1.本实用新型涉及一种同心结构螺旋花键拉刀。
背景技术:
2.目前针对内斜齿的加工,主要采用拉削加工工艺,拉削加工是一种集滚齿、剃齿、铣削工艺于一体的高效加工工艺,并具有较高的加工精度,被广泛应用于汽车行业为首的各类工业领域。同时为了使拉削后工件的小径与渐开线齿形(大径)有较高的同轴度,螺旋拉刀切削齿一般采用小径定心结构(小径刀齿与大径刀齿逐一交错排列),这就造成拉刀小径切削齿与花键切削齿必须采用螺旋容屑槽形式,螺旋拉刀设计需要控制拉刀容屑槽头数的选择范围,螺旋拉刀结构设计时限制较多,同时这种结构螺旋拉刀制造难度大、周期长,设备要求高,成本较高。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于,提供一种同心结构螺旋花键拉刀,将小径切削齿和花键切削齿分开,并在小径切削齿前增设压光齿和导向部,以提高工件小径和花键(大径)的同轴度精度,达到提高拉削后工件精度的作用。
4.为了解决上述技术问题,本实用新型采用如下技术方案予以实现:
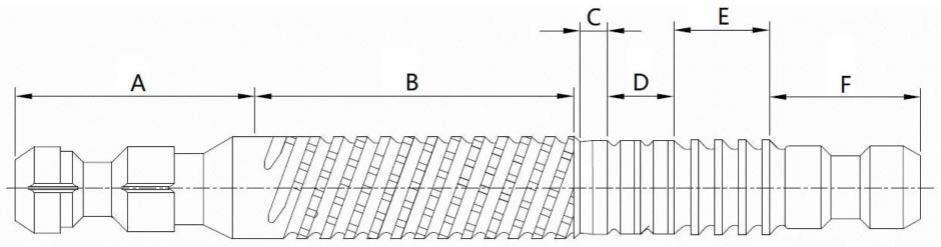
5.一种同心结构螺旋花键拉刀,包括由前向后设置的前柄、花键切削齿、圆孔切削齿和后柄,在花键切削齿和圆孔切削齿之间依次设有锥形圆柱导向部和压光齿;所述花键切削齿为螺旋花键切削齿,前柄、花键切削齿、锥形圆柱导向部、压光齿、圆孔切削齿和后柄依次前后相接且均同轴。
6.本实用新型还包括如下技术特征:
7.可选地,所述前柄上设有渐开线花键槽。
8.可选地,所述渐开线花键槽参数如下:
9.法向模数mn:mn=db/10;
10.齿数z:当db≤60时,z=4;当db>60,z=6;
11.压力角为30
°
;
12.花键大径da:da=db;
13.花键小径df:df=d
b-2.25mn;
14.分圆法向弧齿槽宽sn:sn=π
×mn
/2 1;
15.其中:db为前柄直径。
16.可选地,所述锥形圆柱导向部包括与花键切削齿相连的锥段以及连接锥段的圆柱段,其中,锥段的缩径端连接花键切削齿。
17.可选地,所述锥形圆柱导向部的参数如下:
18.锥形圆柱导向部宽度l=[l0/3],所述锥形圆柱导向部宽度为锥段和圆柱段的轴向长度之和;
[0019]
锥段导向前角锥段导向前角
[0020]
圆柱段导向韧带宽l:l=2~3;
[0021]
圆柱段导向外径dy:
[0022]
其中:l0为内斜齿工件的拉削长度;d0为工件拉前孔径下差;为工件拉前孔径圆度误差;[]表示对结果就近取整。
[0023]
可选地,所述压光齿为柱状,且其外壁设有多个环形的容屑槽,多个容屑槽沿轴向排布。
[0024]
可选地,所述压光齿的参数如下:
[0025]
压光齿前角压光齿前角
[0026]
压光齿齿距lg:lg=[l0/10];
[0027]
压光齿刃带宽lg:lg=(0.25-0.3)
×
lg;
[0028]
压光齿第一齿的外径d
g1
:d
g1
=d0;
[0029]
压光齿最后一齿的外径d
gn
:d
gn
=d
0u-c/3;
[0030]
压光齿齿数ng:ng=[(d
gn-d
g1
)/fg];
[0031]
容屑槽深度hg:hg=(0.2-0.25)
×
lg;
[0032]
容屑槽开口角度θg为60
°
;
[0033]
其中,l0为内斜齿工件的拉削长度;d0为工件拉前孔径下差;d
0u
为工件拉前孔上差;c为工件拉前孔尺寸公差,fg为压光齿齿升量。
[0034]
可选地,所述圆孔切削齿为环形切削齿。
[0035]
本实用新型与现有技术相比,具有如下技术效果:
[0036]
(1)本实用新型通过圆柱导向部和压光齿保证拉削后内花键小径与分圆同心度小于0.01mm,确保精测基准精度要求。
[0037]
(2)本实用新型通过圆柱导向部和压光齿使小径拉削齿和花键拉削齿分离开来,小径拉削齿可以采用环形齿结构,降低了拉刀的制造难度,同时也降低了20%拉刀制造成本,从而减少拉刀的单件刀具成本。
附图说明
[0038]
图1为本实用新型整体结构示意图;
[0039]
图2为前柄结构示意图及其a-a剖面示意图;
[0040]
图3为锥形圆柱导向部结构示意图;
[0041]
图4为压光齿结构示意图。
[0042]
图中各个标号的含义为:
[0043]
a.前柄,b.花键切削齿,c.锥形圆柱导向部,d.压光齿,e.圆孔切削齿,f.后柄。
具体实施方式
[0044]
实用新型设计了一种全新结构的同心螺旋拉刀,这种结构螺旋拉刀将小径切削齿和花键切削齿分开来,在小径切削齿前增加几排压光齿和一段锥形圆柱导向,即其切削部分依次分为前柄
→
圆孔导向
→
花键切削齿
→
锥形圆柱导向
→
压光齿导向
