一种高光泽高闪烁效果的abs复合材料及其制备方法
技术领域
1.本发明涉及通用树脂领域,提供了一种高光泽高闪烁效果abs复合材料及其制备方法,可广泛应用于汽车、家电等领域。
背景技术:
2.abs树脂是在聚苯乙烯树脂改性的基础上,在20世纪40年代发展起来得到的丙烯腈(a)、丁二烯(b)、苯乙烯(s)三元共聚物。由于abs是由三种单体共聚而成,故它能表现三种组分的协同性能。abs成粒状或粉状,密度为1.02~1.08g/cm3,无毒、无味,它的机械性能优良,有较好的冲击韧性,比之ps可提高3~5倍,尽管冲击性能对缺口有敏感性,但缺口敏感性却小于其他许多塑料,abs的刚度、硬度、疲劳强度均很好。综合以上优点,abs的应用领域十分广泛,在日常生产中常常采用加入pc,pmma等与abs共混制备成pc/abs,abs/pmma合金高光泽材料。
3.有报道公开了一种高光免喷涂abs/pmma共混合金及其制备方法,该专利采用的几种材料共混加工工艺的改进,来得到一种免喷涂的效果,不具有高闪烁的特性。
4.在其它的文献或者专利中,大多也基本上只是使用珠光或者银粉(铝颜料)制备了免喷涂效果,但是没有考虑到两者搭配,以及铝颜料的粒径变化对闪烁效果的影响。
技术实现要素:
5.基于abs免喷涂产品,本发明设计了一种高光泽高闪烁效果的abs复合材料,在普通高光abs的基础上,由abs树脂,高胶粉,pc树脂,pmma树脂,助剂,相容剂以及色粉、白色珠光和铝颜料组成,使用白色珠光粉颜料搭配不同粒径的铝颜料制作高光泽,高闪烁效果,本发明创新的通过对铝颜料粒径的优化选择,得到了一种白色珠光和铝颜料复配的方案,使制品具备优异的光泽和闪烁效果。
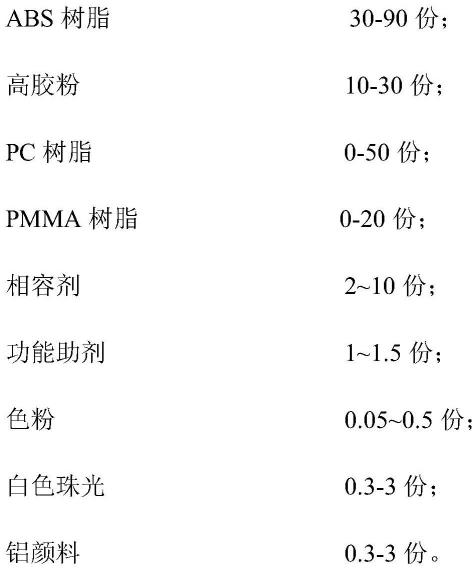
6.本发明的技术方案如下,本发明提供了一种高光泽高闪烁效果的abs复合材料,按重量份计,包含如下组分:
[0007][0008]
优选的,abs树脂含量为60-80份,和/或,高胶粉含量15-20份,和/或,pc树脂含量为20-30份,和/或,pmma树脂含量为5-15份,和/或,相容剂含量为5-8份。
[0009]
优选的,所述的abs树脂熔体流动速率在200℃、10kg,astmd-1238标准下测定为20-70g/10min,进一步优选为35-50g/10min;和/或,所述的高胶粉为abs树脂的上游原料,与abs树脂有很好的相容性,熔体流动速率在200℃、21.6kg,标准astmd-1238下测定为1-10g/10min,进一步优选为2-5g/10min;和/或,所述的pc树脂为熔体流动速率在300℃、1.2kg,astmd-1238标准下测定为5-30g/10min,进一步优选为10-20g/10min;和/或,所述的pmma树脂为熔体流动速率在230℃、3.8kg,标准astmd-1238下测定为0.5-10g/10min,进一步优选为1-5g/10min。
[0010]
优选的,所述的相容剂为苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯三元共聚物,熔体流动速率200℃、5kg,标准astmd-1238下测定为5-15g/10min。
[0011]
优选的,所述助剂包括抗氧剂、光稳定剂、润滑剂中的一种或几种;所述抗氧剂优选抗氧剂1010、抗氧剂168中的一种或两种,在抗氧剂1010和抗氧剂168混合使用时,可以任意比例混合使用,优选1:10-10:1混合使用;所述光稳定剂为苯并三唑类uv吸收剂及受阻胺类光稳定剂;所述润滑剂为乙撑双硬脂酸酰胺。
[0012]
优选的,所述色粉为钛白粉、炭黑以及其它彩色色粉中的一种或者多种的混合,优选的,所述的彩色色粉包括红色色粉、黄色色粉、蓝色色粉、绿色色粉、紫色色粉、橙色色粉、青色色粉中的一种或者多种的混合。
[0013]
优选的,所述白色珠光平均粒径为20-350μm,可选择区间内任意粒径的组合,比如30、40、50、60、70、80、90、100、110、120、130、140、150、160、170、180、190、200、210、220、230、240、250、260、270、280、290、300、310、320、330、340μm。
