1.本发明属于铝型材加工技术领域,具体涉及一种铝型材挤压线的自动矫直装置。
背景技术:
2.铝型材在挤出成型后需要进行校正,校正包括直线度、平面度和扭曲的校正。直线度和平面度一般采用拉直的方式进行校正,扭曲采用其他设备进行校正。
3.现有技术中的铝型材拉直装置,使用的是一体式夹爪同时对几根铝型材进行拉直,由于每根铝型材的弯曲程度不同,导致一体式夹爪同时夹住几根铝型材进行拉伸时,弯曲程度小的铝型材会先被拉直,此时弯曲程度大的铝型材还没有完全被拉直,由于采用了一体式夹爪,所以要想将弯曲程度大的铝型材完全拉直,已经被拉直的弯曲程度小的铝型材会形成阻碍,影响对弯曲程度大的铝型材的拉直效果,同时继续拉直也会造成已经拉直的弯曲程度小的铝型材过度拉伸,从而发生变形。
技术实现要素:
4.针对上述不足,本发明的目的是提供一种铝型材挤压线的自动矫直装置。
5.本发明提供了如下的技术方案:
6.一种铝型材挤压线的自动矫直装置,包括相间隔设置的固定座和移动座;
7.固定座的承载台一上方设有一体夹块;一体夹块由驱动装置一驱动对承载台一上的型材进行夹持;
8.移动座的承载台二上方设有分体夹块;分体夹块由驱动装置二驱动对承载台二上的型材进行夹持;
9.固定座上设有相间隔排布的至少三个激光发射器,移动座上设有与激光发射器一一对应的激光接收器;
10.移动座连接有驱动装置三,驱动装置三用于驱动移动座沿靠近或远离固定座方向做横向直线运动;
11.还包括控制器,驱动装置一、驱动装置二、驱动装置三、激光发射器、激光接收器均与控制器电性连接。
12.固定座和移动座一侧设有输送机构一,固定座和移动座另一侧设有输送机构二;
13.固定座靠近移动座一端、移动座靠近固定座一端均设有输送机构三。
14.输送机构三连接有与控制器电性连接的驱动装置四,驱动装置四用于驱动输送机构三做竖向直线运动。
15.输送机构一靠近输送机构三一端设有挡块,挡块下端连接有驱动机构。
16.固定座靠近输送机构一一侧设有导板;移动座靠近输送机构一一侧设有与控制器电性连接的驱动装置五,驱动装置五用于驱动推板沿靠近或远离导板方向做横向直线运动。
17.固定座靠近移动座一端安装有与控制器电性连接的驱动装置六,驱动装置六位于
一体夹块靠近输送机构一一侧;
18.驱动装置六用于驱动滑块沿靠近或远离一体夹块方向做横向直线运动;滑块上安装有与控制器电性连接的驱动装置七,驱动装置七用于驱动推块做竖向直线运动;
19.位于一体夹块远离输送机构一一侧的固定座上安装有与控制器电性连接的旋转装置一,旋转装置一用于驱动挡杆一偏转;
20.移动座上安装有与控制器电性连接的旋转装置二,旋转装置二与旋转装置一相对应,旋转装置二用于驱动挡杆二偏转。
21.固定座和移动座之间相间隔地设有安装座一和安装座二;
22.安装座一位于靠近输送机构一一侧,安装座二位于靠近输送机构二一侧;
23.安装座一与驱动装置八连接,驱动装置八用于驱动安装座一沿靠近或远离安装座二方向做横向直线运动;驱动装置八与控制器电性连接;
24.安装座一和安装座二上均安装有与控制器电性连接的驱动装置九,驱动装置九用于驱动抬升座做竖向直线运动;抬升座相对一侧均设有若干个滚轮。
25.驱动装置三包括安装于基台上的滑轨,移动座与滑轨上的移动滑块固接;驱动装置三还包括电动推杆,电动推杆一端与移动座固接。
26.本发明的有益效果是:
27.本发明通过将多根铝型材一端推齐,然后采用一体夹块将这一端夹持,然后使用分体夹块分别夹住每根铝型材的另一端进行拉伸,通过激光发射器和激光接收器判断每根铝型材被拉直的程度,对已经被拉直的铝型材,分体夹块不再夹持这根铝型材,从而避免已经拉直的铝型材对后续拉直工作形成阻碍,也可以避免已经拉直的铝型材被过度拉伸。本发明通过设有滚轮的抬升座对铝型材进行挤压,可以令弯曲程度大的铝型材尽快被拉直,从而一方面提升了拉直速度,另一方面也可以减小弯曲程度不同的各铝型材拉直进度差距,避免弯曲程度小的铝型材形成阻碍和被过度拉伸。