→
圆孔切削齿
→
后柄,在螺旋拉刀完成切削花键后,锥形圆柱导向和圆孔压光齿结构对工件进行二次导向找正,从而提高工件小径与花键(大径)的同轴度精度,达到提高拉削后工件精度的作用。
[0045]
以下给出本实用新型的具体实施例,需要说明的是本实用新型并不局限于以下具体实施例,凡在本技术技术方案基础上做的等同变换均落入本实用新型的保护范围。
[0046]
实施例1:
[0047]
如图1至图4所示,本实施例提供一种同心结构螺旋花键拉刀,本实施例所使用拉刀设计方法,除以下设计方式中涉及的内容外,其余设计方法与传统设计方法相同;以下计算部分单位均为毫米;
[0048]
本实施例同心结构螺旋花键拉刀,包括由前向后设置的前柄a、花键切削齿b、圆孔切削齿e和后柄f,在花键切削齿b和圆孔切削齿e之间依次设有锥形圆柱导向部c和压光齿d;花键切削齿b为螺旋花键切削齿,前柄a、花键切削齿b、锥形圆柱导向部c、压光齿d、圆孔切削齿e和后柄f依次前后相接且均同轴。
[0049]
如图2所示,前柄a上设有渐开线花键槽,本实施例中,沿前柄a周向均布四个渐开线花键槽,螺旋拉刀使用时拉刀与工件需要有相对旋转运动,一般为固定工件,拉刀进行旋转,故拉刀刀柄需要特殊设计。为了使拉刀柄部受力均匀且平稳,本实施例中前柄部设计了四个渐开线花键槽。
[0050]
拉刀柄部直径及其余尺寸及公差设计可按照拉刀使用机床卡头参数和国家标准结构尺寸与公差进行选取,针对特殊结构的渐开线花键槽,渐开线花键槽参数如下:
[0051]
法向模数mn:mn=db/10;
[0052]
齿数z:当db≤60时,z=4;当db>60,z=6;
[0053]
压力角为30
°
;
[0054]
花键大径da:da=db;
[0055]
花键小径df:df=d
b-2.25mn;
[0056]
分圆法向弧齿槽宽sn:sn=π
×mn
/2 1;
[0057]
其中:db为前柄直径。
[0058]
如图3所示,锥形圆柱导向部c包括与花键切削齿b相连的锥段以及连接锥段的圆柱段,其中,锥段的小径端连接花键切削齿b,锥段的大径端连接圆柱段且大径端与圆柱段直径相同;锥形圆柱导向部的作用为在花键切削齿即将完成花键切削时,锥形圆柱导向部进入工件内孔,起到固定工件与拉刀相对位置的作用。
[0059]
具体的,锥形圆柱导向部c的参数如下:
[0060]
锥形圆柱导向部宽度l=[l0/3](一般为了简便计算,可以取值为20),锥形圆柱导向部宽度为锥段和圆柱段的轴向长度之和;
[0061]
锥段导向前角锥段导向前角圆柱导向前角为锥段外壁与中心轴线夹角;
[0062]
圆柱段导向韧带宽l:l=2~3;
[0063]
圆柱段导向外径dy:
[0064]
其中:l0为内斜齿工件的拉削长度;d0为工件拉前孔径下差;为工件拉前孔径圆度误差;[]表示对结果就近取整。
[0065]
如图4所示,压光齿d为柱状,且其外壁设有多个环形的容屑槽,多个容屑槽沿轴向
排布;压光齿的作用是进一步导正工件,同时起支撑作用,使拉刀顺利从花键齿平稳过渡到圆孔齿。
[0066]
具体的,压光齿d的参数如下:
[0067]
压光齿前角可适当取小,即
[0068]
压光齿齿距lg:lg=[l0/10];
[0069]
压光齿刃带宽lg:lg=(0.25-0.3)
×
lg(韧带宽度一般不超过3nn);
[0070]
压光齿第一齿的外径d
g1
:d
g1
=d0;
[0071]
压光齿最后一齿的外径d
gn
:d
gn
=d
0u-c/3;
[0072]
压光齿齿数ng:ng=[(d
gn-d
g1
)/fg];
[0073]
容屑槽深度hg:hg=(0.2-0.25)
×
lg;
[0074]
容屑槽开口角度θg为60
°
;
[0075]
其中,l0为内斜齿工件的拉削长度;d0为工件拉前孔径下差;d
0u
为工件拉前孔上差;c为工件拉前孔尺寸公差,fg为压光齿齿升量(设计时一般可取为0.005)。
[0076]
圆孔切削齿e为环形切削齿,通过锥形圆柱导向和压光齿结构的设计,则花键切削齿可以与圆孔切削齿分离开来,则圆孔齿可以设计成环形切削齿,从而降低加工制造难度和刀具成本,其设计过程可参考传统的圆孔拉刀设计。
[0077]
结合传统设计方法,完成渐开线花键拉刀其余参数设计。
[0078]
以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
[0079]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
[0080]
此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。