[0014]
优选的,所述铝颜料为片状铝颜料,平均粒径为10-160μm,可选择区间内任意粒径的组合,比如10、20、30、40、50、60、70、80、90、100、110、120、130、140、150、160μm。
[0015]
优选的,所述铝颜料优选为两种粒径的铝颜料的配合,记为铝颜料a和铝颜料b,其中铝颜料a的平均粒径为10-30μm,优选10-20μm,铝颜料b的平均粒径为80-160μm,可选择区间内任意粒径的组合,比如80、90、100、110、120、130、140、150、160μm。
[0016]
通过两种粒径的铝颜料的配合,可以达到特定的效果。采用平均粒径10-30μm,优选10-20μm的铝颜料,可以达到更为细腻的金属质感和更高的光泽。但如果仅使用该粒径的铝颜料,会使带来熔接痕的缺陷。申请人发现,通过再搭配平均粒径为80-160μm的铝颜料,可以来消除熔接的缺陷,同时达到更好的闪烁效果。
[0017]
优选的,所述铝颜料a和铝颜料b的重量比为1:(1-4);更优选的,所述铝颜料a和铝颜料b的重量比为1:4。
[0018]
本发明还提供了一种高光泽高闪烁效果的abs复合材料的制备方法,用白色珠光粉颜料搭配不同粒径的铝颜料来实现高光泽高闪烁效果。
[0019]
所述的制备方法包含以下步骤:所有组分按配比混合均匀,然后加入到双螺杆挤出机中,经过熔融共混挤出造粒即可;其中,加工温度为190-250℃。
[0020]
优选的,将abs树脂、高胶粉、任选的pc树脂、任选的pmma树脂、相容剂、抗氧剂、光稳定剂、润滑剂以及色粉混合后从主喂料口加入到双螺杆挤出机,将白色珠光和铝颜料混合后从侧喂料口加入到双螺杆挤出机的螺筒中。
[0021]
优选的,所述双螺杆挤出机包括多个加热段,所述侧喂料口处于靠近出料口的加热段。通过在靠近出料口的侧喂料口进行投加物料,可以使使珠光和铝颜料可以在树脂已经塑化熔融的时候进入挤出螺杆,避开前面强剪切加工区域,保持珠光和铝颜料的完整性。
[0022]
上述制备得到的abs复合材料可应用于汽车、家电以及消费电子等领域。
[0023]
有益效果:
[0024]
(1)传统的喷漆方式不论对厂家的环保和成本压力较大,本发明采用了免喷涂产品可以避免环保风险并降低生产成本;
[0025]
(2)本发明采用珠光搭配铝颜料可以在传统的免喷涂制品具备更好的闪烁效果。并通过进一步控制铝粉的粒径及配比实现特定效果。具体的,铝颜料a选择平均粒径10-30μm,优选10-20μm,目的是为了达到更为细腻的金属质感和更高的光泽,但会带来熔接痕的缺陷,因此再搭配平均粒径为80-160μm的铝颜料,可消除熔接的缺陷,同时达到更好的闪烁效果。
[0026]
(3)本发明采用合理的配方,通过加入光泽度较高的pc和pmma树脂来提高材料的光泽度,加入高胶粉提升材料的力学性能,同时加入的高胶粉流动性比较好(熔体流动速率在200℃、21.6kg,标准astmd-1238下测定为12-30g/10min),减少因流动性过差而导致熔接痕的产生。
[0027]
(4)本发明通过进一步优化生产工艺可以保证制品的高光泽度,从侧喂料口加入珠光和铝颜料,侧喂料口位于靠近机头出料口的加热段区域,这样做的目的是使珠光和铝颜料可以在树脂已经塑化熔融的时候进入挤出螺杆,避开前面强剪切加工区域,保持珠光和铝颜料的完整性,可以使制品有更好的闪烁效果。
具体实施方式
[0028]
以下结合具体实施例对本发明进行详细说明,如无特别说明,下述原料均可以直
接购买得到。
[0029]
pc树脂:lxty1615t,厂家鲁西化工,熔体流动速率在300℃、1.2kg,astmd-1238标准下测定为15g/10min,
[0030]
pmma树脂:万华化学hd03,熔体流动速率在230℃、3.8kg,astmd-1238标准下测定为3g/10min;
[0031]
abs树脂:本体法生产,上海高桥abs 8391,熔体流动速率在220℃、10g,astmd-1238标准下测定为28g/10min;
