用于制造激光标记的弹性体部件的系统和方法
发明领域
1.本文所述的实施方案涉及医疗装置部件,并且具体地涉及弹性体部件,诸如用数据或其他标识信息进行激光标记的塞子或柱塞、密封件等,以及特别是在多个制造步骤期间标记此类部件的方法和系统。
背景技术:
2.先前对医疗装置部件进行序列化或标记的尝试使用了射频(rf)标签、标签、模具腔标识或表面印刷。rf标签可能是价格高昂的、刚性的,并且难以大规模应用。标签需要粘附,因此可存在可沥滤材料进入药物的风险,并且还可能难以施加。模具腔标识不是唯一的,可随时间推移磨损,并且只能提供有限的信息。表面印刷也可能产生可沥滤材料,并且表面形态差异可影响密封或可加工性。
技术实现要素:
3.在一个方面,本发明涉及一种用于制造医疗装置部件的方法。该方法可包括形成医疗装置部件的主体,该主体具有表面并且至少部分地由具有第一颜色的可标记材料形成,将膜施加到主体的表面的至少一部分,包括可标记材料的至少一部分;以及在形成膜之后,将可标记材料的至少一部分的一个或多个区域暴露于具有预先确定的波长的激光辐射,以通过将一个或多个区域改变为不同于第一颜色的第二颜色而在主体的表面上形成可视标记。
4.在另一方面,本发明涉及一种医疗装置部件,该医疗装置部件包括具有第一表面的主体,该第一表面至少部分地由具有第一颜色的可标记材料形成,该可标记材料具有暴露于预先确定的波长的紫外光的激光辐射的区域变为不同于第一颜色的第二颜色的特性;覆盖主体的第一表面的至少一部分的膜,该膜在预先确定的波长的紫外光下具有至少5%的透射率;以及在由膜覆盖的主体的第一表面处的可标记材料上的可视标记。该可视标记包括在第一表面处具有第二颜色的可标记材料的一个或多个区域。
5.在又一方面,本发明涉及用于制造医疗装置部件的方法。该方法可包括在模制过程中形成医疗装置部件的主体,该主体具有表面并且至少部分地由具有第一颜色的可标记材料形成。该方法还可包括在主体的表面的至少一部分上形成膜,包括可标记材料的至少一部分。在另一步骤中,该方法可包括通过将可标记材料的至少一部分的一个或多个第一区域暴露于具有预先确定的波长的激光辐射以将该一个或多个第一区域改变为不同于第一颜色的第二颜色而在被膜覆盖的主体的表面上形成第一可视标记,该第一可视标记包含或链接到与模制和/或膜形成步骤相关的第一数据。在又一步骤中,该方法可包括从模具中洗涤医疗装置部件,并且通过将可标记材料的至少一部分的一个或多个第二区域暴露于具有预先确定的波长的激光辐射以将该一个或多个第二区域改变为第二颜色而在被膜覆盖的主体的表面上形成第二可视标记,该第二可视标记包含或链接到与洗涤步骤相关的第二数据。
6.在又一方面,本发明涉及一种用于制造弹性体部件的系统。该系统可包括模制工位,该模制工位包括模具,该模具被构造成接纳弹性体材料,形成包括多个未修整的弹性体部件的垫,并且固化该垫。该系统还可包括自动标记工位,该自动标记工位包括激光器和相机。该自动标记工位可被构造成从模制工位移除所固化的垫,将所固化的垫呈现给激光器以在未修整的弹性体部件中的每个未修整的弹性体部件上形成标记,并且将所固化的垫呈现给相机以捕获每个标记的图像。
7.在又一方面,本发明涉及用于制造弹性体部件的方法。该方法可包括:向模具提供弹性体材料;模制包括弹性体材料的垫,该垫包括多个未修整的弹性体部件;固化该垫;用激光器使未修整的弹性体部件中的每个未修整的弹性体部件的表面的一部分暴露以形成标记;以及捕获标记中的每个标记的图像。
8.鉴于以下描述,本发明的这些和其他方面将是显而易见的。
附图说明
9.当结合附图阅读时,将更好地理解上述发明内容以及以下具体实施方式。为了说明本发明,在附图中示出了目前优选的实施方案。然而,应当理解,本发明不限于所示的精确布置和工具。在附图中:
