1.本实用新型涉及砂型结构技术领域,尤其涉及一种节省砂料的砂型结构。
背景技术:
2.砂模铸造是应用广泛的铸造形式。需要预先制造砂模,将砂模放入砂箱后,向砂模和砂箱之间的空隙填充耐高温颗粒,对砂模侧壁进行支撑,然后再向砂模中浇注金属液。砂模的型腔上通常形成有排气管道和浇口杯,型腔和排气管道、浇口杯呈连通状态,从而以实现顺利浇铸。但是为了形成排气管道,需要使用大量的覆膜砂;而覆膜砂价格较高,会导致生产成本较高;且覆膜砂中还含有树脂、添加剂等成份,不易回收利用,提高回收成本,容易造成覆膜砂浪费和环境污染。另外在浇铸时,往往存在合模不紧密,容易漏铁水的问题;会浪费大量铁水,另外铁水温度较高,漏液后往往会导致覆膜砂模型崩坏,影响铸件生产和合格率。
技术实现要素:
3.为解决背景技术中存在的技术问题,本实用新型提出一种节省砂料的砂型结构。
4.本实用新型提出的一种节省砂料的砂型结构,包括:砂模和排气管,砂模内部设有型腔,所述型腔上设有浇口杯和排气孔,排气管一端与所述排气孔连通且通过热熔胶粘接在砂模上。
5.优选地,砂模包括第一模体和第二模体,所述第一模体和所述第二模体合模共同形成所述型腔。
6.优选地,所述浇口杯位于所述型腔顶部且由第一模体和第二模体共同形成。
7.优选地,排气孔位于砂模顶部。
8.优选地,排气管竖直布置,排气管上端与浇口杯上端位于同一水平面上。
9.优选地,排气管与砂模通过热熔胶密封配合。
10.优选地,排气管和砂模的连接处外周包覆有耐高温胶黏剂。
11.本实用新型中,所提出的节省砂料的砂型结构,包括:砂模和排气管,砂模内部设有型腔,所述型腔上设有浇口杯和排气孔,排气管一端与所述排气孔连通且通过热熔胶粘接在砂模上。通过上述优化设计的节省砂料的砂型结构,省去了合模形成的排气管道部分,大幅降低覆膜砂的用量,从而节省成本,并且避免了由于排气管道存在,造成合模不紧,致使浇铸铁水时铁水容易封堵的问题;通过排气管与排气孔相连,使得型腔、排气管、浇口杯连通,从而实现浇铸。
附图说明
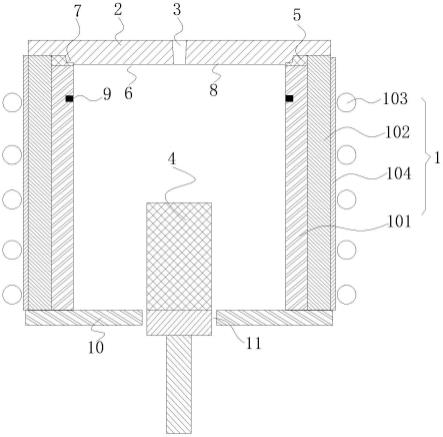
12.图1为本实用新型提出的一种节省砂料的砂型结构的砂模结构示意图。
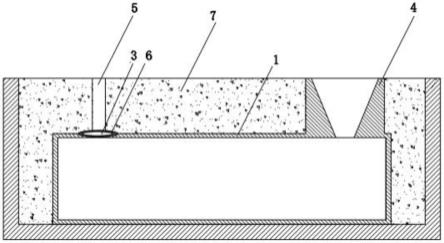
13.图2为本实用新型提出的一种节省砂料的砂型结构浇注时的结构示意图。
具体实施方式
14.如图1和2所示,图1为本实用新型提出的一种节省砂料的砂型结构的砂模结构示意图,图2为本实用新型提出的一种节省砂料的砂型结构浇注时的结构示意图。
15.参照图1和2,本实用新型提出的一种节省砂料的砂型结构,包括:砂模和排气管5,砂模内部设有型腔,所述型腔上设有浇口杯4和排气孔3,排气管5一端与所述排气孔3连通且通过热熔胶粘接在砂模上。
16.本实施例的节省砂料的砂型结构的具体铸造过程中,首先,砂模合模后放入砂箱内,然后将排气管安装在排气孔处,接着向砂箱内填充砂砾,使得排气管上端和浇口杯上端露出,最后通过浇口杯向型腔内进行浇注。
17.在本实施例中,所提出的节省砂料的砂型结构,包括:砂模和排气管,砂模内部设有型腔,所述型腔上设有浇口杯和排气孔,排气管一端与所述排气孔连通且通过热熔胶粘接在砂模上。通过上述优化设计的节省砂料的砂型结构,省去了合模形成的排气管道部分,大幅降低覆膜砂的用量,从而节省成本,并且避免了由于排气管道存在,造成合模不紧,致使浇铸铁水时铁水容易封堵的问题;通过排气管与排气孔相连,使得型腔、排气管、浇口杯连通,从而实现浇铸。
18.在具体实施方式中,砂模包括第一模体1和第二模体2,所述第一模体1和所述第二模体2合模共同形成所述型腔。为了便于浇口杯加工,所述浇口杯4位于所述型腔顶部且由第一模体1和第二模体2共同形成。
