1.本技术涉及机械技术领域,更具体地,涉及一种包装机的胶缸的胶皮清理装置。
背景技术:
2.在卷烟生产过程中,若包装机停机时间过长,胶缸中的胶水的表面将会凝固,形成一层胶皮,而胶缸的液位检测器利用的是距离传感工作原理,当卷烟生产正常进行时,胶缸胶皮下层的胶水被胶辊不断地带走、利用,所以凝固形成的胶皮会使得液位检测器误以为胶缸中胶水处于正常范围内。但是,现有的包装机(如yb65型条盒包装机)的液位检测器没有抗干扰的功能,不具备消除胶皮对距离传感器误导的功能,使得注胶嘴不再向胶缸中加注胶水,因此胶辊将逐渐裸露在外面,从而导致条盒没有胶点而引发“散包”这种严重的产品质量问题。
技术实现要素:
3.本技术提供一种包装机的胶缸的胶皮清理装置,清理凝固在胶水表面的胶皮,提高液位检测器的检测精度,为产品的质量提供坚实的基础。
4.本技术提供了一种包装机的胶缸的胶皮清理装置,包括清理部件、清理部件的驱动装置以及控制器;
5.清理部件的上端高于胶缸的最高液位线,清理部件的下端低于胶缸的最低液位线;
6.驱动装置与清理部件固定连接;
7.控制器与驱动装置信号连接。
8.优选地,驱动装置包括气缸和电磁换向阀;
9.气缸与电磁换向阀连接,气缸的活塞杆的端部与清理部件固定连接;
10.电磁换向阀与控制器信号连接。
11.优选地,驱动装置还包括气缸的第一状态传感器;
12.第一状态传感器与控制器信号连接;
13.气缸自第二状态转换成第一状态时触发第一状态传感器,第一状态传感器将触发信号发送给控制器,控制器向电磁换向阀发送断电指令。
14.优选地,驱动装置还包括气缸的第二状态传感器,第二状态传感器与控制器信号连接。
15.优选地,清理部件包括一体成型的手柄和手爪,手柄与手爪垂直,气缸的活塞杆的端部与手柄固定连接。
16.优选地,手柄和手爪的表面设有特氟龙涂覆层。
17.优选地,电磁换向阀为两位四通电磁换向阀,两位四通电磁换向阀处于第一位置时,气缸处于第一状态,气体从两位四通电磁换向阀的第一出气口排出;两位四通电磁换向阀处于第二位置时,气缸处于第二状态,气体从两位四通电磁换向阀的第二出气口排出。
18.优选地,第一出气口与调速阀连接。
19.优选地,控制器与电磁换向阀之间设有旁路开关。
20.优选地,两位四通电磁换向阀包括弹簧,两位四通电磁换向阀从第一位置转换为第二位置时,弹簧被压缩。
21.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
22.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
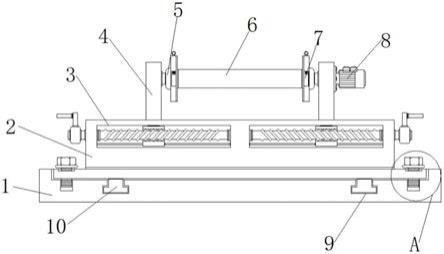
23.图1为本技术提供的包装机的胶缸的胶皮清理装置的结构图;
24.图2为本技术提供的驱动装置的气路控制图;
25.图3为本技术提供的胶皮清理装置的电气控制图。
具体实施方式
26.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
27.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
28.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
29.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
30.本技术提供一种包装机的胶缸的胶皮清理装置,清理凝固在胶水表面的胶皮,提高液位检测器的检测精度,为产品的质量提供坚实的基础。
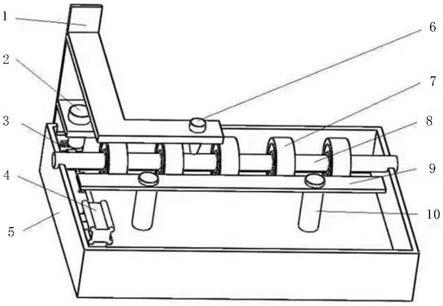
31.如图1所示,包装机上设有用于支撑胶缸5的机架1,胶缸5上相对两个侧面的顶端设有用于安装轴8的凹槽,轴8上间隔设有多个胶辊7,胶辊7的下半部分浸入胶水中,随着轴8的转动,胶辊7将胶水带走,用于对物料(如条盒)进行粘贴。胶缸5中设有支架10,用于支撑刮板9,刮板9与胶辊7之间设有一定空隙,当胶辊7上的胶水过多而接触到刮板9时,刮板9将多余的胶水刮除,刮板的设置可以控制胶辊上沾黏的胶水量,避免物料上胶水过多导致的溢胶现象。刮板9用于在需要的时候对胶辊7上的胶水进行清理。液位检测器2用于检测胶缸5内胶水的高度(即胶水的剩余量)。液位检测器2的检测范围覆盖胶缸的最低液位线与最高液位线之间的范围。机架1上安装有注胶嘴6,用于给胶缸5加注胶水。
