1.本实用新型涉及绝缘杆塔领域,具体是一种锥形电线杆塔生产线。
背景技术:
2.传统的输电杆塔,如木杆、钢管杆和混凝土杆,普遍存在质量大、易腐烂、锈蚀或开裂等缺陷,耐久性差,使用寿命较短并且施工运输和运行维护困难,容易出现各种安全隐患。相应的复合材料机械性能、电气性能优良,而其耐老化、耐腐蚀性能相比于金属、水泥材料优势明显,是替代传统材料制备输电杆塔的理想材料。相比于铁质杆塔,复合材料杆塔优异的绝缘性和憎水性可大幅增加绝缘间隙,因而能有效提高输电线路防雷、防污、防冰灾、防风偏能力,同时缩减线路走廊宽度。如110kv复合材料杆塔接地线顺线方向悬空引下时,塔头相地雷电冲击放电电压比常规110kv铁塔提高了约76%、杆塔相地空气间隙可达到1.7m,远大于常规铁塔的1.0m,且在中雷区线路雷击跳闸率由0.70次/100km年降低至0.28次/100km年以下。另外,优良的绝缘特性使得110kv聚氨酯复合材料杆塔比传统铁塔线路绝缘子串的爬电距离增加了47%,提高了防污水平,缩减绝缘子片数,减小绝缘子串长度,因而在较大程度上防止降低风偏放电事故的发生概率。同时,同塔双回复合材料杆塔的输电线路走廊比传统钢管塔可缩减33%,比角钢塔缩减约46%。,gfrp复合材料杆塔综合成本优势突出,其质量轻、耐腐蚀等特点可降低线路建设的运输、安装及维护成本,延长其使用寿命。以110kv直线塔为例,计算结果显示,即使在保守设计条件下,复合材料杆塔的总重量只有钢管塔的58%左右。在考虑原材料、运输安装、土地使用、产品寿命等成本因素的基础上,复合材料杆塔线路的年均综合成本相比钢管塔与角钢塔可降低15%以上,而在应用技术上的优势可减少线路在运行检修方面的成本,进一步凸显了其经济效益。
3.国内复合材料杆塔自二十一世纪初开始研究,经过近20年的研究,国内已经完成了110kv复合材料杆塔结构设计和力学性能,通过第三方测试,产品在全国近一半的省份试点应用,满足所有应用需求,并有效解决原线路雷击或防风等难题。
4.目前市场上现有的锥形复合材料绝缘杆塔都是在缠绕时通过布、纱、毡在模具表面缠绕成锥形结构,再将锥形结构浸泡环氧树脂溶液进行热固化,该方法的缺点如下:
5.1、生产过程不连续,缠绕和固化要通过独立的工序来完成,效率低下;
6.2、现有的缠绕方式缠绕成锥形需要的层数较多,导致成品的重量与水泥杆差不多,无法发挥复合材料绝缘杆塔轻质的优势。
7.3、产品中间含气泡,密实度存在较大问题,无法收集废气,环保存在问题。
技术实现要素:
8.本实用新型为了解决现有技术的问题,提供了一种锥形电线杆塔生产线,能够生产出满足使用需求的高品质锥形绝缘管材,产品机械强度大、重量轻,与水泥杆相比同等尺寸强度下,重量仅为其十分之一,生产过程连续高效。
9.本实用新型提供了一种锥形电线杆塔生产线,包括竖直分布的通过楼层面分隔的
若干层加工区域,加工区域中心开有同轴的加工通道,牵引装置垂直牵引经过预应力张拉的原材料依次通过各加工区域的加工通道完成加工,所述的加工区域从上到下依次包括涨紧张拉装置、树脂溶液沉浸池组件、集束装置、内模芯模组件、树脂溶液填充装置、哈夫外模固化组件、牵引切割设备,所述的内模芯模组件包括内模以及环绕内模外缘等距分布的若干芯模,涨紧张拉装置上的布纱毡浸泡树脂溶液后通过集束装置进入内模芯模组件,穿过内模和芯模之间形成内层结构、穿过芯模形成加强筋层,穿过芯模外部形成外层结构,各层结构的壁厚自上而下逐渐增加;所述的哈夫外模固化组件中心为高温加热固化模块,高温加热固化模块中心区域为空心圆台结构,穿过内模芯模组件的各层结构进入高温加热固化模块的中心区域进行加热,倒圆台结构的直径在竖直方向上自上而下逐渐减小;所述的内模为倒圆台结构,倒圆台结构的直径在竖直方向上自上而下逐渐减小;所述的内模芯模组件通过升降装置安装在哈夫外模固化组件上方,升降装置控制内模芯模组件沿竖直方向升降运动,所述的芯模顶部设置有可伸缩液压推杆,可伸缩液压推杆将芯模压入内模和高温加热固化模块之间。
