1.本发明涉及六氟磷酸锂的罐装技术领域,具体为全自动锂盐罐装机。
背景技术:
2.六氟磷酸锂(锂盐)是锂电池电解液主要原料,包装、运输过程中要避免接触空气,否则会破坏产品品质,还会生成酸雾破坏环境,现在行业采用的包装容器是钢制容器,然后充入氮气进行保护,钢制容器的罐体口设置有球阀进行密封,球阀顶部通过四个螺栓固定有盲板,通过对盲板的拆卸来进行电解液的罐装。
3.现有的电解液生产以及灌装方式都是通过人工操作,具体流程包括手动拧开螺栓开启盲板,使进料口与容器对接,同时开启氮气充气,而后打开手动球阀进行物料填充,填充完成后关闭手动球阀并清理接口,最终封闭盲板拧上螺栓;整个过程操作繁琐且生产效率底下,同时又无法完全隔绝六氟磷酸锂所产生的有毒气体,使得操作环境较为恶劣,也容易影响产品质量。
技术实现要素:
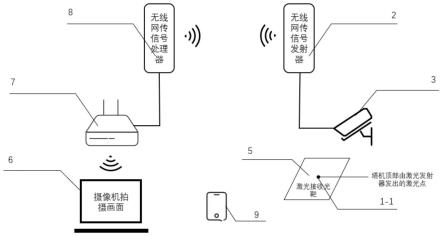
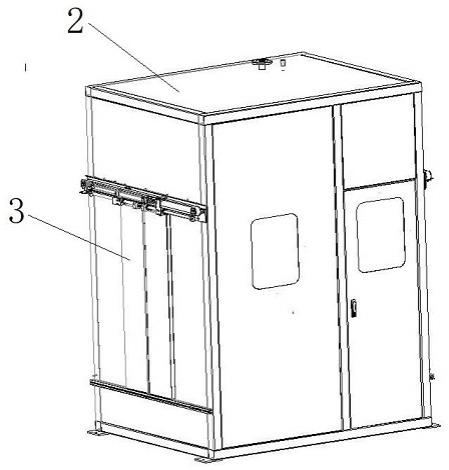
4.为解决上述问题,本发明提供如下技术方案:全自动锂盐罐装机,包括拍照装置;其特征在于:还包括罐装小屋,所述拍照装置设置于罐装小屋顶部,所述罐装小屋两侧均设置有密封门;还包括自动运桶装置和旋转定位装置,所述自动运桶装置连接两道所述密封门,所述旋转定位装置设置于所述自动运桶装置两侧;还包括自动开盲板机构和入料对接机构,所述自动开盲板机构和所述入料对接机构均通过滑动板与滑动导轨安装于所述罐装小屋顶部。
5.较佳的,所述自动运桶装置架设有两条平行的导轨,所述导轨两端设置有链条输送机;所述旋转定位装置包括第一定位支架、第二定位支架和定位平台,所述定位平台安装于所述第一定位支架和所述第二定位支架之间;所述第一定位支架和所述第二定位支架均相对设置有四个抱紧滚轮,所述第一定位支架后端设置有旋转马达,所述旋转马达通过皮带轮与所述抱紧滚轮相连接。
6.较佳的,所述定位平台底部设置有气缸。
7.较佳的,所述自动开盲板机构包括安装板,所述安装板下方固定有支撑环,所述支撑环上通过支撑板固定有升降气缸;还包括升降平台,所述升降平台设置于所述支撑环内部,与所述升降气缸相连接。
8.较佳的,所述升降平台上设置有四根伸缩套管组件,中心处设置有吸盘,所述吸盘与所述伸缩套管组件长度相同;还包括四组螺母夹具,所述螺母夹具固定于所述支撑环底部,并与所述伸缩套管组件相对应;所述伸缩套管组件顶部设置有气动马达,所述伸缩套管组件底部设置有螺栓旋转工装。
9.较佳的,所述螺母夹具包括气缸和夹紧件,所述夹紧件活动安装于所述气缸下端。
10.较佳的,所述入料对接机构包括连接管组、入料管和气动球阀;所述入料管通过入
料安装板与所述滑动板连通,所述气动球阀通过法兰安装于所述入料管下方,所述连接管组通过所述法兰固定于所述气动球阀下方;所述入料安装板通过气缸与所述滑动板活动连接。
11.较佳的,所述连接管组内部设置有三层管道,最内部为物料管,所述物料管与所述气动球阀相连通;还包括外接管和外套管,所述外接管套设于所述物料管外部,所述外套管套设于所述外接管外部;所述外接管侧向延伸有圆柱形集气罩。
12.较佳的,还包括两根抽风管和两根进气管,两根所述进气管分别从侧边与所述外套管、所述物料管相连通,两根所述抽风管分别从侧边与所述外接管和所述集气罩相连通。
13.较佳的,所述入料对接机构最外侧设置有自动拧球阀装置,所述自动拧球阀装置顶端为气动滑台,所述气动滑台下端固定有连接杆;还包括旋转装置,所述旋转装置包括气动马达和伸缩套筒,所述伸缩套筒顶部为球阀卡紧工装。
14.与现有技术相比,本发明的有益效果是:1、整个罐装过程都在密闭空间中进行,两侧通过封闭门进出,防止包装过程中的有害气体外泄;2、通过相机工位、自动开盲板机构和自动对接机构安装在顶部同一块滑动板上,由伺服马达驱动实现多工位的切换,并能通过相机工位对盲板进行拍照找到定位点,根据定位点进行工序的对接,使得整个灌装过程自动化,避免了手动的工序,降低了气体泄露的风险;3、对容器盲板实现全自动开启和闭合,利用接机构外部与上游物料管道连接,在实现入料管道与包装桶阀门的精确对接时,还能通过管道的多层结构形成吹气通道和吸气通道,有效防止飞尘物料粉尘粘到罐体的球阀阀芯与盲板之间的通道管壁上。
