1.本实用新型涉及直升机制造技术领域,具体为直升机机身复合材料预浸料制备装置。
背景技术:
2.直升机具有垂直升降、悬停、小速度向前或向后飞行的特点,缺点是速度低、耗油量较高、航程较短,是典型的军民两用产品,可以广泛的应用在运输、巡逻、旅游、救护等多个领域,直升机设计侧重降低飞机重量与提高结构强度,制造复杂的机身和飞机其他部件,需要使用越来越轻、越来越坚固的材料,这些材料是复合材料。
3.然而传统的直升机复合材料预浸料制备装置在使用过程中,由于不能定量化制备预浸料,难以及时停止预浸料制备,导致容易出现过量制备预浸料现象,需额外消耗能源成本以储存多余预浸料,增加预浸料制备成本。鉴于此,我们提出直升机机身复合材料预浸料制备装置。
技术实现要素:
4.本实用新型的目的在于提供直升机机身复合材料预浸料制备装置,以解决上述背景技术中提出由于不能定量化制备预浸料,难以及时停止预浸料制备,导致容易出现过量制备预浸料现象,需额外消耗能源成本以储存多余预浸料,增加预浸料制备成本的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.直升机机身复合材料预浸料制备装置,包括机架,所述机架的一端转动安装有织物卷辊,所述机架的一端位于所述织物卷辊的正上方转动安装有薄膜卷辊,所述机架上靠近所述薄膜卷辊一侧由前至后依次设置有引膜筒组、裁切器a、若干间隔的导膜筒组与电动推杆,所述电动推杆的伸缩端转动安装有压料辊,所述机架上端靠近所述织物卷辊一侧由前至后依次设置有引织物辊组、裁切器b、粘合剂储箱、涂剂辊组、填料液储箱、若干间隔的涂液辊组与电机,所述引膜筒组与引织物辊组的侧面均固定安装有圈数传感器,所述电机的驱动轴固定安装有牵料辊,所述粘合剂储箱的内部固定安装有抽泵a,所述抽泵a的出口端固定连通有出剂嘴,所述机架的侧面固定安装有控制器,所述填料液储箱的内部固定安装有抽泵b,所述抽泵b的出口端固定连通有出液嘴。
7.优选的,所述圈数传感器的输出端电性连接于所述控制器的输入端,所述控制器的输出端电性连接于所述裁切器a与裁切器b的输入端。
8.优选的,所述引膜筒组、导膜筒组、引织物辊组、涂剂辊组与涂液辊组均有两个滚筒组成,所述滚筒转动安装于所述机架上。
9.优选的,所述出剂嘴的侧面固定设置有电磁阀a,所述控制器的输出端电性连接于所述抽泵a与电磁阀a的输入端。
10.优选的,所述出液嘴的侧面固定设置有电磁阀b,所述控制器的输出端电性连接于所述抽泵b与电磁阀b的输入端。
11.优选的,所述粘合剂储箱与填料液储箱的表面均固定连通有加料管,所述加料管的一端活动铰接有密封盖。
12.优选的,所述控制器的输出端电性连接于所述电机与电动推杆的输入端。
13.与现有技术相比,本实用新型的有益效果是:
14.本实用新型能够根据所需长度制备预浸料,实现预浸料的定量化制备,便于及时停止预浸料制备,有效避免容易出现过量制备预浸料现象,无需额外消耗能源成本以储存多余预浸料,有利于节省预浸料制备成本。
附图说明
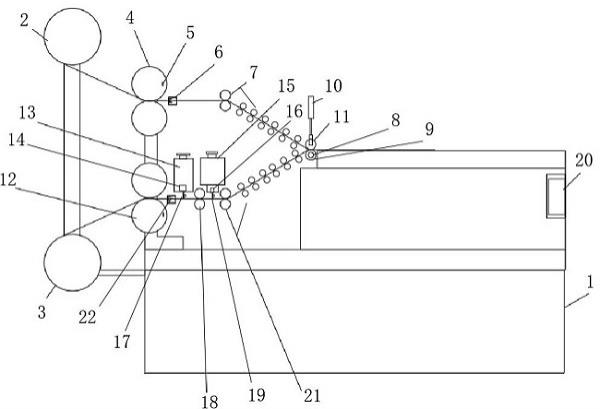
15.图1为直升机机身复合材料预浸料制备装置的结构示意图;
16.图2为直升机机身复合材料预浸料制备装置中控制器的原理示意图。
17.图中:1、机架;2、薄膜卷辊;3、织物卷辊;4、引膜筒组;5、圈数传感器;6、裁切器a;7、导膜筒组;8、电机;9、牵料辊;10、电动推杆;11、压料辊;12、引织物辊组;13、粘合剂储箱;14、抽泵a;15、填料液储箱;16、抽泵b;17、出剂嘴;18、涂剂辊组;19、出液嘴;20、控制器;21、涂液辊组;22、裁切器b。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-图2所示,本实用新型提供的一种技术方案:
20.直升机机身复合材料预浸料制备装置,包括机架1,机架1的一端转动安装有织物卷辊3,机架1的一端位于织物卷辊3的正上方转动安装有薄膜卷辊2,机架1上靠近薄膜卷辊2一侧由前至后依次设置有引膜筒组4、裁切器a6、若干间隔的导膜筒组7与电动推杆10,电动推杆10的伸缩端转动安装有压料辊11,机架1上端靠近织物卷辊3一侧由前至后依次设置有引织物辊组12、裁切器b22、粘合剂储箱13、涂剂辊组18、填料液储箱15、若干间隔的涂液辊组21与电机8,引膜筒组4与引织物辊组12的侧面均固定安装有圈数传感器5,电机8的驱动轴固定安装有牵料辊9,粘合剂储箱13的内部固定安装有抽泵a14,抽泵a14的出口端固定连通有出剂嘴17,机架1的侧面固定安装有控制器20,填料液储箱15的内部固定安装有抽泵b16,抽泵b16的出口端固定连通有出液嘴19。
21.作为本实施例中的一种优选的实施方式,如图2所示,圈数传感器5的输出端电性连接于控制器20的输入端,控制器20的输出端电性连接于裁切器a6与裁切器b22的输入端,使得圈数传感器5能够将监测的圈数信息传输至控制器20,控制器20根据圈数信息控制裁切器a6与裁切器b22运行。
22.作为本实施例中的一种优选的实施方式,如图1所示,引膜筒组4、导膜筒组7、引织物辊组12、涂剂辊组18与涂液辊组21均有两个滚筒组成,滚筒转动安装于机架1上。
23.作为本实施例中的一种优选的实施方式,出剂嘴17的侧面固定设置有电磁阀a,控制器20的输出端电性连接于抽泵a14与电磁阀a的输入端,达到了便于控制抽泵a14与电磁
阀a运行的目的。
24.作为本实施例中的一种优选的实施方式,出液嘴19的侧面固定设置有电磁阀b,控制器20的输出端电性连接于抽泵b16与电磁阀b的输入端,便于控制抽泵b16与电磁阀b运行。
25.作为本实施例中的一种优选的实施方式,如图1所示,粘合剂储箱13与填料液储箱15的表面均固定连通有加料管,加料管的一端活动铰接有密封盖,便于将加料管进行密封。
26.作为本实施例中的一种优选的实施方式,如图2所示,控制器20的输出端电性连接于电机8与电动推杆10的输入端,达到了便于控制电动推杆10运行的目的。
27.本实施例的装置在使用时,在控制器20上预设所制得的预浸料长度,拉动薄膜卷辊2上的塑料薄膜与织物卷辊3上的织物,使得塑料薄膜依次穿过引膜筒组4、裁切器a6与导膜筒组7,开启抽泵a14与抽泵b16,打开电磁阀a与电磁阀b,织物依次穿过引织物辊组12、裁切器b22、涂剂辊组18与涂液辊组21,通过抽泵a14将粘合剂抽至经过的织物表面,利用涂剂辊组18使得粘合剂均匀涂抹于织物表面上,通过抽泵b16将填料液抽至经过的织物表面,利用涂液辊组21使得填料液均匀涂抹于织物表面,使用电动推杆10带动压料辊11下压于织物与塑料薄膜贴附端头,通过电机8驱动牵料辊9转动,能够持续对织物与塑料薄膜进行压合贴附处理,通过圈数传感器5实时监测引膜筒组4与引织物辊组12转动的圈数,控制器20根据圈数传感器5监测的圈数信息计算出所经过织物表面与塑料薄膜的长度,从而可获取制得的预浸料长度,得到所需长度的预浸料,若预浸料长度达到预设值时,控制器20控制裁切器a6与裁切器b22分别对塑料薄膜与织物进行裁切处理,待粘合剂涂抹结束后,关闭抽泵a14与电磁阀a,待填料液涂抹结束后,关闭抽泵b16与电磁阀b,待织物与塑料薄膜进行压合贴附结束后,关闭电机8即可。
28.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。