10.进一步改进,所述的哈夫外模固化组件包括支撑墙、导滑轨道、紧固油缸、哈夫外模和高温加热固化模块,其中,哈夫外模通过导滑轨道固定在两个支撑墙之间,两侧支撑墙通过若干对紧固油缸拉伸推紧哈夫外模;高温加热固化模块中心包括三层加热区域,温度自上而下逐层升高,相邻区域之间通过隔热层分隔。
11.进一步改进,所述的芯模和内模内置陶瓷加热板,与外模加热固化区加热层级相同,芯模和内模外壁上设置有排气孔。
12.进一步改进,所述的加工区域最顶部设置有废气处理设备,树脂溶液沉浸池组件、哈夫外模固化组件上方设置有废气收集罩,内模和芯模内部的排气孔处设置有废气收集管道,废气收集管道与废气收集系统相连。
13.进一步改进,所述的哈夫外模顶部安装有若干组外模液压推杆。经过长时间的加热固化,会导致芯模卡死无法抽出的问题,从而无法保证连续生产,因此,固化过程中,需要缓慢提升内模、芯模,保证充分固化的同时防止粘膜。通过在外模上方安装的液压推杆,芯模和内模上提的过程中,液压推杆可以压紧外模,以此来保证生产的连续性。
14.进一步改进,所述的内模芯模组件顶部设置有圆形转盘,圆形转盘连接有升降装置,内模芯模组件中的内模与圆形转盘固定连接;12个芯模围绕内模成圆周放置,自上而下为倒圆台结构,每个芯模顶部均配套有一个可伸缩液压推杆,可伸缩液压推杆与圆形转盘固定。
15.进一步改进,所述的集束装置包括自上而下分布的内圈网板、外圈网板和缠绕装置,布纱毡穿过内圈网板对内模进行缠绕,布纱毡通过外圈网板和缠绕装置,在芯模下降的同时对其进行缠绕。可以一边下降一边缠绕,在到达高温加热固化区时,芯模已经缠绕完成,可以节省时间,保证生产的连续性。
16.本实用新型还提供了一种锥形电线杆塔生产线的生产方法,包括以下步骤:
17.1)涨紧张拉装置中的布、纱、毡经过预张拉涨紧轮张拉,进入树脂溶液沉浸池组件充分浸泡,预沉浸后晾干,制成预沉浸布、纱、毡;
18.2)内模、芯模为升降式,初始时提升至外模上部,预沉浸布、纱、毡进入上部内圈集束装置中进行集束定型,穿过内模表面形成锥形内层结构,穿过芯模形成环绕内层结构外
缘等距分布的加强筋结构;预沉浸布、纱、毡进入外圈集束装置中进行集束定型,穿过芯模外部,内模、芯模下降时,通过缠绕装置缠绕布后形成锥形的外层结构;
19.3)等内模、芯模下降到至指定区域后,合上哈夫外模,通过液压紧固和螺栓锁止,将外模稳固;通过液压推杆将芯模推紧,将所有的布、纱、毡压密实;用下方牵引机构将纱、布、毡进行拉紧,达到其预应力张力极限;
20.4)打开高温加热固化模块进行加热固化,固化过程中,缓慢提升内模、芯模,保证充分固化的同时防止粘膜;通过内模、芯模上的排气孔在固化的同时,通过加压充分排出气泡,提高产品的密实度。
21.5)固化后将哈夫外模固化组件的外模打开,先将芯模、内模提升抽出,利用牵引机构把成型产品牵引向下,同时重复步骤1)、步骤2)、步骤3)和步骤4),哈夫外模合上,对新进入的部分进行加热;
22.6)通过牵引机构牵引离开的部分,使用切割设备进行切割,利用行车把产品吊离。
23.进一步改进,所述的哈夫外模固化组件分为三层加热区域,温度自上而下逐层升高,相邻区域之间通过隔热层分隔,芯模和内模内置陶瓷加热板,与外模加热固化区层级相同,保证材料各部位同时加热固化。