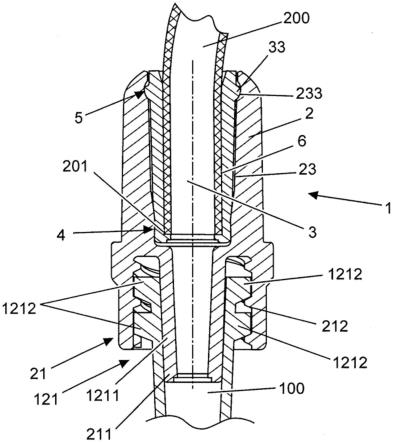
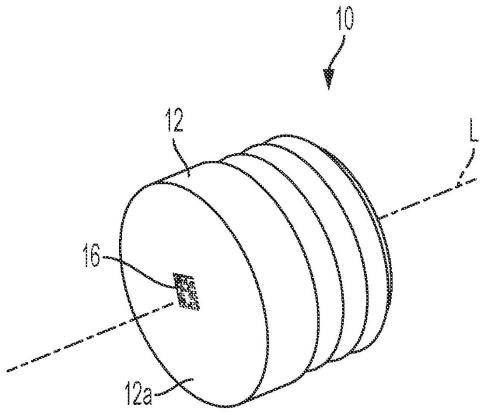
10.图1是根据本发明的实施方案的其上包括激光产生的可视标记的塞子的前侧透视图;
11.图2是根据本发明的另一实施方案的其上包括激光产生的可视标记的塞子的示意性横截面正视图;
12.图3是根据本发明的又一实施方案的塞子的顶部透视图,该塞子包括使用根据本发明的实施方案的方法在其上形成的激光产生的可视标记;
13.图4a是图3的塞子上的激光产生的可视标记的一部分的放大平面图,其中焦点在覆盖膜表面的顶部处;
14.图4b是图3的塞子上的激光产生的可视标记的一部分的放大平面图,其中焦点在位于覆盖膜下方的塞子材料的表面上;
15.图5是根据本发明的另一实施方案的制造塞子的示例性方法的示意性流程图;
16.图6是根据本发明的又一实施方案的制造和连续标记塞子的示例性方法的示意性流程图;
17.图7是根据本发明的各种实施方案的其上包括多个激光产生的可视标记的塞子的放大局部顶部平面图;
18.图8a和图8b是根据本发明的另一实施方案的具有表面标记的柱塞杆的顶部透视图;
19.图9a是根据本发明的另一实施方案的具有表面标记的密封件的塑料盖的顶部平面放大视图;
20.图9b是根据本发明的另一实施方案的具有表面标记的铝密封件的侧面放大视图;
21.图10a是根据本发明的另一实施方案的具有表面标记的弹性体塞子的顶部透视图,该弹性体塞子装配在具有透明盖的闭合件中;
22.图10b是图10a的组件中的表面标记中的一个表面标记的放大视图;
23.图11是根据本发明的又一实施方案的具有表面标记的各种弹性体柱塞的顶部透视图;
24.图12a是包含多个模制塞子的模制面板的顶部平面图;并且
25.图12b是根据本发明的又一实施方案的具有表面标记的图12a的模制塞子的顶表面的放大视图。
26.图13是根据本发明的另一实施方案的用于制造具有表面标记的多个弹性体部件的系统的平面示意图。
具体实施方式
27.在以下描述中使用某些术语仅为了方便起见,而无限制之意。词语“下部”、“底部”、“上部”、“顶部”、“前”、“后”和“背部”表示所参考的图中的方向。根据本公开,词语“向内”和“向外”分别指朝向和远离所讨论的部件的几何中心及其指定部分的方向。除非在本文中具体阐述,否则术语“一”、“一个”和“该”不限于一个要素,而是应理解为意指“至少一个”。为了清楚或可读性起见,有时可使用“至少一个”,但此类使用不改变对“一”、“一个”和“该”的解释。术语包括上述词语、它们的派生词和类似含义的词语。
28.还应当理解,当提及本发明的部件的尺寸或特性时,本文所用的术语“约”、“大约”、“大致”、“基本上”以及类似的术语指示所述尺寸/特性不是严格的边界或参数,并且不排除其在功能上类似的微小变型。至少,包括数值参数的此类参考将包括使用本领域公认的数学和工业原理(例如,舍入、测量或其他系统误差、制造公差等)将不会改变最低有效数位的变型。
29.在某些方面,通过使用紫外(uv)激光器,药物接触弹性体部件可以被标记/序列化为产生安全、清洁和灭菌相容的产品。即使已经施加了可选的膜,也可以将精确的标记施加到模制产品或成品。该技术(特别是在膜下方产生标记的情况下)对药物产品造成的风险非常小,因为任何可能产生的可提取物不存在于部件的表面。此外,该技术对于在低温应用中使用的部件可以是优选的,因为与使用粘合剂的标签不同,暴露于大的温差不太可能对标记产生实质上的影响。该技术可广泛适用于利用无机填料的弹性体部件,并且可扩展到其他聚合物部件,尤其是可覆盖在相容膜或其他透明层中的那些部件。