32.如图1所示,本技术提供的胶皮清理装置包括清理部件3、清理部件的驱动装置以及控制器(图中未示出)。
33.清理部件3的上端高于胶缸的最高液位线,清理部件的下端低于胶缸的最低液位线。
34.作为一个实施例,如图1所示,清理部件3包括一体成型的手柄和手爪,手柄与手爪
垂直。作为一个实施例,手柄沉浸在胶缸5的最低液位线以下指定距离(如5mm)处,手柄的设置位置确保即使胶缸5的最低液位线处凝固有胶皮,胶皮也可以被清理。作为另一个实施例,手爪的“指尖”,位于胶缸5的最高液位线以上指定距离(如3mm)处,手爪的设置位置保证即使胶缸5的最高液位线处凝固有胶皮,胶皮也可以被清理。
35.优选地,手爪和手柄表面设有特氟龙涂覆层,特氟龙材料具有耐化学腐蚀、耐老化、无粘性、易清洁等优点,方便胶皮的清理。
36.驱动装置与清理部件固定连接,用于驱动清理部件对胶皮进行清理。
37.作为一个实施例,结合图1-3所示,驱动装置包括气缸4和电磁换向阀11。气缸4与电磁换向阀11连接,气缸4的活塞杆的端部与清理部件3固定连接。优选地,气缸4的活塞杆处于胶缸的最高液位线以上,防止胶水沾黏气缸的活塞杆的密封圈。电磁换向阀11与控制器信号连接。
38.如图3所示,作为一个实施例,控制器为包装机上的plc控制器。plc控制器的输出端子排上的一个引脚与电磁换向阀11的线圈的第一端连接,线圈的第二端接地。
39.优选地,驱动装置还包括气缸4的第一状态传感器和第二状态传感器。第一状态传感器和第二状态传感器分别与控制器信号连接。气缸4自第二状态转换成第一状态时触发第一状态传感器,第一状态传感器将触发信号发送给控制器,控制器向电磁换向阀11发送断电指令。气缸4自第一状态转换成第二状态时触发第二状态传感器,第二状态传感器将触发信号发送给控制器,在第二状态传感器具有触发信号的情况下,若控制器接收到包装机的开机信号,控制器向电磁换向阀发送换向指令,电磁换向阀换向,气缸开始动作(自第二状态转换成第一状态)。
40.作为一个实施例,第一状态为气缸的活塞杆处于收缩的状态(记为基本位),第二状态为气缸的活塞杆处于伸出的状态(记为工作位)。第一状态传感器用于检测气缸的活塞杆是否处于基本位,第二状态传感器用于检测气缸的活塞杆是否处于工作位。
41.如图2所示,电磁换向阀11为两位四通电磁换向阀,两位四通电磁换向阀处于第一位置(如图2中电磁换向阀的左侧)时,气缸处于基本位,气体从两位四通电磁换向阀的第一出气口排出,气缸4的活塞杆从收缩位置伸出,从基本位转换为工作位。两位四通电磁换向阀处于第二位置(如图2中电磁换向阀的右侧)时,气缸处于工作位,气体从两位四通电磁换向阀的第二出气口排出,气缸4的活塞杆从伸出位置收回,从工作位转换为基本位。
42.优选地,两位四通电磁换向阀包括弹簧,两位四通电磁换向阀从第一位置转换为第二位置时,弹簧被压缩。两位四通电磁换向阀断电后,弹簧的弹力使得两位四通电磁换向阀从第二位置转换为第一位置。
43.当包装机开机时,若胶皮清理装置的气缸在工作位,控制器接收到开机信号后,控制电磁换向阀11得电,用以将正压空气反向导通,气缸4缓慢退回,与此同时,气缸4的活塞杆上安装的清理部件将胶缸5内凝固形成的胶皮缓慢清理至一旁,防止凝固的胶皮对胶缸的液位检测器2产生不利影响,使得液位检测器误以为胶缸有胶,不再向胶缸加注胶水,从而产生条盒没有胶点而产生“条盒散包”的严重产品质量问题。
44.当气缸4的活塞杆退回至基本位时,触发第一状态传感器,第一状态传感器将触发信号传输给控制器,控制器控制电磁换向阀11自动断电,电磁换向阀依靠弹簧自动复位至第一位置,正压空气正向导通,气缸4缓慢伸出至工作位,等待下一次去除胶皮的动作。
45.当包装机停机时,无论该胶皮清理装置的气缸4处于哪个状态,控制器均控制电磁换向阀11失电,气缸4退回工作位,等待下一次动作。
46.优选地,如图2所示,两位四通电磁换向阀的第一出气口与调速阀12连接,保证气缸的活塞杆的伸出和退回两个动作都是缓慢进行的,防止运动速度过快,使得胶水溅出胶缸,污染设备表面。
47.优选地,如图3所示,plc控制器与电磁换向阀的线圈之间设有旁路开关13。需要频繁启停包装机时,停机期间内胶水不会凝固,无需去除胶皮,通过按动旁路开关13及时关闭电磁换向阀11,实现人为控制胶皮清理装置的功能。
48.虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。