19.此外,排气孔3位于砂模顶部。进一步地,排气管5竖直布置,排气管5上端与浇口杯4上端位于同一水平面上。
20.本发明省去了合模形成的排气管部分,可以大幅降低覆膜砂的用量,从而节省成本;通过排气管与排气孔相连,使得型腔、排气管、浇口杯连通,从而实现浇铸;设置排气管可以避免浇铸铁水时,铁水容易封堵的问题,实现浇铸顺畅。
21.由于省去了合模形成的排气管部分,会增加需要连接的部位,从而增加了漏铁水的风险;可以采用胶水对各连接处进行粘接密封,但是常规铸造用胶水粘结固化耗时较长,会降低加工效率,且覆膜砂壳型、排气管的材质不同,常规铸造用胶水其连接牢度较差,连接处稳定性不高,易造成连接处漏铁水的问题。
22.在排气管固定到排气孔处的具体安装方式中,排气管5与砂模通过热熔胶密封配合;利用热熔胶低温时呈固态,高温时成液态,黏合强度大、粘接速度快的特性,实现连接部位、合模缝隙的快速粘接密封,从而缩短工作时间,提高工作效率、连接牢度和连接处稳定性。另外热熔胶不含溶剂和水分,可以避免常规铸造用胶水在浇铸时,胶水中的溶剂或水分容易造成浇铸发气的问题。
23.进一步地,排气管5和砂模的连接处外周包覆有耐高温胶黏剂6;浇铸时可以将转变成液态的热熔胶密封在耐高温胶黏剂层下面,从而解决漏铁水的问题。
24.根据模板形状的不同,所述型腔具有多种形状,可以是矩形、圆形等,也可以是不规则形状。根据型腔的形状可以设置一个或多个排气管和排气孔,从而改善壳型的排气性,减少铸件中大气孔缺陷的产生,提高产品合格率。排气孔可以设置在型腔的相对较高的位置,便于气体的排出。上述排气管的材质可以为耐高温陶瓷材料。
25.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种节省砂料的砂型结构,其特征在于,包括:砂模和排气管(5),砂模内部设有型腔,所述型腔上设有浇口杯(4)和排气孔(3),排气管(5)一端与所述排气孔(3)连通且通过热熔胶粘接在砂模上。2.根据权利要求1所述的节省砂料的砂型结构,其特征在于,砂模包括第一模体(1)和第二模体(2),所述第一模体(1)和所述第二模体(2)合模共同形成所述型腔。3.根据权利要求2所述的节省砂料的砂型结构,其特征在于,所述浇口杯(4)位于所述型腔顶部且由第一模体(1)和第二模体(2)共同形成。4.根据权利要求1-3任一项所述的节省砂料的砂型结构,其特征在于,排气孔(3)位于砂模顶部。5.根据权利要求1所述的节省砂料的砂型结构,其特征在于,排气管(5)竖直布置,排气管(5)上端与浇口杯(4)上端位于同一水平面上。6.根据权利要求1所述的节省砂料的砂型结构,其特征在于,排气管(5)与砂模通过热熔胶密封配合。7.根据权利要求6所述的节省砂料的砂型结构,其特征在于,排气管(5)和砂模的连接处外周包覆有耐高温胶黏剂(6)。
技术总结
本实用新型公开了一种节省砂料的砂型结构,包括:砂模和排气管,砂模内部设有型腔,所述型腔上设有浇口杯和排气孔,排气管一端与所述排气孔连通且通过热熔胶粘接在砂模上。通过上述优化设计的节省砂料的砂型结构,省去了合模形成的排气管道部分,大幅降低覆膜砂的用量,从而节省成本,并且避免了由于排气管道存在,造成合模不紧,致使浇铸铁水时铁水容易封堵的问题;通过排气管与排气孔相连,使得型腔、排气管、浇口杯连通,从而实现浇铸。从而实现浇铸。从而实现浇铸。
技术研发人员:陈凡 董勇 陈寅恪
受保护的技术使用者:宁国科博尔智能机床有限公司
技术研发日:2021.12.28
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。