1.本发明属于金属制品生产线收线设备技术领域,尤其涉及一种电镀收线张力调节装置及其调节方法。
背景技术:
2.现有的电镀收线工艺在工作面和非工作面上调节张力气压时,一般共用一根主气管道供气,并在主气管道上设置一个总的手动调压阀来调节供气的最大气压,工作面和非工作面上的每个工位再设置一个手动调压阀,调压时根据每个工位上的钢丝实际张力来调节各自的手动调压阀。
3.但是,当更换钢丝规格时,如果工作面和非工作面的张力气压不一致,每个工位处的手动调节阀都需要重新调节,重复工作量大,而且可能存在漏调使钢丝张力不均、张力偏大等现象,同时还容易浪费压缩空气。
技术实现要素:
4.针对上述技术问题,本发明提供一种电镀收线张力调节装置,用以解决电镀收线工艺在工作面和非工作面上调节张力气压时,重复工作量大且容易漏调使钢丝张力不均、张力偏大的问题。
5.本发明提供一种电镀收线张力调节装置,包括:收线工作面、收线非工作面、plc控制柜和可视操作台,收线工作面包括第一自动调压阀、第一主气管道和多个第一手动调压阀,第一自动调压阀的出气口与第一主气管道的入口联通,每个第一手动调压阀对应收线工作面上的一个工位,多个第一手动调压阀沿着第一主气管道的延伸方向依次布置,且每个第一手动调压阀的入气口与第一主气管道的侧部联通,收线非工作面包括第二自动调压阀、第二主气管道和多个第二手动调压阀,第二自动调压阀的出气口与第二主气管道的入口联通,每个第二手动调压阀对应收线非工作面上的一个工位,多个第二手动调压阀沿着第二主气管道的延伸方向依次布置,且每个第二手动调压阀的入气口与第二主气管道的侧部联通,plc控制柜分别与第一自动调压阀和第二自动调压阀通信连接,用于分别控制第一自动调压阀和第二自动调压阀的出气口的张力气压,plc控制柜还包括寄存器,寄存器用于存储钢丝各规格的直径所对应需要的第一自动调压阀和第二自动调压阀的出气口的张力气压,可视操作台与plc控制柜通信连接,可视操作台包括触控显示屏,用于向该plc控制柜手动输入待生产钢丝的直径规格,并显示出待生产钢丝的直径规格所对应需要的该第一自动调压阀和该第二自动调压阀的出气口的张力气压。
6.可选的,第一主气管道和第二主气管道平行设置。
7.可选的,第一自动调压阀和第二自动调压阀采用相同型号规格的自动调压阀。
8.可选的,第一手动调压阀和第二手动调压阀采用相同型号规格的手动调压阀。
9.本发明还提供一种电镀收线张力调节方法,用于调节上述任一电镀收线张力调节装置,包括以下步骤:
s1:首先,通过触控显示屏向寄存器内预先存入各规格待生产钢丝的直径所对应需要的第一自动调压阀和第二自动调压阀的出气口的张力气压;s2:然后,输入待生产钢丝的直径规格,plc控制柜通过寄存器自动选择出第一自动调压阀和第二自动调压阀的出气口的张力气压值,并分别发送通讯信号至第一自动调压阀和第二自动调压阀;s3:接着,第一自动调压阀在收到plc控制柜的通讯信号后自动调节控制第一主气管道的气压,第二自动调压阀在收到plc控制柜的通讯信号后自动调节控制第二主气管道的气压;s4:最后,若收线工作面任一工位处的张力气压出现偏差时,通过微调相应工位处的第一手动调压阀即可,若收线非工作面任一工位处的张力气压出现偏差时,通过微调相应工位处的第二手动调压阀即可。
10.与现有技术相比,本发明提供的电镀收线张力调节装置采用自动调压阀配合主气管道的两套组合分别独立控制工作面和非工作面上的各工位处最大张力气压以限定钢丝张力,使钢丝张力保持各处均匀,有效保证了收线过程稳步进行,极大提高了钢丝的生产质量,同时利用plc控制柜和可视操作台实现自动调压阀自动调节气压,减少了人力成本投入,提高了工作效率,保证了工人的劳动安全。
11.本发明提供的电镀收线张力调节方法,操作方便,安全可靠,自动化程度较高,生产的钢丝质量较好。
附图说明
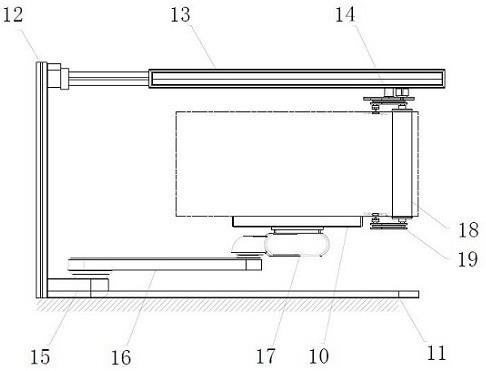
12.图1为本发明一实施例的电镀收线张力调节装置的结构示意图。
具体实施方式
13.为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
