1.本实用新型涉及3d打印技术领域,具体涉及一种温致渐变色快速成形装置。
背景技术:
2.牙齿对容貌美有着重要的作用,牙冠的缺损必然影响面部的美观。人造冠是修复牙冠大面积缺损的一种修复体。良好的人造冠,应达到颜色逼真,形态自然,质感真实的视觉审美效果。自然牙的颜色主要以黄白色、黄红色和黄灰色为主,由颈部到切hh端的颜色由深到浅,呈递减形式自然过渡。而现有的光固化树脂3d打印技术只能进行单色打印,无法打印出与自然牙相近的渐变色效果。
3.虽然使用光固化3d打印技术制造牙冠、牙桥等牙齿修复体在近年来已经被广泛应用,众多光固化打印企业都推出自己的光固化齿科3d打印设备。但现有的齿科光固化3d打印技术均采用下拔上拉的结构设计,在固化光源上方放置一料缸,让成形平面浸入材料中固化成形并利用材料的自然流动进行下一层材料的补充。这种结构方式不仅难以打印加入陶瓷填料后的低流动性人造冠耗材,而且单次打印过程中只能在料缸中放入一种材料,因此只能打印出单一颜色牙冠产品,无法模拟齿科应用是需要的渐变色效果。
技术实现要素:
4.针对现有技术中存在的技术问题,本实用新型的目的是:提供一种可以实现快速打印渐变颜色零件的温致渐变色快速成形装置。
5.为了达到上述目的,本实用新型采用如下技术方案:
6.一种温致渐变色快速成形装置,包括机架、固化光源、加热模块、控制系统、打印机构和成形机构,固化光源、加热模块、控制系统、打印机构和成形机构均安装在机架,固化光源位于成形机构的上方,打印机构和成形机构配合用以在成形机构上打印;加热模块位于成形机构的下方,成形机构中的打印材料采用可逆温敏性染料的光敏树脂,固化光源、加热模块和打印机构均与控制系统电性连接。
7.作为一种优选,打印机构包括安装背板、伺服电机、滚珠丝杆、直线导轨、滑块、连接块、打印平台支撑架和打印平台,安装背板安装在机架上,伺服电机和直线导轨均安装在安装背板上,伺服电机通过联轴器与滚珠丝杆连接,连接块与滚珠丝杆连接,滑块与直线导轨滑移连接,连接块与滑块连接;打印平台支撑架安装在连接块,打印平台安装在打印平台支撑架,打印平台对应成形机构的上方设置。
8.作为一种优选,成形机构包括料缸、压平机构和操作平台,操作平台安装在机架,料缸安装在操作平台,压平机构安装在料缸用以调整打印液面;打印平台对应料缸的上方设置,料缸中的打印材料采用可逆温敏性染料的光敏树脂。
9.作为一种优选,压平机构包括框体、透光玻璃板、离型膜、密封圈和压紧环,框体与操作平台转动连接,透光玻璃板安装在框体,离型膜设置在透光玻璃板和框体之间,密封圈设置在离型膜和框体之间,密封圈通过压紧环安装在框体。
10.作为一种优选,框体与操作平台之间设有锁紧机构。
11.作为一种优选,加热模块采用温控加热贴片,温控加热贴片安装于料缸外侧用以对打印材料加热。
12.作为一种优选,料缸中设有热电偶,热电偶与控制系统信号连接。
13.作为一种优选,固化光源采用uv固化光源。
14.一种温致渐变色快速成形方法,采用一种温致渐变色快速成形装置,方法包括如下步骤,
15.s1:在打印软件中导入需要打印的三维模型,并选择打印模式与设置模型颜色分布;
16.s2:打印软件根据模型的三维信息与所设置的渐变色分布信息成形生成切片文件;
17.s3:根据需要打印的模式往成形机构中的料缸中加入相对应的光敏树脂,并在完成成形机构调平、锁紧压平机构准备工作后启动打印;
18.s4:打印平台往下移动一个层厚使打印材料流动进入成形区域;
19.s5:控制系统读取切片文件温度信息并控制加热模块将料缸中的光敏树脂加热至预设温度,待检测到料缸中热电偶反馈的温度信息与所预设温度一致时停止加热,此时若料缸中装有含可逆温致变色材料的光敏树脂便会受热发生温致变色反应而显现出该层所打印需要的颜色;
20.s6:固化光源受控制系统控制,根据切片数据在成形区域选择性地投射出固化光源,将成形区域中的光敏树脂固化成形,若料缸中装有含可逆温致变色材料的光敏树脂便会在uv固化光源的照射下发生脱羧反应而使其温致变色的逆反应失效,从而实现树脂颜色的固定;
21.s7:重复步骤s4~s6直至打印完成。