30.参考图1至图3,示出了根据各种优选实施方案的医疗装置部件(诸如塞子10)的示例。塞子10包括主体12,该主体优选地至少部分地由具有第一颜色的弹性体材料形成,诸如合成或天然橡胶,例如丁基橡胶、异戊二烯橡胶、丁二烯橡胶、卤化丁基橡胶(例如,溴化丁基橡胶)、乙烯丙烯三元共聚物、硅橡胶、乙烯丙烯二烯单体(epdm)橡胶、它们的组合等,该弹性体材料优选地包含无机填充材料,诸如二氧化钛等。在其他实施方案中,主体12可至少部分地由具有大量碳黑的聚合物制成,从而导致主体12材料的第一颜色较暗。此类材料是可标记的,将在下文对此进行进一步的解释。主体12优选地具有纵向轴线l和第一表面12a,该第一表面横向于纵向轴线l定向,并且更优选地,基本上垂直于纵向轴线l定向。在一些实施方案中,第一表面12a可以与药物接触。主体12包括可连接到或相邻于第一表面12a的附加表面,可平行于纵向轴线l延伸或与纵向轴线l同心,等等。例如,主体12可具有圆柱形形状,诸如图1中所示的形状,具有围绕纵向轴线l同心地形成的一个或多个肋,用于将塞子10密封在容器等(诸如注射器(未示出))内。
31.主体12的表面的至少一部分,并且在某些实施方案中优选地第一表面12a的至少一部分可以由膜14(图2、图4a)覆盖,该膜作为主体12的弹性体材料和主体12可以与之接触的任何药物(未示出)之间的阻隔材料。用于此类用途的常见膜14可包括但不限于包含四氟乙烯、乙烯四氟乙烯(etfe)、聚四氟乙烯(ptfe)、全氟烷氧基烷烃(pfa)、聚偏二氟乙烯(pvdf)、氟化乙烯丙烯(fep)、聚偏二氟乙烯(pvf)、聚氯三氟乙烯(pctfe)、乙烯三氟氯乙烯(ectfe)、全氟弹性体(ffpm)、含氟弹性体聚合物(fpm)、聚乙烯(pe)、环烯烃聚合物(cop)、环烯烃共聚物(cqc)、聚丙烯(pp)、它们的组合等的材料。
32.如图1至图4b和图7所示,塞子10优选地包括形成在主体12的表面上的可视标记16。优选地,可视标记16形成在主体12的表面上,该表面至少在塞子的制造过程中是高度可见的,诸如第一表面12a,并且在最终医疗装置(未示出)的使用期间也是可见的。可视标记16可以是机器可读或人可读中的至少一种。图3、图4a和图4b中所示的可视标记16是数据矩阵ecc 200码,主要是由于码的高数据密度和纠错特征。然而,可以使用其他机器可读代码,诸如其他数据矩阵码、其他二维条形码(例如,qr码等)、一维或堆叠式条形码等。对于诸如图7所示的人可读的可视标记16,可以使用字母数字字符、徽标、指导图像或消息等。可视标记16可以编码或提供与例如唯一产品或部件标识符、制造数据、跟踪信息、到期数据、使用说明等相关的数据。由于是人可读的、通过智能电话等可读的,或者具有专用视觉系统,所以塞子10可以由制造商及其客户、护理人员和/或患者进行跟踪。
33.可视标记16优选地使用uv激光辐射在主体12的表面上形成,使得主体12中的可标记材料的暴露于激光辐射的一个或多个区域变为不同于第一颜色的第二颜色。激光辐射例如被主体12中的无机填充材料吸收,这些无机填充材料随后降解以产生暗区。在其他实施方案(诸如使用碳黑的那些实施方案)中,激光器吸收可导致表现出“发泡”外观的较亮区域。此类uv激光器可以从例如加利福尼亚州圣克拉拉市的dpss lasers,inc.购得。在一个实施方案中,可视标记16可以使用具有355nm波长的激光器(未示出)形成,该波长在紫外范围内。还可以使用其他波长和/或类型的激光器,诸如co2激光器等,具体取决于待标记的主体12的材料。该过程是非接触的,并且产生很少的(如果有的话)微粒。
