1.本技术涉及管道焊接设备的技术领域,尤其是涉及一种分流器用环缝焊接机。
背景技术:
2.环缝焊接机是一种能完成各种圆形、环形焊接的焊接设备,广泛应用于五金管件、薄壁压力容器等的焊接作业。
3.现有授权公开号为cn213888915u的中国专利公开了一种用于排气筒的环形焊接设备,包括工作台、与工作台连接的夹持组件、固定安装在工作台上的支撑架、与支撑架固定连接的搬运装置、与搬运装置连接的至少一组调节组件、安装在调节组件上的锁紧组件、以及设置在调节组件上的焊接装置;调节组件设有三组、且该调节组件两两之间相互垂直。其中,夹持组件包括固定安装在工作台上的旋转装置和驱动电机,设置在工作台上的一组活动滑轨,设置在驱动电机输出端、且位于活动滑轨上的滑动部,以及设置在滑动部上的夹持装置,旋转装置和夹持装置位于同一条轴线上。
4.当排气管置于既定位置后,由夹持装置对排气筒一端夹持工作,然后驱动电机带动滑动部活在动滑轨上开始运动,进而带动排气筒,直至排气筒的另一端与旋转装置抵接,此时旋转装置上的夹持部和夹持装置的配合,完成对排气筒的夹持工作;最后,旋转装置带动排气筒转动,并由焊接装置对排气筒进行焊接。
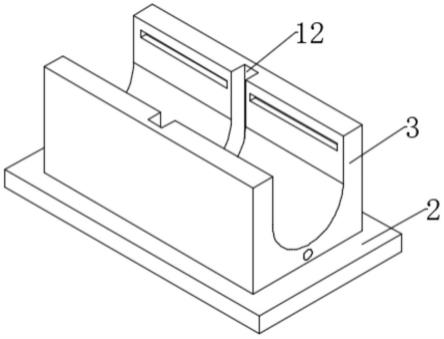
5.相关技术中,参见图1,一种分流器100,包括主体管110,主体管110的两端经点焊有连通接头120,主体管110的侧壁上开设有连通孔,连通孔处经点焊有分流接头130,且连通孔沿在主体管上设置有多个,分流接头130与连通孔一一对应。
6.针对上述中的相关技术,发明人认为,采用上述用于排气筒的环形焊接设备,可以对主体管和连通接头之间进行完整的焊接。然而,对于分流接头与主体管连通孔处难以进行完整的焊接作业,需人工进行补焊,焊接效率较低,存在待改进之处。
技术实现要素:
7.为了改善相关技术环焊设备难以对分流器进行较为全面的焊接,而致使焊接作业效率较低的状况,本技术提供一种分流器用环缝焊接机。
8.本技术提供的一种分流器用环缝焊接机,采用如下的技术方案:一种分流器用环缝焊接机,包括机架、设置在机架上的调节装置、以及设置在调节装置上的焊接装置,所述机架设置有安装架,所述安装架的中部与机架转动连接,所述安装架的转动轴线呈水平设置,所述机架上还设置有用于驱动安装架往复转动的驱动部件;所述安装架上设置有用于放置分流器的支撑架、用于驱动分流器绕主体管轴线转动的转动组件、以及用于将分流器固定在支撑架上的固定组件,且分流器放置于支撑架上后,分流器主体管的轴线垂直于安装架的转动轴线。
9.通过采用上述技术方案,实际运用中,工作人员可以将分流器置于支撑架上,由转动组件带动分流器绕其主体管转动,并由焊接装置对分流器的主体管和连通接头之间进行
焊接。
10.分流器的主体管和连通接头之间焊接完毕后,由转动组件带动分流器转动,使得分流器的分流接头径向的一侧朝上,并由固定组件将分流器固定在支撑架上;然后,由驱动部件驱动安装架转动,由焊接装置对主体管和分流接头之间进行焊接;之后,解除固定组件对分流器的固定,再次由转动组件带动分流器绕主体管轴线转动,使得分流接头的另一侧朝上;随后,由固定组件再次对分流器进行固定,由驱动部件驱动安装架转动,并由焊接装置对主体管和分流接头之间的另一侧进行焊接。
11.通过这种方式,实现对分流器各个部分之间的全面焊接,降低工作人员劳动强度,并提升对分流器的焊接效率。
12.优选的,所述支撑架上架设有支撑辊,所述支撑辊在支撑架上平行间隔设置有两个;对分流器焊接时,分流器的主体管架设在两个支撑辊之间,且分流器的主体管轴线与支撑辊平行。
13.通过采用上述技术方案,由两个支撑辊支撑分流器主体管,有助于保证分流器在两个支撑辊之间的稳定性,并有助于提升支撑架对多种不同直径的分流器主体管支撑作用的适配性。
14.优选的,所述支撑架沿支撑辊轴向滑移设置于安装架上,所述安装架上还设置有用于固定连接安装架和支撑架的固定件。