22.作为一种优选,当所打印零件需要在一层内打印多个色度的颜色时,可先使料缸中的材料加热至该层多个色度中所需温度最低的色度对应的温度,并在该温度下将其固化着色,再进一步加热至该层所有未打印色度中所需温度最低的色度后将其固化,依次类推,根据切片文件中的色彩信息以先固化低温色度区域再固化高温色度区域的顺序将该层打印材料分多次固化,实现层间多色打印。
23.总的说来,本实用新型具有如下优点:
24.1.本实用新型采用带有加热模块的打印设备与含有温致变色材料的光敏树脂,实现了零件的层间渐变色快速成形。
25.2.本实用新型采用可逆温致变色材料与uv固化光线实现羧基团脱离而破坏变色反应进行的方式,既能满足零件的变色打印,也能让打印材料在完成该次打印后恢复至正常颜色,实现材料的重复利用。
26.3.本实用新型采用下沉式打印系统与外置加热模块相结合的方式,将打印零件与打印材料进行整体加热,避免了打印材料与已固化零件因温度差而产生的热应力与变形,从而提高打印质量。
27.4.本实用新型通过下沉式打印与压平机构的方式,既能避免铺料刮刀的使用简化机械结构提高效率,也能凭借打印材料的压强实现打印材料的补充与快速流平,同时提高
了打印效率与打印质量。
附图说明
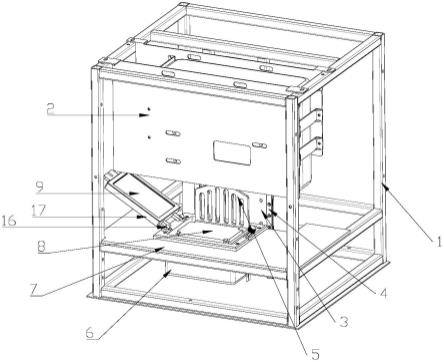
28.图1为一种温致渐变色快速成形装置的立体图。
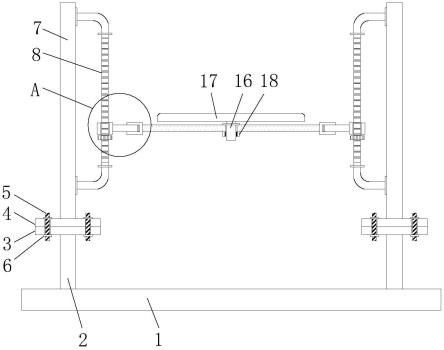
29.图2为一种温致渐变色快速成形装置的主视图。
30.图3为一种温致渐变色快速成形装置的左视图。
31.其中,1为机架,2为固化光源,3为安装背板,4为直线导轨,5为打印平台,6为加热模块,7为操作平台,8为料缸,9为透光玻璃板,10为连接块,11为伺服电机,12为联轴器,13为滚珠丝杆,14为滑块,15为打印平台支撑架,16为铰链,17为框体。
具体实施方式
32.下面将结合具体实施方式来对本实用新型做进一步详细的说明。
33.实施例一
34.一种温致渐变色快速成形装置,包括机架、固化光源、加热模块、控制系统、打印机构和成形机构,固化光源、加热模块、控制系统、打印机构和成形机构均安装在机架,固化光源位于成形机构的上方,打印机构和成形机构配合用以在成形机构上打印;加热模块位于成形机构的下方,成形机构中的打印材料采用可逆温敏性染料的光敏树脂,固化光源、加热模块和打印机构均与控制系统电性连接。
35.本实施例中,加热模块可根据控制系统中设定的程序段将成形机构中的成形材料加热至预设温度,成形机构中含有可逆温敏性染料的光敏树脂在不同温度下显示出不同深浅的颜色,并在uv固化光源的照射下发生脱羧反应实现颜色固定,从而实现渐变色快速成形。含有加热模块可以在控制系统的控制下将成形机构中的成形材料加热至预设温度;可使用普通光敏树脂或含有温致变色材料的光敏树脂,当使用普通光敏树脂时可以实现单一颜色材料的快速成形,当使用含有温致变色材料的光敏树脂时可以实现渐变色模型的快速成形;当使用的打印材料为含有可逆温致变色材料的光敏树脂时,所述含有可逆温致变色材料的光敏树脂可以在不同温度下发生温致变色反应而显示出不同深浅的颜色,且该温致变色反应具有可逆性,所述温致变色反应的可逆性在收到uv光照射后会因为脱羧反应而失效;成形机构采用下沉式成形,以保证打印材料与打印零件在加热过程中温度的均匀性,实现减小因温度变化而产生的应力应变从而提高成形精度与成形治疗;在成形机构的成形区域上方并装有透光压平机构,采用上压平的方式提高设备在z轴的成形精度与节省材料层间铺覆或自流平时间,实现高效连续打印;
36.打印机构包括安装背板、伺服电机、滚珠丝杆、直线导轨、滑块、连接块、打印平台支撑架和打印平台,安装背板安装在机架上,伺服电机和直线导轨均安装在安装背板上,伺服电机通过联轴器与滚珠丝杆连接,连接块与滚珠丝杆连接,滑块与直线导轨滑移连接,连接块与滑块连接;打印平台支撑架安装在连接块,打印平台安装在打印平台支撑架,打印平台对应成形机构的上方设置。
37.成形机构包括料缸、压平机构和操作平台,操作平台安装在机架,料缸安装在操作平台,压平机构安装在料缸用以调整打印液面;打印平台对应料缸的上方设置,料缸中的打印材料采用可逆温敏性染料的光敏树脂。