34.如前所述,激光器可以使用反射镜(未示出)来跨主体12的表面光栅化,以形成可视标记16。在另一方法中,xy托架可用于在主体12的表面的将施加可视标记16的部分上平移激光器。在又一方法中,在用激光器照射主体12的表面之前,可以将具有多个开口的掩模施加到该表面。开口可以被布置成使得在移除掩模时,期望的可视标记16留在主体12的表面上。可以优化激光器参数,诸如功率、速度、光斑大小等,以在可视标记16中实现期望的效果。另外,塞子10在标记过程中可以是静止的,或者在标记过程中可以是运动的,诸如在生产线上。
35.如本领域的技术人员所理解的,结合到本发明的各种实施方案中的标记和单元(表示代码的“比特”的正方形)的尺寸不受限制。例如,当装置的计算能力随着每一代新技术而提升时,标记内的单元的复杂性和数量也会增加,并且因此,仅受装置成功地读取和处理由标记提供的信息的能力以及激光器和材料的标记分辨率能力的限制。在一些应用诸如防伪应用中,可能优选的是设计具有高单元计数的小的(例如,微观的)标记。在其他应用中,诸如高速生产线中,可能期望具有较大面积的标记,这些较大面积的标记对于检查易于察觉,并且具有最佳数量的单元而复杂性较低,以最小化处理时间。
36.当可视标记16的面积增大时,每个单元的大小也可以成比例地增加,使得装置(诸如智能电话)能够成功地读取和处理由标记16提供的信息。可视标记16还可以通过减小可视标记16内的单元大小来优化,以允许对最大量的信息进行编码,同时仍然能够被读取装置成功地识别和处理。表1中提供了标记内的具有指定大小的优选的最小单元大小。
37.表1
38.总标记大小(mm)单元大小(μm)1.0711.41002.11502.8200
39.根据本发明的一个实施方案,用于制造和标记具有预先施加的膜的多个弹性体部件的系统可通过使用激光器来实现,该激光器发射一定波长的光,膜对该波长是透明的。例如,塞子形式的多个部件可以在第一步骤中通过压缩模制弹性体材料片材以生产面板(诸如图12a的模制面板)来制造。参考图13,用于制造面板的系统可包括混合工位1302,该混合工位被构造成共混或配混弹性体材料和用于形成弹性体部件的可选添加剂。混合工位1302可包括一种或多种类型的配混装备,诸如班伯里搅拌器、挤出机等。在弹性体材料已经配混之后,可以将其递送到模制工位1304。根据优选实施方案,模制工位1304可以是包括多个压缩模具1306a、1306b的圆盘传送带的形式。当圆盘传送带处于第一位置时,在将弹性体材料递送到第一模具1306a中之后,当圆盘传送带旋转到第二位置时,弹性体材料被压缩,然后被固化,以形成包含多个部件的垫,诸如图12a的垫。当第一模具1306a旋转到第二位置时,第二模具1306b旋转到第一位置以接纳来自混合工位1302的弹性体材料,从而提供半连续压缩模制过程。可以在垫内模制的弹性体部件的示例包括但不限于用于容纳液体或冻干产品的容器的瓶塞和用于料盒、注射器或卡普尔瓶的柱塞。每个垫可包括至少50个部件,更优选地至少200个部件,并且最优选地至少800个部件。垫可具有至少10cm、更优选地至少20cm、最优选地至少30cm的直径。在压缩模制步骤期间或之后,可以将聚合物膜(诸如etfe)施加到塞子的一个或多个表面上。
40.在垫已经固化并且第一模具1306a或第二模具1306b处于第二位置之后,模具打开并且从模具移除垫。垫优选地通过自动标记系统移除,该自动标记系统具有从模具移除垫的装置。例如,在一个实施方案中,自动标记系统可包括机器人1308a,该机器人包括被构造成从模具移除垫的机械臂。自动标记系统还可包括标记系统1312,该标记系统包括用于将标记施加到垫内的每个部件的表面的激光器。例如,如果固化的未修整的垫的表面涂覆有etfe膜,则发射355nm波长的光的激光器可用于标记一个或多个塞子的表面,因为etfe相对于该特定波长的光是透明的。因此,参考图2,即使在主体12上形成etfe膜14之后,也可以使用激光器在该主体上形成可视标记16,因为辐射可以穿过膜14而不对其造成损害。膜14在激光波长(通常是uv范围内的预先确定的波长)下的透射率为至少5%、至少10%、至少20%、至少30%、至少40%、至少50%、至少60%、至少70%以及至少80%,优选地按所列顺序增加。
