1.本发明涉及工业自动化设备领域,特别涉及一种基于双层错盘上料的快速转贴设备。
背景技术:
2.在精密电子产品的生产中,部分产品需要片料上料,且数量较多,人工上料次数频繁,自动化程度较低。
3.目前传统的方法是人工使用治具进行片料转贴,效率低下,精度无法保证,且模切工艺未得到改善,增加模切工艺成本;整体自动化程度不高。
技术实现要素:
[0004][0005]
本发明的目的是提供一种自动化程度高、生产效率高的基于双层错盘上料的快速转贴设备,至少能够解决上述问题之一。
[0006]
根据本发明的一个方面,提供了一种基于双层错盘上料的快速转贴设备,
[0007]
至少包括:
[0008]
机体;
[0009]
双层错盘上料装置,安装于所述机体且配置为输入待转贴的片料产品;
[0010]
膜料输送装置,安装于所述机体且配置为输入底膜料带;
[0011]
吸取运输装置,安装于所述机体且配置为吸取所述双层错盘上料装置处的片料产品并将其运输至膜料输送装置输入的底膜料带上;
[0012]
视觉检测装置,安装于所述机体且位于所述底膜料带的下方,
[0013]
所述视觉检测装置与所述吸取运输装置相配合,配置为对所述吸取运输装置进行引导;
[0014]
所述双层错盘上料装置包括上定位治具机构、下定位治具机构、伺服错位驱动机构、同步带传动机构和缺料检测机构,所述伺服错位驱动机构与所述同步带传动机构动力连接,
[0015]
所述上定位治具机构、下定位治具机构均与所述同步带传动机构连接且两者呈上下分布,所述缺料检测机构与所述上定位治具机构、下定位治具机构内的片料产品相配合。
[0016]
由此,本发明公开了一种全新结构的快速转贴设备,该快速转贴设备的工作原理为:
[0017]
s1、首先将底膜料带通过膜料输送装置传入转贴工位,将片料产品放入上定位治具机构、下定位治具机构,机台通电,打开用于控制视觉检测装置的视觉软件;
[0018]
s2、调整底膜料带以及片料产品位置,膜料输送装置的拉料传感器以及缺料检测机构的感应器ok,初始化机台;
[0019]
s3、初始化ok,启动机台;
[0020]
s4、吸取运输装置移动至上定位治具机构正上方,缺料检测机构检测到料后,吸取运输装置对上定位治具机构内的片料产品进行吸取;
[0021]
同时视觉检测装置开始视觉定位;
[0022]
s5、吸取运输装置完成吸料,并根据视觉检测装置定位的位置移动,进行转贴,将片料产品贴覆于底膜料带的对应位置;
[0023]
s6、完成贴料后;膜料输送装置进行拉料;直至拉料传感器下一个感应ok;
[0024]
s7、拉料的同时,吸取运输装置返回进行吸料;
[0025]
s8、重复以上步骤s4~s7,循环动作,完成上定位治具机构、下定位治具机构内的片料产品的转贴。
[0026]
本发明的快速转贴设备采用双层错盘上料方式,人工将片料产品放至双层换料模组治具内,走料板穿入带有一定粘性底膜,双层换料模组动作,机械手模组动作,待产品送料到位后,机械手吸取并完成转贴;
[0027]
在一些实施方式中,双层错盘上料装置还包括导向机构,导向机构包括安装于机体上表面的两组滑块导轨组件,其中一组滑块导轨组件与上定位治具机构相连接,另一组与下定位治具机构相连接。
[0028]
在一些实施方式中,上定位治具机构包括第一安装架、第一底板和第一限位部,第一安装架底部的一端与同步带传动机构连接,另一端与其中一组滑块导轨组件连接,第一底板安装于第一安装架,第一限位部安装于第一底板且与片料产品限位配合。
[0029]
在一些实施方式中,下定位治具机构包括第二安装架、第二底板和第二限位部,第二安装架底部的一端与同步带传动机构连接,另一端与另一组滑块导轨组件连接,第二底板安装于第二安装架,第二限位部安装于第二底板且与片料产品限位配合。
[0030]
在一些实施方式中,同步带传动机构包括第一同步轮、第二同步轮和传送带,第一同步轮、第二同步轮可转动地安装于机体,第一同步轮与伺服错位驱动机构动力连接,第二同步轮通过传送带与第一同步轮传动连接,第一安装架、第二安装架分别与传动带连接。
[0031]