附图说明
28.图1是本发明的结构示意图;
29.图2是本发明的固定座结构示意图;
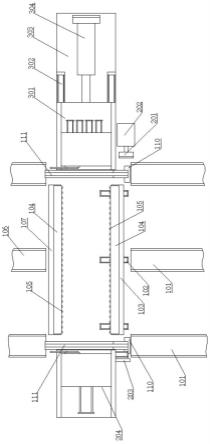
30.图3是本发明的移动座结构示意图。
31.图中标记为:输送机构一101、驱动装置八102、安装座一103、抬升座104、滚轮105、输送机构二106、安装座二107、挡块110、输送机构三111、推板201、驱动装置五202、导板203、固定座204、驱动装置六205、推块206、驱动装置七207、一体夹块208、挡杆一209、承载台一210、激光发射器211、移动座301、滑轨302、基台303、电动推杆304、承载台二305、激光接收器306、分体夹块307、挡杆二308。
具体实施方式
32.如图所示,一种铝型材挤压线的自动矫直装置,包括相间隔设置的固定座204和移动座301,其中,在固定座204的承载台一210上方设有一体夹块208,一体夹块208由驱动装置一驱动对承载台一210上的型材进行夹持,一体夹块208可以同时夹住几根铝型材,驱动装置一可以选用电动气缸。在移动座301的承载台二305上方设有分体夹块307,分体夹块
307由驱动装置二驱动对承载台二305上的型材进行夹持,驱动装置二可以选用电动气缸,每个分体夹块307只夹持一根铝型材。
33.移动座301连接有驱动装置三,驱动装置三用于驱动移动座301沿靠近或远离固定座204方向做横向直线运动。具体地,驱动装置三包括安装于基台303上的滑轨302,移动座301与滑轨302上的移动滑块固定连接。驱动装置三还包括电动推杆304,电动推杆304一端与移动座301固定连接。
34.在固定座204上设有相间隔排布的至少三个激光发射器211,移动座301上设有与激光发射器211一一对应的激光接收器306。驱动装置一、驱动装置二、驱动装置三、激光发射器211、激光接收器306均与控制器电性连接。优选地,激光发射器211有五个,每根铝型材放置在相邻两个激光发射器211中间,当铝型材弯曲时,激光发射器211射出的光线会被铝型材遮挡,导致与其对应的激光接收器306无法接收到光线,此时判定此铝型材需要继续拉伸;当此铝型材拉直后,激光发射器211射出的光线会被激光接收器306接收,此时夹持这根铝型材的分体夹块307松开这根铝型材,不再拉伸这根铝型材。
35.在固定座204和移动座301一侧设有输送机构一101,固定座204和移动座301另一侧设有输送机构二106。固定座204靠近移动座301一端、移动座301靠近固定座204一端均设有输送机构三111。输送机构三111连接有与控制器电性连接的驱动装置四,驱动装置四用于驱动输送机构三111做竖向直线运动。驱动机构四可以选用电动气缸。输送机构一101靠近输送机构三111一端设有挡块110,挡块110下端连接有驱动机构。当需要上料时,挡块110向下运动,输送机构三111与输送机构一101对齐,输送机构一101上的铝型材会被输送到输送机构三111上;当输送机构三111上有规定数量铝型材后,挡块110升起,从而挡住输送机构一101一端,使得输送机构一101上的铝型材被挡住。
36.固定座204靠近输送机构一101一侧设有导板203,移动座301靠近输送机构一101一侧设有与控制器电性连接的驱动装置五202,驱动装置五202用于驱动推板201沿靠近或远离导板203方向做横向直线运动,驱动装置五202选用电动气缸。铝型材被输送到输送机构三111上之后,可以通过推板201推动铝型材,使得铝型材一端与导板203接触。