41.如前所述,激光标记优选地以数据矩阵ecc 200码的形式提供。更优选地,数据矩阵ecc 200码为边长为约1.4mm的正方形形式,并且标记内的每个单元的最大尺寸为约
0.10mm,更优选地为约0.08mm。这将产生能够编码16位序列号的14
×
14数据矩阵ecc 200码。16位序列号可用于为垫内的每个部件提供唯一标识符以及源信息。例如,在优选实施方案中,16位序列号可以如下呈现:
42.yydddaabbxxxxxxx,
43.其中yy是指示部件制造年份的两位数字(例如,2019年为“19”),ddd是指示部件制造日期的三位数字(例如,1月1日为“001”或12月31日为“365”),aa是标识用于制造部件的系统(例如,图13所示的系统)的两位数字,bb是标识系统的地理位置的两位数字,并且xxxxxxx是与特定部件相关联的七位数字。通过提供该信息,将使最终用户或制造商能够查明与特定部件的起源相关联的时间和位置,这在某些情况下(诸如产品召回)可能是关键信息,将在下文对此进行更详细的描述。
44.参考图12b,标记17可被施加到塞子10的顶表面,优选地在目标区域11的外部。以圆圈为边界的目标区域11标识注射器针(未示出)应该插入的区域,以便提取用塞子10密封的容器(未示出)的内容物。标记17优选地在目标区域的外部,以防止容器的内容物与用形成标记17的激光器处理的塞子10的部分之间的可能的接触。
45.在垫上的每个部件已经被激光标记之后,机器人1308a可以将未修整的、激光标记的垫呈现给检查工位1314。检查工位1314可包括一个或多个相机,该一个或多个相机被配置为捕获垫上的每个标记的图像(例如,照片或视频)。例如,在一个实施方案中,机器人1308a可以跨检查工位1314内的一个或多个静止相机的视场移动垫。另选地,当检查工位1314内的一个或多个相机扫描激光标记时,机器人1308a可以将垫呈现和保持在静止位置。这可以通过将一个或多个相机安装在可移动托架上来实现。在另一实施方案中,垫和一个或多个相机可以同时移动,以增加捕获激光标记的图像的速度。例如,检查工位1314还可以用于扫描垫的一侧或两侧以标识部件中的任何缺陷。
46.检查工位1314还可以包括处理器,该处理器被配置为标识标记在部件表面上的位置并且/或者读取和记录与标记相关联的每个序列号。例如,通过标识标记在部件表面上的位置,检查工位1314可以确认标记17已经施加在目标区域11之外并且是可读的。如果不是,则部件可以在该过程的稍后时间被拒绝并且被丢弃。通过记录未修整的垫内的部件的序列号,可以更容易地确定任何缺陷的来源是否与模具相关联。例如,在修整并且将部件从垫分开之后,可以检查各个弹性体部件以标识任何物理缺陷。如果标识出缺陷,则可以记录与部件相关联的序列号。如果标识出若干缺陷,则可以比较序列号以确定缺陷是否发生在可以在修整之前在模制垫中的一个或多个模制垫上的共同位置中找到的弹性体部件中。这可表明缺陷的根本原因出在压缩模具中的一个压缩模具中,例如,1306a或1306b。与每个部件相关联的序列号的解码和记录可以由处理器在捕获一个或多个图像之后并且可选地在已经从检查系统1314移除垫之后并且在垫继续通过系统1300时完成。