15.通过采用上述技术方案,实际运用中,工作人员可以根据分流器的中心,调节支撑架的位置,并将固定件将支撑架固定在机架上,有助于提升支撑架对分流器支撑作业的稳定性。
16.优选的,所述转动组件包括驱动辊和动力组件,所述驱动辊转动架设在安装架上,所述驱动辊在安装架上平行间隔设置有两个,所述安装架上还设置有用于驱动两个驱动辊同向同步转动的动力部件;对分流器焊接时,分流器的主体管架设在两个驱动辊之间,驱动辊的轴向平行于分流器主体管的轴线,且两个驱动辊的上侧部分均抵接分流器主体管的下侧对应部分。
17.通过采用上述技术方案,实际运用中,由动力部件对驱动两个驱动辊同步同向转动,进而带动分流器转动,具体实现对分流器转动的驱动作业,并有助于保证驱动分流器转动的稳定性,且有助于提升对多种不同直径主体管驱动作业的适用性。
18.优选的,所述安装架上设置有滑移架,所述滑移架的滑移方向平行于主体管架设于支撑架上后的轴向,所述转动组件安装于滑移架上,所述安装架上还设置有用于驱动滑移架滑移的推动部件。
19.通过采用上述技术方案,实际运用中,可以根据分流器的重心,由推动部件推动滑移架滑移,并使得转动组件位于相应的位置,有助于保证转动部件驱动分流器转动的稳定性。
20.优选的,所述安装架上相对的两侧均设置有定位板,两所述定位板之间的连线垂直于安装架的转动轴线,分流器主体管被定位和限位于两个所述定位板之间。
21.通过采用上述技术方案,由两个定位板对分流接头在主体管轴向上的位置进行定位,有助于保证对主体管和分流接头焊接作业中分流器的稳定性。
22.优选的,所述固定组件包括压架,所述压架的一侧铰接于安装架上,所述压架的中
部设置有适配槽;当分流器主体管安装完毕后,转动所述压架至分流器的上侧,所述分流器的上侧部分将嵌入适配槽内。
23.通过采用上述技术方案,对分流器焊接作业中,由转动压架,使得压架倚靠自身的重力压在分流器的上侧,有助于进一步保证分流器在焊接作业中的稳定性。
24.优选的,所述安装架上沿分流器主体管放置轴向滑移设置有稳固架,所述稳固架滑移方向上的两侧均设置有稳定块,两所述稳定块分别位于压架在稳固架滑移方向上的两侧,两所述稳定块相互靠近的一侧均设置有用于配合压架使得压架压紧分流器的收紧槽,两所述收紧槽的上侧壁均呈倾斜设置,且两所述收紧槽自靠近压架一侧向背离压紧一侧的高度逐渐收缩。
25.通过采用上述技术方案,当对分流器的主体管和分流接头进行焊接时,转动压架,使得压架压在分流器的主体管上,并由驱动部件驱动安装架转动;此时,稳固架将在自身重力下滑动,并使得压架背离其铰接处的一侧嵌入于对应收紧槽内,从而使得压架压紧分流器的主体管,从而有助于保证对分流器的主体管和分流接头焊接作业的稳定进行。
26.优选的,所述适配槽侧壁贴附有缓冲层。
27.通过采用上述技术方案,有助于减少压架压损主体管的情况发生。
28.优选的,所述安装架在稳固架滑移方向上的两侧均设置有用于吸附稳固架的磁性块。
29.通过采用上述技术方案,经收紧槽与压架配合使得压架压紧主体管后,由对应磁性块吸附稳定架,有助于保证稳固架的稳定,并保证压架对主体管压紧的稳定性。
30.综上所述,本技术包括以下至少一种有益技术效果:1.通过转动组件带动分流器转动,并由驱动部件驱动安装架转动,实现对分流器各个部分之间的全面焊接,降低工作人员劳动强度,并提升对分流器的焊接效率;2.借助滑移设置于安装架上的稳固架,并由安装架上的收紧槽与压架配合,实现在主体管和分流接头焊接过程中对主体管自动压紧,并有助于保证分流器的稳定性。
附图说明
31.图1为主要体现相关技术分流器结构的示意图;图2为本实施例主要体现分流器用环缝焊接机整体结构的轴测示意图;图3为本实施例主要体现转动组件结构的局部图。