37.固定座204靠近移动座301一端安装有与控制器电性连接的驱动装置六205,驱动装置六205位于一体夹块208靠近输送机构一101一侧。驱动装置六205用于驱动滑块沿靠近或远离一体夹块208方向做横向直线运动,驱动装置六可以选用直线滑台。滑块上安装有与控制器电性连接的驱动装置七207,驱动装置七207用于驱动推块206做竖向直线运动,驱动装置七207可以选用电动推杆。位于一体夹块208远离输送机构一101一侧的固定座204上安装有与控制器电性连接的旋转装置一,旋转装置一用于驱动挡杆一209偏转。移动座301上安装有与控制器电性连接的旋转装置二,旋转装置二与旋转装置一相对应,旋转装置二用于驱动挡杆二308偏转。
38.经过推板201和导板203作用后,几根铝型材靠近固定座204一端对齐,挡杆一209和挡杆二308被驱动偏转,从而挡在输送机构三111靠近输送机构二106一端,这几根铝型材被输送机构三111输送到一体夹块208下方后,铝型材不会被输送到输送机构二106上;然后驱动装置七207驱动推块206向下运动,然后驱动装置六205驱动推块206横向运动,从而使得几根铝型材靠近固定座204一端的侧面紧贴、并处在相邻的两个激光发射器211中间,使得激光发射器211发出的光线能够从呈“工”字形的铝型材侧面凹槽中通过,对于弯曲的铝
型材,光线会被弯曲的槽壁挡住;对于被拉直的铝型材,光线会从凹槽中穿过,从而被激光接收器306接收。
39.固定座204和移动座301之间相间隔地设有安装座一103和安装座二107。安装座一103位于靠近输送机构一101一侧,安装座二107位于靠近输送机构二106一侧。安装座一103与驱动装置八102连接,驱动装置八102用于驱动安装座一103沿靠近或远离安装座二107方向做横向直线运动,驱动装置八可以选用电动滑台。驱动装置八102与控制器电性连接。安装座一103和安装座二107上均安装有与控制器电性连接的驱动装置九,驱动装置九用于驱动抬升座104做竖向直线运动,驱动装置九可以选用电动推杆。抬升座104相对一侧均设有若干个滚轮105。
40.本发明的具体使用原理是这样的:
41.首先令输送机构三111与输送机构一101对齐,使得铝型材能够运动到输送机构三111上,当铝型材在输送机构三111上时,通过推板201推动铝型材,使得铝型材一端与导板203接触,从而使得铝型材一端对齐;在偏转后的挡杆一209和挡杆二308作用下,输送机构三111上的铝型材会被挡住;当输送机构三111上有规定数量的铝型材之后,挡块110升起,从而挡住输送机构一101一端,使得输送机构一101上的铝型材被挡住;驱动装置七207驱动推块206向下运动,在驱动装置六205的作用下,推块206横向运动,同时由于挡杆一209和挡杆二308的阻挡,几根铝型材的靠近固定座204一端的侧面会贴紧,同时使得激光发射器211与铝型材的侧面凹槽对应。当铝型材靠近固定座204一端的侧面贴紧后,一体夹块208夹住这端,然后分体夹块307夹住另一端;两侧的抬升座104向上运动,从而令几根铝型材位于两个抬升座104之间,安装座一103上的抬升座104被带动向铝型材运动,从而使得两个抬升座104夹住数根铝型材,当移动座301运动拉伸铝型材时,经过抬升座104的挤压,会令弯曲程度大的铝型材尽快被拉直,从而一方面提升了拉直速度,另一方面也可以减小弯曲程度不同的各铝型材拉直进度差距,避免弯曲程度小的铝型材形成阻碍和被过度拉伸,设置滚轮105可以减小摩擦;当弯曲程度小的铝型材首先被拉直时,这根铝型材两侧的激光发射器211发出的光线能够从呈“工”字形的铝型材侧面凹槽中通过,对于被拉直的铝型材,光线会从凹槽中穿过,从而被激光接收器306接收,此时可令夹持该铝型材的分体夹块307松开,从而令此铝型材不再被拉伸,令其余铝型材继续被拉伸,直至所有铝型材被拉直。
42.当所有铝型材被拉直后,一体夹块208松开,挡杆一209和挡杆二308回位,输送机构三111向上运动,直至与输送机构二106对齐,输送机构三111开启,使得被拉直后的铝型材被输送到输送机构二106上。
43.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