47.在垫的每个部件上的标记17的形成和视觉检查之后,机器人1308a可以将垫放置在冷却系统1310中。冷却系统1310可包括其上可安置垫的支架。冷却系统1310还可以包括其他可选特征部,诸如气候控制柜、除湿器或冷却风扇。一旦被冷却,与第一机器人1308a相同或类似的第二机器人1308b可以从冷却系统1310中移除垫并且将该垫递送到一个或多个过程,诸如本领域的技术人员已知的用于通过使用刀片或类似的工具切割或修整每个部件周围的过量弹性体材料来从模制面板中移除每个部件的修整工位1316,用于对这些单独部
件进行清洁和/或消毒的洗涤工位1318,以及被构造成将多个经修整和洗涤的部件装载到包装(诸如袋或盒)的包装工位1320。与检查工位1314相同或类似的一个或多个附加检查工位可以在修整工位1316和洗涤工位1318之间以及/或者在洗涤工位1318和包装工位1320之间被添加到系统1300,以检查和检测部件中的任何缺陷。如前所述,可以在丢弃有缺陷的部件之前读取和记录有缺陷的部件的序列号。
48.如前所述,优选的是,本发明的某些实施方案将膜施加到由对用于将标记施加到部件表面的激光类型基本上透明的材料制成的部件。光学显微镜观察(诸如图4a和图4b中所示的那些)已经证明激光不会对膜14产生可见的降解。各种类型的激光器可以与对相应波长基本上透明的各种聚合物膜或覆盖物(例如,聚丙烯或氟化乙烯丙烯(fep)盖等)配对,以实现相同的结果,即,在部件的表面上和在预先施加的膜或覆盖物下方形成可视标记。作为这种效果的结果,可视标记16的产生可以发生在模制塞子10之后的任何时间,从而允许在整个制造过程中包括附加数据,同时最小地影响当前的制造过程。可视标记16还显示为耐受各种材料的蒸汽灭菌温度(例如,高达121℃)。
49.对于根据本发明的各种实施方案的一些方法,标记可以在部件已经结合到组件中之后施加到部件。例如,弹性体塞子可以结合到透明盖中,诸如由daikyo seiko ltd.制造的daikyoruv闭合件。当选择用于盖的适当透明材料和由激光器发射的光的对应波长时,使得光将基本上透射穿过盖和膜,而不是被盖和膜吸收,在组装到透明盖中之后,可以在弹性体塞子的表面上施加标记(图10a和图10b)。类似地,在另一个示例中,各种类型的弹性体柱塞的表面(图11)可以在柱塞被插入透明注射器或料盒筒之前或在此之后用适当波长的激光进行标记。同样,应该选择一定波长的光,使得该光基本上不被料盒或注射器筒的透明材料(例如,玻璃、聚合物材料等)吸收。
50.图5示出了用于制造医疗装置部件(诸如塞子10)的一个示例性方法100。在步骤102处,可以提供主体12,该主体具有表面并且至少部分地由可标记材料形成,诸如具有上述无机填充材料的橡胶。主体12可以根据常规技术来模制。在步骤104处,膜14(诸如上述etfe)可以随后形成为覆盖主体12的表面的至少一部分,并且包括覆盖可标记材料的至少一部分(例如,其中主体12可以部分地由可标记材料形成,并且部分地由设计用于结构支撑和/或美观的一些其他材料形成)。
51.在步骤106处,在形成膜14之后,通过将可标记材料的一个或多个区域暴露于具有预先确定的波长(诸如在uv波长范围内)的激光辐射,从而改变暴露区域的颜色,可以在由膜14覆盖的主体12的表面上形成可视标记16。该暴露可包括例如跨主体12上的多个区域光栅化激光辐射以形成在空间上延伸的可视标记16(例如,图1至图4b中的机器可读代码)和/或多个可视标记16(例如,图7中的可视标记16a至16d)。
52.在一个方面,期望能够在整个制造过程中递增地将信息添加到医疗装置部件,诸如塞子10。这可以通过例如添加附加的数据矩阵码,或者通过扩展已经存在的可视标记16(即,添加更多的符号或字符)来实现。