[0032]
高胶粉:韩国锦湖hr-181,熔体流动速率在200℃、21.6kg,astmd-1238下测定为3g/10min;
[0033]
相容剂:苯乙烯-丙烯腈-甲基丙烯酸缩水甘油酯三元共聚物,牌号sag-008,市售,厂家佳易容,熔体流动速率在200℃、5kg,astmd-1238下测定为9g/10min;
[0034]
功能助剂:抗氧剂为irganox 1010、irganox 168的复配组合,光稳定剂为苯并三唑类的紫外线吸收剂和受阻胺类光稳定剂复配,牌号为uv-234和tinuvin 770df,润滑剂为ebs b50;
[0035]
色粉:钛白粉为tr-33,炭黑为600l,红色色粉为r206,黄色色粉为y318a,蓝色色粉为e-19,市售;
[0036]
白色珠光:超闪水晶白,东莞奇博化工qb-6183,平均粒径60-150μm;
[0037]
铝颜料:银条,平均粒径100μm,东莞奇博化工m-10020;银沙,平均粒径20μm,东莞奇博化工qb-8120ex。
[0038]
另外,如无特殊说明,相应的实施例和对比例中采用的市售原料都是相同的。
[0039]
实施例1~8和对比例l~8
[0040]
按表1中的组成配方(重量份)将abs树脂、高胶粉、pc树脂,pmma树脂,相容剂、抗氧剂、光稳定剂、润滑剂以及色粉混合后从主喂料口加入到双螺杆挤出机,将白色珠光和铝颜料混合后从侧喂料口加入到双螺杆挤出机(螺杆直径为35mm,长径比l/d=40,侧喂料口位于第五加热段)的螺筒中。螺筒各段控制温度(从加料口至机头出口)分别为120℃、230℃、230℃、230℃、230℃、230℃、230℃、230℃、230℃、245℃,双螺杆转速为450转/分钟,挤出料条经过水槽冷却后切粒,即得产品。
[0041]
对比例9-11
[0042]
按表1中的组成配方(重量份)将经过abs树脂、高胶粉、pc树脂,pmma树脂,相容剂、抗氧剂、光稳定剂、润滑剂以及色粉、白色珠光和铝颜料混合后从主喂料口加入到双螺杆挤出机(螺杆直径为35mm,长径比l/d=40)的螺筒中。螺筒各段控制温度(从加料口至机头出口)分别为120℃、230℃、230℃、230℃、230℃、230℃、230℃、230℃、230℃、245℃,双螺杆转速为450转/分钟,挤出料条经过水槽冷却后切粒,即得产品。
[0043]
表1
[0044][0045][0046]
表1续
[0047][0048][0049]
测试方法如下:
[0050]
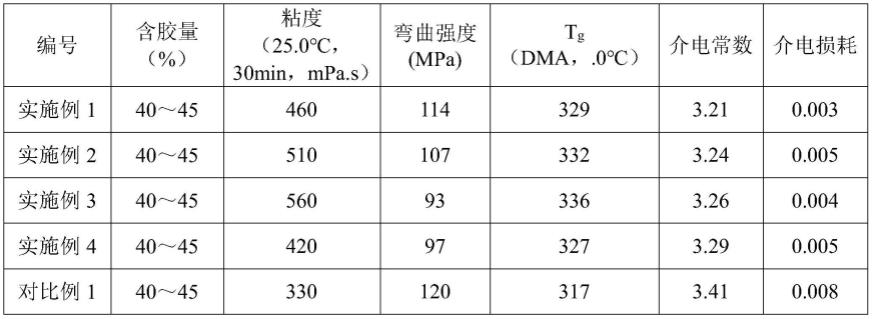
表面光泽度:把产品用高光模具注塑成15cm*15cm*0.3cm的方板,使用光泽度仪测试(测试角度60
°
)对光板进行测试,测试时保持室内光线、温度、湿度等条件基本恒定,在样
件表面选择三个不同位置测定,取平均值。
[0051]
闪烁效果:闪烁效果按照1-6级评定,其中1级为基本或者完全无闪烁效果;2级为轻微的闪烁效果;3级无序杂乱,毫无美感的闪烁效果;4级为在特定观察角度有较明显的闪烁效果;5级为有较明显的闪烁效果或者在特定观察角度有明显的闪烁效果;6级为有明显的闪烁效果,在特定角度下效果极其有序显著,给人以美的感觉。
[0052]
测试结果如表2。
[0053]
表2
[0054][0055]
表2续
[0056][0057]
由以上实验结果可以看出,单纯采用一种珠光或者铝颜料也会有闪烁的效果,但是闪烁效果明显弱于二者的合理搭配,粒径较细的铝颜料添加量过多的时候也会影响闪烁的效果;合理的改良树脂配方可以起到增加表面光泽度的效果,搭配合理的色粉配方,可以使制件的闪烁效果更佳优良,给人更加舒适美观的效果;另外珠光和铝颜料不能从主喂料加入,否则会严重影响制件的光泽度和闪烁效果,制件闪烁效果杂乱无序给人以混乱之感。
[0058]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明,都落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。