在一些实施方式中,双层错盘上料装置还包括顶升机构,顶升机构安装于机体且位于上定位治具机构或者下定位治具机构内的片料产品相配合,用于将所述片料产品顶升。由此,当缺料检测机构感应到无料,顶升机构工作将片料产品顶升,直至缺料检测机构感应到料后继续进行转贴工作。
[0032]
在一些实施方式中,顶升机构包括顶升块和顶升驱动件,顶升驱动件安装于机体,顶升块安装于所述顶升驱动件的驱动端,顶升块与片料产品相配合。
[0033]
在一些实施方式中,膜料输送装置包括从头至尾依次设置的收放料机构、导正机构、转贴平台和拉料机构,收放料机构用于放卷底膜料带,导向机构用于导正所述底膜料带,拉料机构用于拉动底膜料带进给,视觉检测装置安装于转贴平台上的底膜料带的下方,双层错盘上料装置、吸取运输装置设置于转贴平台的侧方。
[0034]
在一些实施方式中,基于双层错盘上料的快速转贴设备还包括感应装置,感应装置安装于转贴平台且与底膜料带相配合。由此,可对底膜料带进行感应,配合膜料输送装置完成底膜料带的运输工作。
[0035]
在一些实施方式中,吸取运输装置包括多轴驱动机构和吸料机构,多轴驱动机构安装于机台,吸料机构安装于多轴驱动机构且与片料产品相配合,吸料机构包括至少一个
与片料产品相配合的吸料块。
[0036]
在一些实施方式中,视觉检测装置包括第三安装架、光源模组和ccd 视觉检测模组,第三安装架安装于机体,光源模组和ccd视觉检测模组安装于第三安装架,光源模组位于所述底膜料带与ccd视觉检测模组之间。
[0037]
本发明的有益效果:
[0038]
本发明的快速转贴设备采用双层错盘上料方式,人工将片料产品放至双层换料模组治具内,走料板穿入带有一定粘性底膜,双层换料模组动作,机械手模组动作,待产品送料到位后,机械手吸取并完成转贴;
[0039]
本发明的快速转贴设备具有以下优点:
[0040]
1、替代了原手工贴合产品,减轻劳动强度;
[0041]
2、精简人力(节省4人/台);进一步降低人力成本;
[0042]
3、生产线效率提升,ct优化提升到2s/pcs;
[0043]
4、设备使用双层换料模组上料方式,减少人工放料次数,提升了自动化程度。
[0044]
本发明通过进行集成化机构件以及优化视觉程序和动作等,达到快速,精确的转贴;并减轻人工上片料劳动强度;有效的减少人力成本,提高产品生产效率,增加产品良率。
附图说明
[0045]
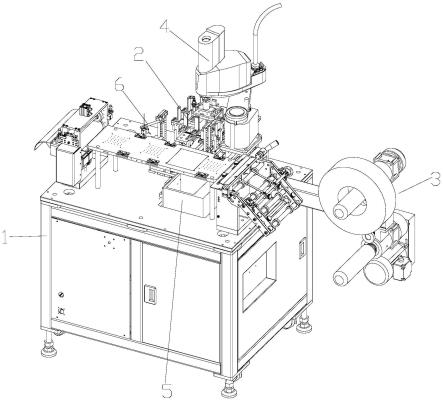
图1为本发明一实施方式的基于双层错盘上料的快速转贴设备的立体结构示意图;
[0046]
图2为图1所示的基于双层错盘上料的快速转贴设备的俯视结构示意图;
[0047]
图3为图1所示的基于双层错盘上料的快速转贴设备的双层错盘上料装置的立体结构示意图;
[0048]
图4为图3所示的双层错盘上料装置的上定位治具机构的立体结构示意图;
[0049]
图5为图3所示的双层错盘上料装置的下定位治具机构的立体结构示意图;
[0050]
图6为图3所示的双层错盘上料装置省略部分结构后的立体结构示意图;
[0051]
图7为图1所示的基于双层错盘上料的快速转贴设备的吸取运输装置的立体结构示意图;
[0052]
图8为图7所示的吸取运输装置的吸料机构的立体结构示意图;
[0053]
图9为图1所示的基于双层错盘上料的快速转贴设备的膜料输送装置的立体结构示意图。
[0054]
图1~9中的附图标记:1-机体;2-双层错盘上料装置;3-膜料输送装置; 4-吸取运输装置;5-视觉检测装置;6-感应装置;7-片料产品;21-上定位治具机构;22-下定位治具机构;23-伺服错位驱动机构;24-同步带传动机构; 25-缺料检测机构;26-导向机构;27-顶升机构;31-收放料机构;32-导正机构;33-转贴平台;34-拉料机构;41-多轴驱动机构;42-吸料机构;51-第三安装架;52-光源模组;53-ccd视觉检测模组;211-第一安装架;212-第一底板;213-第一限位部;221-第二安装架;222-第二底板;223-第二限位部; 241-第一同步轮;242-第二同步轮;243-传送带;261-滑块导轨组件;271