14.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
15.请参照图1,一种电镀收线张力调节装置100,包括:收线工作面1、收线非工作面2、plc控制柜3和可视操作台4。
16.收线工作面1包括第一自动调压阀11、第一主气管道12和多个第一手动调压阀13,第一自动调压阀11的出气口与第一主气管道12的入口联通,每个第一手动调压阀13对应收线工作面1上的一个工位,多个第一手动调压阀13沿着第一主气管道12的延伸方向依次布置,且每个第一手动调压阀13的入气口与第一主气管道12的侧部联通。一般更换钢丝规格后,待第一自动调压阀11的出气口气压自动调节后,只需微调收线工作面1上存在偏差的工位处的第一手动调压阀13即可。
17.收线非工作面2包括第二自动调压阀21、第二主气管道22和多个第二手动调压阀23,第二自动调压阀21的出气口与第二主气管道22的入口联通,每个第二手动调压阀23对
应收线非工作面上2的一个工位,多个第二手动调压阀23沿着第二主气管道22的延伸方向依次布置,且每个第二手动调压阀23的入气口与第二主气管道22的侧部联通。一般更换钢丝规格后,待第二自动调压阀21的出气口气压自动调节后,只需微调收线非工作面2上存在偏差的工位处的第二手动调压阀23即可。
18.plc控制柜3分别与第一自动调压阀11和第二自动调压阀21通信连接,用于分别控制第一自动调压阀11和第二自动调压阀21的出气口的张力气压,plc控制柜2还包括寄存器31,寄存器31用于存储待生产钢丝各规格的直径所对应需要的第一自动调压阀11和第二自动调压阀21的出气口的张力气压。
19.可视操作台4与plc控制柜3通信连接,用于向plc控制柜3输入钢丝的直径规格,并显示出待生产钢丝的直径规格所对应需要的第一自动调压阀11和第二自动调压阀21的出气口的张力气压。可选的,可视操作台4包括触控显示屏41,方便工人进行手动输入和显示,还能提高工人的劳动安全。
20.可选的,第一主气管道12和第二主气管道22平行设置。这样设置便于合理布局,节约生产场地。
21.可选的,第一自动调压阀11和第二自动调压阀21采用相同型号规格的自动调压阀。这样设置方便自动调压阀的采购和维护,以节约成本。
22.可选的,第一手动调压阀13和第二手动调压阀23采用相同型号规格的手动调压阀。这样设置方便手动调压阀的采购和维护,以节约成本。
23.本发明还提供一种电镀收线张力调节方法,用于调节上述的任一电镀收线张力调节装置,包括以下步骤:s1:首先通过触控显示屏41向寄存器31内预先存入各规格待生产钢丝的直径所对应需要的第一自动调压阀11和第二自动调压阀21的出气口的张力气压;这样预先存入可以避免工人记错参数。
24.s2:然后通过触控显示屏41手动输入待生产钢丝的直径规格,plc控制柜3通过寄存器31自动选择出第一自动调压阀11和第二自动调压阀21的出气口的张力气压值,并分别发送通讯信号至第一自动调压阀11和第二自动调压阀21;s3:接着第一自动调压阀11在收到plc控制柜3的通讯信号后自动调节控制第一主气管道12的气压,第二自动调压阀21在收到plc控制柜3的通讯信号后自动调节控制第二主气管道22的气压;这样自动调压既能保证压力参数调整的精度和速度,又能有效保障工人安全。
25.s4:最后若收线工作面1任一工位处的张力气压出现偏差时,通过微调相应工位处的第一手动调压阀13即可,若收线非工作面2任一工位处的张力气压出现偏差时,通过微调相应工位处的第二手动调压阀23即可。
26.本发明提供的电镀收线张力调节装置采用自动调压阀配合主气管道的两套组合分别独立控制工作面和非工作面上的各工位处最大张力气压以限定钢丝张力,使钢丝张力保持各处均匀,有效保证了收线过程稳步进行,极大提高了钢丝的生产质量,同时利用plc控制柜和可视操作台实现自动调压阀自动调节气压,减少了人力成本投入,提高了工作效率,保证了工人的劳动安全。
27.本发明提供的电镀收线张力调节方法,操作方便,安全可靠,自动化程度较高,生
产的钢丝质量较好。
28.本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。