24.进一步改进,所述的树脂溶液沉浸池组件、哈夫外模固化组件处的废气收集罩以及内模和芯模中的废气收集管道将加热固化过程中产生的废气收集之后输送到顶层废气处理系统。
25.本实用新型有益效果在于:
26.1、能够生产出满足使用需求的高品质锥形绝缘管材,产品机械强度大、重量轻,与水泥杆相比同等尺寸强度下,重量仅为其十分之一。
27.2、生产过程环保,连续高效。
28.3、可以达到布、纱、毡同时浸泡和缠绕的目的,使生产过程连续。
29.4、在芯模和内模进入加热固化前,通过升降装置将芯模和内模拉至顶部进行布、纱、毡的缠绕,可以降低缠绕的层数以及达到生产过程连续的目的,可做到下降和缠绕同时进行,可节省时间和提升效率。
30.5、安装运输方便,可以大大节省安装使用成本,可节约70%安装费用。
附图说明
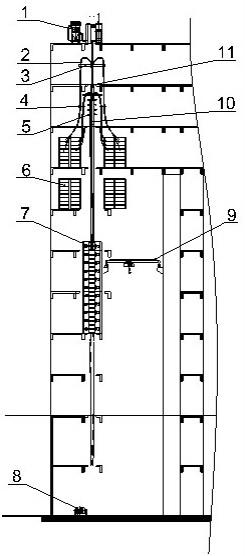
31.图1为本实用新型整体结构示意图。
32.图2为哈夫外模固化组件整体示意图。
33.图3为通过本实用新型制备得到的锥形管材主视图。
34.图4为通过本实用新型制备得到的锥形管材俯视图。
35.图5为哈夫外模固化组件主视图局部放大。
36.图6为哈夫外模固化组件俯视图。
37.图7为芯模示意图。
38.图8为主要模具示意图。
39.图9为布纱毡预浸位置示意图。
40.图10为缠绕机构示意图。
41.图11为缠绕位置示意图。
42.图12为沉浸池示意图。
43.图中,1、废气收集系统,2、布纱毡,3、内圈网板、4,沉浸池,5、缠绕装置,6、布纱毡架,7、哈夫外模加热固化组件,8、牵引装置,9、行车,10、内模,11芯模,12、支撑墙,13、导滑轨道,14、紧固油缸,15、哈夫外模,16、高温加热固化模块,17、可伸缩液压推杆,18、排气孔,19、外模液压推杆,20、内六角螺栓,21、内圈网板,22、外圈网板,23、缠绕装置。
具体实施方式
44.下面结合附图对本实用新型作进一步说明。
45.本实用新型提供了一种锥形电线杆塔生产线,结构如图1所示,包括竖直分布的通过楼层面分隔的若干层加工区域,加工区域中心开有同轴的加工通道,牵引装置垂直牵引经过预应力张拉的原材料依次通过各加工区域的加工通道完成加工,所述的加工区域从上到下依次包括涨紧张拉装置、树脂溶液沉浸池组件、集束装置、内模芯模组件、树脂溶液填充装置、哈夫外模固化组件7、牵引切割设备,所述的内模芯模组件包括内模10以及环绕内模外缘等距分布的若干芯模11,涨紧张拉装置上的布纱毡2浸泡树脂溶液后通过集束装置进入内模芯模组件,穿过内模和芯模之间形成内层结构、穿过芯模形成加强筋层,穿过芯模外部形成外层结构,各层结构的壁厚自上而下逐渐增加;所述的哈夫外模固化组件中心为高温加热固化模块16,高温加热固化模块中心区域为空心圆台结构,穿过内模芯模组件的各层结构进入高温加热固化模块的中心区域进行加热,倒圆台结构的直径在竖直方向上自上而下逐渐减小;所述的内模为倒圆台结构,倒圆台结构的直径在竖直方向上自上而下逐渐减小;所述的芯模顶部设置有可伸缩液压推杆17,可伸缩液压推杆将芯模压入内模10和高温加热固化模块16之间。
46.所述的哈夫外模固化组件如图2、5、6所示,包括支撑墙12、导滑轨道13、紧固油缸14、哈夫外模15和高温加热固化模块16,其中,哈夫外模通过导滑轨道固定在两个支撑墙之间,两侧支撑墙通过若干对紧固油缸拉伸推紧哈夫外模;高温加热固化模块中心包括三层加热区域,温度自上而下逐层升高,相邻区域之间通过隔热层分隔。哈夫外模15通过内六角螺栓20锁紧。
47.经过长时间的加热固化,会导致芯模卡死无法抽出的问题,从而无法保证连续生产,因此在上方安装两个外模液压推杆,使外模可以上下移动,不会卡死,以此来保证生产的连续性。