53.图6示出了以这种方式的塞子10的制造过程200的一部分的一个示例。在步骤202处,以常规方式模制塞子10,其优选地包括在适当的位置施加膜14。在步骤204处,在将塞子10移动至下一个过程之前,用模制过程指示标识在主体12的第一区域中对该塞子进行激光标记。模制过程指示标识和其他类似的过程指示标识可以为包含数据(例如,时间戳、与模
制过程相关的参数信息等)的编码标记(类似于图1至图4b中的可视标记16)或链接到可更新数据库的唯一id或url,在该可更新数据库中可以标识和描述与所完成的过程步骤(如模制)相关的信息。另选地,模制过程指示标识可以为表示模制步骤已经完成的图形符号(例如,图7中的可视标记16a)或其他类似的标记。
54.在步骤206处,从塞子10的模具中修整该塞子,并且在步骤208处,通过激光标记(参见例如图7中的可视标记16b)在主体12的第二区域中的塞子10上形成修整过程指示标识。在步骤210处,以常规过程洗涤塞子10。在步骤212处,在主体12的第三区域中用洗涤过程指示标识对塞子10进行激光标记(参见例如图7中的可视标记16c)。在步骤214处,可以手动地或通过检查机器目视检查塞子10的缺陷。在步骤216处,在主体12的第四区域中将目视检查过程指示标识激光标记到塞子10上(参见例如图7中的可视标记16d)。在可视标记16是在每个相关过程之后添加到其上的机器可读代码的情况下,各个标记区域可以彼此相邻,或者每个步骤可以调用其自身的单独且独立的代码。虽然在图6中示出了各种过程步骤,并且每个过程步骤之后是激光创建的过程指示标识,但所例示的过程不是限制性的,并且可以在不脱离本发明的精神和范围的情况下对步骤、激光创建的过程指示标识的数量等进行改变。
55.上述过程是有益的,因为可以消除在制造过程期间对服务器查询或操作的需要。高速填充线不容许显著的延迟,而可视标记16可以存储有限的数据,在检索中没有延迟,因此可以在高速线上实现。
56.在某些实施方案中,可视标记16可用于唯一序列化。如前面简要描述的,在每个处理步骤之后,数据库(未示出)可以用涉及与每个塞子10的可视标记16相关联的唯一标识符(例如,序列号)的信息来更新。例如,一旦已经测试了一批弹性体部件的质量参数,诸如颗粒、可提取物和可沥滤物,就可以扫描和解码每个部件上的激光标记,并且可以在每次测试之后用数据填充数据库,使得这些数据与数据库内的每个序列号相关联。当在每个步骤扫描部件时,可以将时间戳和元数据附加到表中的特定可视标记16的条目。在一个实施方案中,可视标记16可包括短url或唯一id,并且每个部件可指向制造商控制的网站、api或带有日志的数据库,其中个体可检索与部件相关联的数据或元数据(例如,批/批次信息、过程参数信息、药品安全细节、交互细节、管理细节、召回信息、到期日期等)。然后可以通过地理位置、时间、用户等来跟踪部件。还可以允许药品制造商、药店、卫生保健提供方等添加与特定部件相关联的信息。
57.通过该过程,信息可用于例如发现有缺陷的模具腔,标识在制造系统中在何处产生废物,提供可追溯性,为新兴的细胞疗法分配唯一的患者id,或通知患者启用该治疗的每个人。在一些情况下,可以在装置制造之前进行数据库预取(例如,如果多个塞子都已经被唯一地标记),以便减少滞后。
58.该过程还用作防伪手段。通过跟踪每个部件,在序列化被复制的情况下,可实现标识和防止部件的重新使用。还希望防止恶意第三方预测序列号。为了防止这种活动,可视标记16可包含只能由客户读取的加密信息。例如,可视标记16可包括数字签名。如本领域的技术人员所理解的,可对编码在可视标记16中的数据进行数字签名。然后,终端用户可以确认消息的真实性,从而确认部件的真实性。还可以使用各种其他单向散列或密码认证方法(例如,良好隐私(pgp)加密等)来验证可视标记16中的消息实际上来自部件制造商,并且可选