附图说明
15.图1为本发明罐装小屋整体示意图;图2本发明罐装小屋内部装置整体示意图;图3本发明自动运桶装置及旋转定位装置结构图;图4本发明自动运桶装置仰视图;图5本发明自动开盲板机构整体示意图;图6本发明自动开盲板机构及与桶配合状态示意图;图7本发明自动开盲板机构侧视图;图8本发明自动开盲板机构局部结构放大图;图9本发明入料对接机构整体结构示意图;图10本发明连接管组结构放大图;图11本发明旋转装置结构放大图;图12本发明集气罩结构示意图;图中:1拍照装置、2罐装小屋、3密封门、4自动运桶装置、401导轨、402链条输送机、5旋转定位装置、501第一定位支架、502第二定位支架、503定位平台、504抱紧滚轮、505旋转马达、506皮带轮、507同步带、508气缸、6自动开盲板机构、601安装板、602支撑环、603支撑板、604升降气缸、605升降平台、606伸缩套管组件、6061吸盘、6062螺母夹具、6063夹紧件、
6064伸缩气缸、607螺栓旋转工装、7入料对接机构、701连接管组、7011物料管、7012外接管、7013外套管、7014集气罩、702入料管、703气动球阀、704法兰、705抽风管、706进气管、707入料气缸、71自动拧球阀装置、711气动滑台、712连接杆、713旋转装置、714气动马达、715伸缩套筒、716球阀卡紧工装、8滑动板、9滑动导轨。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.如图1-12所示,全自动锂盐罐装机,包括拍照装置1;还包括罐装小屋2,所述罐装小屋2两侧均设置有密封门3;密封门3通过电动气缸控制开合,且密封门3带有密封条以保证其密封性,还包括自动运桶装置4和旋转定位装置5,所述自动运桶装置4的两端与两道所述密封门3相抵,确保罐装桶在进入罐装小屋2的同时,即可落于自动运桶装置4上;所述旋转定位装置5设置于所述自动运桶装置4两侧,用于对定位完成的罐装桶进行卡紧和旋转;还包括自动开盲板机构6和入料对接机构7,所述自动开盲板机构6和所述入料对接机构7均通过滑动板8与滑动导轨9安装于所述罐装小屋2顶部。
18.罐装第一步,将罐装桶固定:所述自动运桶装置4架设有两条平行的导轨401,所述导轨401两端设置有链条输送机402,并由电机作为驱动,链条输送机402的链条穿过导轨401,且部分链条裸露于导轨401外部;所述旋转定位装置5包括第一定位支架501、第二定位支架502和定位平台503,所述定位平台503安装于所述第一定位支架501和所述第二定位支架502之间;所述第一定位支架501和所述第二定位支架502均相对设置有四个抱紧滚轮504,所述第一定位支架501后端设置有旋转马达505,所述旋转马达505通过皮带轮506以及同步带507与所述抱紧滚轮504相连接。所述定位平台503底部设置有气缸508。罐装桶通过链条输送机402输送至定位平台503正上方,此时底部的气缸508控制定位平台503上升,将罐装桶顶起,而两侧的第一定位支架501和第二定位支架502均通过底部的直线导轨(型号hgw30cc, hg系列法兰型30mm重负荷上或下锁式滑块,由大银微系统股份有限公司生产)向罐装桶方向夹紧,由此,实现对罐装桶的固定,此时抱紧滚轮504与罐装桶相抵。
19.罐装第二步,开启盲板:所述自动开盲板机构6包括安装板601,所述安装板601下方固定有支撑环602,所述支撑环602上通过支撑板603固定有升降气缸604;还包括升降平台605,所述升降平台605设置于所述支撑环602内侧,与所述升降气缸604相连接。所述升降平台605上设置有四根伸缩套管组件606,中心处设置有吸盘6061,所述吸盘6061与所述伸缩套管组件606长度相同;还包括四组螺母夹具6062,所述螺母夹具6062固定于所述支撑环602底部,并与所述伸缩套管组件606相对应;所述伸缩套管组件606顶部设置有气动马达714(型号为qpg52,斜齿行星减速型外径52mm防爆小型气动马达,由瑞安市欧旭机械厂生产)所述伸缩套管组件606底部设置有螺栓旋转工装607。所述螺母夹具6062包括伸缩气缸6064和夹紧件6063,所述夹紧件6063活动安装于所述伸缩气缸6064下端。