32.附图标记:1、机架;11、固定架;2、调节装置;21、第一滑台;22、第二滑台;23、第三滑台;3、焊接装置;4、安装架;41、定位板;42、滑移架;43、推动部件;431、丝杠;432、驱动电机;44、滑移轨;441、磁性块;5、驱动部件;6、支撑架;61、固定螺栓;62、支撑辊;7、转动组件;71、驱动辊;72、动力组件;721、带轮机构;722、动力电机;8、固定组件;81、压架;811、适配槽;812、缓冲层;82、稳固架;821、滑移槽;822、稳定块;823、收紧槽;100、分流器;110、主体管;120、连通接头;130、分流接头。
具体实施方式
33.以下结合附图对本技术作进一步详细说明。
34.本技术实施例公开一种分流器用环缝焊接机。
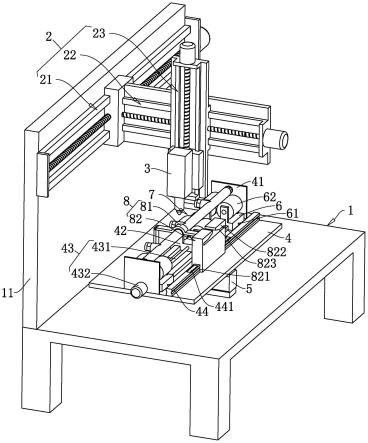
35.参照图2和图3,分流器用环缝焊接机,包括机架1,机架1上侧面宽度方向的一侧固定设置有固定架11,固定架11的上侧设置有调节装置2,调节装置2上连接有焊接装置3。机架1上侧的中部转动设置有安装架4,安装架4的宽度方向平行于机架1的宽度方向,安装架4的转动轴向平行于机架1的宽度方向,且安装架4的转动轴与安装架4固定,安装架4位于焊接装置3的下方。机架1上还设置有驱动部件5,驱动部件5为减速电机,减速电机固定于机架1上,减速电机的输出轴与安装架4的转动轴同轴固定。安装架4上设置有用于放置分流器100的支撑架6、用于驱动分流器100绕主体管110轴线转动的转动组件7、以及用于将分流器100固定在支撑架6上的固定组件8。
36.实际运用中,将分流器100安装于支撑架6上,使得分流器100主体管110的轴向平行于安装架4的长度方向;然后,由转动组件7带动分流器100转动,并由调节装置2和焊接装置3配合对主体管110和连通接头120进行焊接。对主体管110和连通接头120焊接完毕后,由转动组件7带动分流器100转动,使得分流器100的分流接头130径向的一侧朝上,并由固定组件8对分流器100进行固定;然后,由减速电机驱动安装架4转动,再由调节装置2和焊接装置3配合对主体管110和分流接头130之间进行焊接;随后,解除固定组件8对分流器100的固定,再次由转动组件7带动分流器100转动,使得分流器100分流接头130的另一侧朝上;最后,再次由固定组件8对分流器100进行固定,由减速电机驱动安装架4转动,由调节装置2和焊接装置3配合对主体管110和分流接头130之间进行焊接,从而完成对分流器100的全面焊接。
37.具体而言,参见图2,调节装置2包括第一滑台21、第二滑台22、以及第三滑台23,三个滑台均为电动滑台。第一滑台21的底座固定机架1上,第一滑台21滑块的滑移方向平行于机架1的长度方向,第二滑台22的底座固定于第一滑台21的滑块上,第二滑台22滑块的滑移方向平行于机架1的宽度方向,第三滑台23的底座固定于第二滑台22的滑块上,第三滑台23滑块的滑移方向呈竖直。焊接装置3固定于第三滑台23的滑块上,本实施例中,焊接装置3为激光焊接头,且激光焊接头的头部朝下设置。实际运用中,由三个滑台配合,实现对分流器100上多点位的焊接作业。
38.参见附图2,支撑架6沿安装架4长度方向滑移设置于安装架4,本实施例中,支撑架6的滑移采用固定于安装架4上的滑轨和开设于支撑架6下侧的滑槽配合的方式实现,以保证支撑架6滑移的稳定性,且支撑架6上设置固定件,固定为固定螺栓61,固定螺栓61螺纹连接于支撑架6并抵紧滑轨。支撑架6上转动架设有支撑辊62,支撑辊62的轴向平行于安装架4的长度方向,且支撑辊62在支撑架6上沿安装架4宽度方向间隔设置有两个。为保证分流器100的稳定性,支撑架6在安装架4长度方向上的两侧各设置有一个,固定螺栓61和支撑辊62二者均和支撑架6对应设置。同时,安装架4长度方向上的两侧均固定设置有定位板41,两个支撑架6均位于两个定位板41之间。实际运用中,工作人员可以根据分流器100的重心、根据分流器100的结构,调节支撑架6的位置,并由两个固定螺栓61分别对两个支撑架6进行固定,然后,将分流器100置于两个定位板41之间,并使得分流器100主体管110轴向上的两侧分别置于两个支撑架6上侧,分流器100主体管110的两侧均由两个支撑辊62支撑。