48.所述的内模如图3所示,为倒圆台结构,圆台结构的直径在竖直方向上自上而下逐渐减小。所述的芯模如图7、8、9所示,12个芯模围绕内模成圆周放置,自上而下为倒圆台结构,每个芯模的顶部都配套一个液压推杆,液压推杆固定在上方的圆形转盘上,可以同时将芯模压入内模和高温加热固化模块之间。
49.所述的芯模和内模内置陶瓷加热板,与外模加热固化区加热层级相同,芯模和内模外壁上设置有排气孔。
50.所述的加工区域最顶部设置有废气处理设备,树脂溶液沉浸池组件、哈夫外模固化组件上方设置有废气收集罩,内模和芯模内部的排气孔处设置有废气收集管道,废气收集管道与废气收集系统相连。
51.如图9所示布、纱、毡的引导路线。内模和芯模的布、纱、毡有两个地方进入,货架上的布、纱、毡经顶部涨紧轮张拉,先经过沉浸池预先充分浸泡,等稍微凝固之后,经过顶层的内圈网板21,然后再缠绕到内模上。芯模的布、纱、毡经过下方的涨紧轮张拉,穿过外圈网板22和缠绕装置23缠绕到芯模上,等全部缠绕完成之后,再通过液压推杆将芯模全部推入内模和高温加热模块之间。
52.如图10、11所示,顶部装有内圈网板21,布、纱、毡经过内圈网板引导,对内模进行缠绕。在顶板与外模中间装有外圈网板22和缠绕装置23,将芯模调整到合适的下降速度,可以一边下降一边缠绕,在到达高温加热固化区时,芯模已经缠绕完成,可以节省时间,保证生产的连续性。
53.本实用新型还提供了一种锥形电线杆塔生产线的生产方法,包括以下步骤:
54.1)涨紧张拉装置中的布、纱、毡经过预张拉涨紧轮张拉,进入树脂溶液沉浸池组件充分浸泡,预沉浸后晾干,制成预沉浸布、纱、毡;
55.2)内模、芯模为升降式,初始时提升至外模上部,预沉浸布、纱、毡进入上部内圈集束装置中进行集束定型,穿过内模表面形成锥形内层结构,穿过芯模形成环绕内层结构外缘等距分布的加强筋结构;预沉浸布、纱、毡进入外圈集束装置中进行集束定型,穿过芯模外部,内模、芯模下降时,通过缠绕装置缠绕布后形成锥形的外层结构;
56.3)等内模、芯模下降到至指定区域后,合上哈夫外模,通过液压紧固和内六角螺栓20锁止,将外模稳固;通过液压推杆将芯模推紧,将所有的布、纱、毡压密实;用下方牵引机构将纱、布、毡进行拉紧,达到其预应力张力极限;
57.4)打开高温加热固化模块进行加热固化,固化过程中,缓慢提升内模、芯模,保证充分固化的同时防止粘膜;通过内模、芯模上的排气孔在固化的同时,通过加压充分排出气泡,提高产品的密实度。
58.5)固化后将哈夫外模固化组件的外模打开,先将芯模、内模提升抽出,利用牵引机构把成型产品牵引向下,同时重复步骤1)、步骤2)、步骤3)和步骤4),哈夫外模合上,对新进入的部分进行加热;
59.6)通过牵引机构8牵引离开的部分,使用切割设备进行切割,利用行车9把产品吊离,成品如图3和图4所示。
60.进一步改进,所述的哈夫外模固化组件分为三层加热区域,温度自上而下逐层升高,相邻区域之间通过隔热层分隔,芯模和内模内置陶瓷加热板,与外模加热固化区层级相同,保证材料各部位同时加热固化。
61.进一步改进,所述的树脂溶液沉浸池组件、哈夫外模固化组件处的废气收集罩以及内模和芯模中的废气收集管道将加热固化过程中产生的废气收集之后输送到顶层废气处理系统。
62.本实用新型具体应用途径很多,以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进,这些改进也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