20.罐装桶的入料口处分别设置有手动球阀以及圆片型盲板,圆片型盲板通过四组均匀分配的螺栓组固定在手动球阀上;因此需要首先将盲板取下。由于此时罐装桶已经处于
预设位置,顶部的拍照装置即对盲板顶部的螺栓位置进行拍照,并上传螺栓的中心坐标,与螺栓旋转工装607的预设坐标是否对应,如不对应,则控制旋转马达505令抱紧滚轮504转动,使罐装桶自转至对应坐标。当确定了螺栓与螺栓旋转工装607相对应后,升降气缸604控制升降平台605下降,使螺栓旋转工装607卡住于螺栓外部,由于伸缩套管组件606内部衔接有弹簧,且弹簧根部设置有电感式接近开关,若螺栓旋转工装607没有与螺栓完全契合,则会将弹簧向上顶起,接触到电感式接近开关,此时螺栓旋转工装607会在气动马达714控制下进行自转微调,直至弹簧不再受力,电感式接近开关关闭,此时吸盘6061也吸附于盲板正中心。
21.当螺栓旋转工装607到位时,伸缩气缸6064带动夹紧件6063向前推进,卡设在手动球阀与盲板衔接处底面的螺帽外部,由于夹紧件6063带有槽口,可以正好卡紧螺帽,而槽口底部又有两块限位板进行限位,防止螺帽掉落,因此当夹紧件6063前推到位后,上端的螺栓旋转工装607在气动马达714控制下进行自转,将所有螺栓与螺帽之间旋转分离,此时夹紧件6063回撤,升降气缸604控制升降平台605上升,即完成了盲板开启。
22.罐装第三步,手动球阀开启,完成入料:所述入料对接机构7包括连接管组701、入料管702和气动球阀703;所述入料管702通过入料安装板601与所述滑动板8连通,所述气动球阀703通过法兰704安装于所述入料管702下方,所述连接管组701通过所述法兰704固定于所述气动球阀703下方;所述入料安装板601通过入料气缸707与所述滑动板8活动连接。所述入料对接机构7最外侧设置有自动拧球阀装置71,所述自动拧球阀装置71顶端为气动滑台711(型号为mxw25-200b,带导杆型缸径12mm单作用式气缸,由上海天漾实业有限公司生产),所述气动滑台711下端固定有连接杆712;还包括旋转装置713,所述旋转装置713包括气动马达714和伸缩套筒715,所述伸缩套筒715顶部为球阀卡紧工装716。此时,入料对接机构7通过滑动导轨9平移至手动球阀上方,连接管组701位于手动球阀的正上方,而手动球阀的阀门通过罐装桶侧边的开口露出,通过拍照装置1对手动球阀的阀门进行坐标定位,并使其旋转至预设位置;旋转完成后,入料气缸707控制滑动板8下降,连接管组701与手动球阀顶部开口处相抵,球阀卡紧工装716与手动球阀的阀门位于同一水平线上。此时,气动滑台711带动旋转装置713向前推进,使球阀卡紧工装716的槽口与手动球阀的阀门相契合,通过伸缩套筒715内部设置的弹簧和电感式接近开关来确认是否对接到位,若没有到位,则气动马达714控制球阀卡紧工装716自转,直至与手动球阀的阀门契合,便可再次控制球阀卡紧工装716自转打开阀门。
23.所述连接管组701内部设置有三层管道,最内部为物料管7011,所述物料管7011与所述气动球阀703相连通;还包括外接管7012和外套管7013,所述外接管7012套设于所述物料管7011外部,所述外套管7013套设于所述外接管7012外部;所述外套管7013侧向延伸有圆柱形集气罩7014。还包括两根抽风管705和两根进气管706,两根所述进气管706分别从侧边与所述外套管7013、所述物料管7011相连通,两根所述抽风管705分别从侧边与所述外接管7012和所述集气罩7014相连通,两根抽风管705外接抽气泵,两根进气管706外接吹气泵。
24.在手动球阀阀门开启的同时,集气罩7014罩住手动球阀顶部的开口,物料管7011开启物料灌入,同时外接管7012开启抽气,外套管7013开启吹气,多层气道进行隔绝,以防止飞尘、物料和粉尘粘到手动球阀阀芯与盲板之间的通道管壁上。
25.当物料罐装完成,即可依次关闭手动球阀,入料对接机构7上升,自动开盲板机构6
下降将盲板安装到位,再上升,气缸508控制定位平台503下降,使罐装桶落回轨道,最终移出罐装小屋2。
26.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。