39.安装架4上沿其长度方向滑移设置有滑移架42,滑移架42的滑移采用固定于安装架4上的滑轨和开设于安装架4下侧的滑槽配合的方式实现,转动组件7安装于滑移架42上,且滑移架42位于两个支撑架6之间。安装架4上设置有推动部件43,推动部件43包括丝杠431
和驱动电机432。丝杠431的轴向平行于安装架4的长度方向,丝杠431的两端通过轴承转动架设于两个定位板41上,且丝杠431贯穿两个支撑架6并与两个支撑架6滑移配合,丝杠431贯穿滑移架42并与滑移架42螺纹连接。驱动电机432固定在安装架4上,驱动电机432输出轴与丝杠431的一端同轴固定。实际运用中,工作人员可以根据分流器100的重心,由驱动电机432带动丝杠431转动,进而调节滑移架42和转动组件7的位置。
40.参见图2和图3,转动组件7包括驱动辊71和动力组件72。驱动辊71转动设置于滑移架42上,驱动辊71在滑移架42上沿安装架4宽度方向平行间隔设置有两个,且两个驱动辊71分别与对应支撑架6上的两个支撑辊62同轴,两个驱动辊71均与支撑辊62的直径一致。动力组件72包括带轮机构721和动力电机722,带轮机构721包括两个带轮和绕设于两个带轮上的皮带,两个带轮分别同轴固定于两个驱动辊71同一侧的端部,且动力电机722固定于滑移架42上,动力电机722的输出轴与任意驱动辊71同轴固定。
41.实际运用中,分流器100架设于两组支撑辊62之间后,两个驱动辊71接触分流器100主体管110。对分流器100的主体管110和连通接头120之间焊接时,动力电机722带动带轮机构721运行,并带动两个驱动辊71同向同步转动,进而带动分流器100绕主体管110轴线转动。
42.固定组件8包括压架81和稳固架82。压架81位于安装架4的中部位置,压架81的一端转动设置于安装架4靠近固定架11的一侧,压架81的中部设置有适配槽811,适配槽811侧壁贴附有缓冲层812,本实施例中,缓冲层812为聚四氟乙烯层。稳固架82位于滑移架42背离压架81铰接处的一侧,稳固架82的下侧开设有滑移槽821,安装架4上沿安装架4长度方向固定设置有滑移轨44,滑移轨44局部嵌入滑移槽821并与滑移槽821滑移配合。在其他实施例中,安装架4上可以设置滑道,稳固架82可以通过滚轮与安装架4形成滚动滑移配合,以提升稳固架82滑移的便捷性。
43.稳固架82滑移方向上的两侧均设置有稳定块822,两个稳定块822分别位于压架81在稳固架82滑移方向上的两侧,两个稳定块822相互靠近的一侧均开设有的收紧槽823,两个收紧槽823的上侧壁均呈倾斜设置,且两个收紧槽823自靠近压架81一侧向背离压紧一侧的高度逐渐收缩。为了保证对分流器100固定时稳固架82的稳定性,滑移轨44位于稳固架82的两侧均嵌设有磁性块441,且磁性块441与稳固架82磁吸配合。
44.实际运用时,转动压架81,使得压架81背离其铰接处的一端位于两个稳定块822之间,并使得分流器100主体管110的上侧局部嵌入适配槽811内,聚四氟乙烯层较为光滑,动力电机722、带轮机构721、以及两个驱动辊71配合带动分流器100转动能够正常转动,且随着压架81对分流器100的下压,减少分流器100跳动的情况发生,并有助于保证对主体管110和连通接头120焊接作业的稳定进行。当对分流器100的主体管110和分流接头130之间进行焊接时,减速电机带动安装架4转动,稳固架82在将在自身重力的影响下滑动,压架81背离其铰接处的一端将进入收紧槽823,随着稳固架82的运动,收紧槽823的上侧壁将逐步下压压架81,使得压架81将分流器100压紧;同时,由磁性块441吸附稳固架82,保证稳固架82的稳定性。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。