地保护这些消息。根据应用,可以不同地使用密码密钥。在一个示例中,制造商可以选择用其私有密钥加密消息,使得所有被授权用户可以解密并且验证该消息。在另一个示例中,特定客户的消息可以用该客户的公钥进行加密,使得只有该特定客户才能解密该消息。
59.该过程还可以用于序列化待作为一个医疗装置的一部分一起被跟踪的部件。例如,每个部件可具有可以在数据库中彼此相关的一个或多个可视标记16。以这种方式,可以跟踪整个装置的制造、销售、装运和使用,并且将这些与各个部件相关联。例如,如果塞子10上的可视标记16与其他装置部件中的一个装置部件上的可视标记不相关,则可以检测到对不正确制造或使用假冒部件的早期检测。类似地,特定部件的召回可以容易地追溯到其中结合了这些部件的装置。在另一实施方案中,这些部件中的单个部件可包括激光创建的可视标记16,该激光创建的可视标记然后用于链接到数据库,针对该数据库可以存储和跟踪所有后续的装置信息(例如,制造细节、药物信息、基因治疗信息、患者信息、到期日期、序列号)等。患者信息可包括患者的身份、预期治疗计划、治疗管理信息(例如,所使用的医学治疗/装置的频率和类型)以及任何其他患者元数据,使得可视标记16可以由包括个性化治疗应用的系统使用。个性化治疗应用可以在系统诸如电子装置(例如,智能电话、平板电脑、膝上型电脑等)上可用。
60.类似地,通过在数据库中将可视标记16捆绑在一起,可以跟踪部件的整个装运,并且可以维护制造信息。例如,袋可包含多个塞子10,每个塞子具有激光产生的可视标记形式的单独的序列号。这些序列号可以在数据库中彼此相关联。在一个示例性操作中,当袋经过消毒时,可通过扫描袋上的与塞子10序列号关联的标签,或者通过扫描塞子10中的一个塞子的可视标记16并且使用先前建立的链路更新剩余的塞子数据来更新袋中每个塞子10的数据。
61.虽然上述实施方案示出了单个可视标记16或描述了一系列类似的可视标记(例如,多个数据矩阵码或图形符号),但还可以将具有不同特性的多个可视标记应用于部件。例如,一个可视标记16可包含相关的制造数据,而第二可视标记16可以是制造商的徽标。还可以使用其他类型的可视标记,诸如对护理人员的视觉指示标识,诸如针插入的位置。
62.虽然已经关于弹性体医疗装置部件讨论了上述实施方案,但根据本发明的激光标记还可以用于其他医疗装置部件。例如,激光标记可以在柱塞杆插入透明注射器筒之前或在此之后施加到柱塞杆的一个或多个表面(图8a和图8b)。在另一个示例中,可以通过标记塑料盖的顶表面或通过标记在铝侧壁上形成的含tio2的颜料漆或通过用透明漆标记铝本身来标记具有塑料翻盖的铝密封件(图9a和图9b)。塑料密封件和其他着色塑料以及由弹性体片材制成的线密封件与激光标记过程相容。玻璃部件可以进行激光标记,玻璃替代部件也可以进行激光标记,诸如使用由日本的daikyo seiko,ltd制造的crystal材料制造的那些,使用co2激光器等来燃烧和/或烧蚀材料。
63.虽然已经在附图中示出了特定且不同的实施方案,但是在符合本发明的精神和范围的同时,来自不同实施方案的各种单个元件或元件的组合可以彼此组合。因此,本文仅针对一个实施方案描述的单个特征不应被解释为与本文描述的其他实施方案不兼容或以其他方式包含在本发明中。
64.本领域的技术人员应理解,在不脱离本发明的广泛发明构思的情况下,可对上述实施方案进行改变。因此,应当理解,本发明并不限于所公开的特定实施方案,而是旨在涵
盖如本文公开内容限定的本发明的实质和范围内的修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。