)以便控制熔纺过程。在控制器10内,通过传感器机构4.4、6.2、9.5和9.6产生的测量信号与各自驱动参数的测量值被集合在一起而形成数据流。传感器信号的数据流通过控制器10被提供给具有机器学习单元7.1的评估模块7。同时,在控制器10处的数据流被引导至数据库11,在这里存储有许多驱动参数历史值。
48.在评估模块7内,传感器信号的数据流被准备好并提供给机器学习单元7.1以便分析。在机器学习单元7.1内,传感器信号通过经过训练的评估算法被分析和评估以便能够检测丝线润湿状态和丝线润湿状态的变化。所述结果被提供给用户界面装置8以便显示各自丝线润湿状态或直接显示过程指令给操作者。
49.评估模块7被连接至数据库11以提供进一步训练给机器学习单元7.1,尤其在过程改变或产品改变的情况下。因此,无误或有误的过程的驱动参数历史值可补充有传感器信号的数据流并且可被用于进一步训练机器学习单元。
50.在图3所示的实施例中,带有评估算法的机器学习单元被首先进一步训练以便能够使用润湿装置4的和导丝盘装置9的驱动参数以便分析。在图4中示意性地比较伴随无误的正常过程和润湿不足的有误过程的润湿装置4的泵电机4.3的电机电流的曲线走向。在此情况下,润湿装置4的气泡造成有缺陷的过程的产生。泵电机4.3的电机电流的有缺陷的过程的曲线走向作为虚线曲线走向被示出。在此也可识别在正常过程与伴随丝线润湿不足的过程之间的显著区别。伴随丝线润湿不足的泵电机4.3的电机电流的曲线走向以虚线被示出。
51.在图5和图6中,伴随丝线润湿不足和正常过程的导丝盘电机9.3、9.4的电机电流的曲线走向被比较。在这里,有缺陷的过程的曲线走向也以虚线被示出。图5中的导丝盘9.1的和图6的导丝盘9.2的电机电流的曲线走向的比较可以识别出被气泡扰乱的过程与正常过程之间的区别。
52.泵电机4.3的和导丝盘电机9.3、9.4的电机电流的如图4至图6所示的曲线轮廓是示例性的。原则上,也可以借助各自驱动装置的电机扭矩或电机速度的曲线走向识别有误过程与无误过程之间的这样的区别。在此情况下,用于记录驱动参数的测量点的时间间隔位于小于100msec的范围内。因此所产生的驱动参数测量值被用来训练机器学习单元7.1和评估算法,以从图3的实施例的传感器信号的数据流获得各自丝线润湿状态的分析。源自润湿装置4、导丝盘装置9和辊的这些驱动参数允许各自丝线润湿状态直接在线上过程中以最高可能概率被确定。这样一来,此时产生丝线质量不足的相对长的状态可被显著缩减至最短被抑制。用户界面装置8于是允许直接的信息交换和操作者的直接过程干预。
53.但是,根据本发明的方法和根据本发明的设备不限于仅识别可能有的对丝线的有误润湿。原则上,也可以监视丝线润湿的均匀性,该均匀性也可能受到其它参数例如温度、湿气、空气流等的影响。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。