38.本实施例的打印平台支撑架通过紧固螺钉和螺栓的组合实现垂直度、平整度的调整;打印平台通过紧固螺钉和螺栓的组合实现调平,在打印时打印平台没入料缸中所储存的材料中。
39.压平机构包括框体、透光玻璃板、离型膜、密封圈和压紧环,框体与操作平台转动连接,透光玻璃板安装在框体,离型膜设置在透光玻璃板和框体之间,密封圈设置在离型膜和框体之间,密封圈通过压紧环安装在框体。在打印设备进行打印工作时,打印材料液面位于框体的二分之一至五分之四位置以保证成形区域具有一定液体压力,以实现打印材料的快速补充与流平。框体安装在料缸上表面,通过铰链与料缸连接并具有翻转打开以方便去除零件或添加材料、进行调平等准备工作以及翻转放平的实现液面压平的功能,框体在安装有铰链的另一侧安装有锁紧机构,在翻转放平实现液面压平功能时起固定作用。
40.框体与操作平台之间设有锁紧机构。
41.加热模块采用温控加热贴片,温控加热贴片安装于料缸外侧用以对打印材料加热。
42.料缸中设有热电偶,热电偶与控制系统信号连接。
43.固化光源采用uv固化光源。
44.实施例二
45.一种温致渐变色快速成形方法,采用一种温致渐变色快速成形装置,方法包括如下步骤,
46.s1:在打印软件中导入需要打印的三维模型,并选择打印模式与设置模型颜色分布;
47.s2:打印软件根据模型的三维信息与所设置的渐变色分布信息成形生成切片文件;
48.s3:根据需要打印的模式往成形机构中的料缸中加入相对应的光敏树脂,并在完成成形机构调平、锁紧压平机构准备工作后启动打印;
49.s4:打印平台往下移动一个层厚使打印材料流动进入成形区域;
50.s5:控制系统读取切片文件温度信息并控制加热模块将料缸中的光敏树脂加热至预设温度,待检测到料缸中热电偶反馈的温度信息与所预设温度一致时停止加热,此时若料缸中装有含可逆温致变色材料的光敏树脂便会受热发生温致变色反应而显现出该层所打印需要的颜色;
51.s6:固化光源受控制系统控制,根据切片数据在成形区域选择性地投射出固化光源,将成形区域中的光敏树脂固化成形,若料缸中装有含可逆温致变色材料的光敏树脂便会在uv固化光源的照射下发生脱羧反应而使其温致变色的逆反应失效,从而实现树脂颜色的固定;
52.s7:重复步骤s4~s6直至打印完成。
53.当所打印零件需要在一层内打印多个色度的颜色时,可先使料缸中的材料加热至该层多个色度中所需温度最低的色度对应的温度,并在该温度下将其固化着色,再进一步加热至该层所有未打印色度中所需温度最低的色度后将其固化,依次类推,根据切片文件中的色彩信息以先固化低温色度区域再固化高温色度区域的顺序将该层打印材料分多次固化,实现层间多色打印。
54.具体步骤为:首先在打印软件中导入需要打印的三维模型,并选择打印模式为渐变色打印,并设置模型颜色分布为下浅上深;其次,打印软件根据模型的三维信息与操作者所设置的渐变色分布信息成形生成切片文件;接着操作者根据需要打印的模式往成形系统中的料缸中加入含有温致变色材料的光敏树脂,并完成成形机构调平、锁紧压平机构,检查打印材料液面是否位于压平机构二分之一至五分之四位置,完成准备工作后启动打印;打印开始,打印平台往下移动一个层厚使打印材料流动进入成形区域;等待30秒保证打印材料流入成形区域后,控制系统读取切片文件温度信息并控制加热系统将料缸中的光敏树脂加热至该层预设温度,待检测到料缸中热电偶反馈的温度信息与所预设温度一致时停止加热,此时料缸中的含可逆温致变色材料的光敏树脂便会受热发生温致变色反应而显现出该层所打印需要的颜色;固化光源受控制系统控制,根据切片数据在成形区域选择性地投射出固化光源,将成形区域中的光敏树脂固化成形,此外,含有可逆温致变色材料的光敏树脂亦在uv固化光源的照射下发生脱羧反应而使其温致变色的逆反应失效,从而实现树脂颜色的固定;至此,一个打印层的打印过程结束,接着重复上述打印过程,逐层打印至成形出完整零件。打印完成后,料缸中的材料缓慢冷却,已被加热而发生温致变色反应的光敏树脂因为冷却发生温致变色逆反应而恢复原来颜色。
55.本实施例未提及部分同实施例一。
56.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。