‑ꢀ
顶升块;272-顶升驱动件;421-吸料块。
具体实施方式
[0055]
下面结合附图对本发明作进一步详细的说明。
[0056]
图1~9示意性地显示了根据本发明的一种实施方式的基于双层错盘上料的快速转贴设备。
[0057]
如图1~9所示,该基于双层错盘上料的快速转贴设备至少包括:
[0058]
机体1;
[0059]
双层错盘上料装置2,安装于机体1且配置为输入待转贴的片料产品7;
[0060]
膜料输送装置3,安装于机体1且配置为输入底膜料带;
[0061]
吸取运输装置4,安装于机体1且配置为吸取双层错盘上料装置2处的片料产品7并将其运输至膜料输送装置3输入的底膜料带上;
[0062]
视觉检测装置5,安装于机体1且位于底膜料带的下方,视觉检测装置 5与吸取运输装置4相配合,配置为对吸取运输装置4进行引导;
[0063]
双层错盘上料装置2包括上定位治具机构21、下定位治具机构22、伺服错位驱动机构23、同步带传动机构24和缺料检测机构25,伺服错位驱动机构23与所述同步带传动机构24动力连接,上定位治具机构21、下定位治具机构22均与同步带传动机构24连接且两者呈上下分布,缺料检测机构25与所述上定位治具机构21、下定位治具机构22内的片料产品7相配合。
[0064]
双层错盘上料装置2还包括导向机构26,导向机构26包括安装于机体 1上表面的两组滑块导轨组件261,其中一组滑块导轨组件261与上定位治具机构21相连接,另一组与下定位治具机构22相连接。
[0065]
上定位治具机构21包括第一安装架211、第一底板212和第一限位部 213,第一安装架211底部的一端与同步带传动机构24连接,另一端与其中一组滑块导轨组件261连接,第一底板212安装于第一安装架211,第一限位部213安装于第一底板212且与片料产品7限位配合。
[0066]
下定位治具机构22包括第二安装架221、第二底板222和第二限位部 223,第二安装架221底部的一端与同步带传动机构24连接,另一端与另一组滑块导轨组件261连接,第二底板222安装于第二安装架221,第二限位部223安装于第二底板222且与片料产品7限位配合。
[0067]
同步带传动机构24包括第一同步轮241、第二同步轮242和传送带243,第一同步轮241、第二同步轮242可转动地安装于机体1,第一同步轮241 与伺服错位驱动机构23动力连接,第二同步轮242通过传送带243与第一同步轮241传动连接,第一安装架211、第二安装架221分别与传动带连接。本实施方式的伺服错位驱动机构23可以为伺服电机和减速器等组合驱动结构。
[0068]
双层错盘上料装置2还包括顶升机构27,顶升机构27安装于机体1 且位于上定位治具机构21或者下定位治具机构22内的片料产品7相配合,用于将所述片料产品7顶升。由此,当缺料检测机构25感应到无料,顶升机构27工作将片料产品7顶升,直至缺料检测机构25感应到料后继续进行转贴工作。
[0069]
顶升机构27包括顶升块271和顶升驱动件272,顶升驱动件272安装于机体1,顶升块271安装于所述顶升驱动件272的驱动端,顶升块271 与片料产品7相配合。本实施方式的
顶升驱动件272可以为电缸或者气缸。
[0070]
膜料输送装置3包括从头至尾依次设置的收放料机构31、导正机构32、转贴平台33和拉料机构34,收放料机构31用于放卷底膜料带,导向机构 26用于导正所述底膜料带,拉料机构34用于拉动底膜料带进给,视觉检测装置5安装于转贴平台33上的底膜料带的下方,双层错盘上料装置2、吸取运输装置4设置于转贴平台33的侧方。本实施方式的收放料机构31、导正机构32、转贴平台33和拉料机构34均为料带输送机的常用零部件,在此不再过多说明。
[0071]
基于双层错盘上料的快速转贴设备还包括感应装置6,感应装置6安装于转贴平台33且与底膜料带相配合。由此,可对底膜料带进行感应,配合膜料输送装置3完成底膜料带的运输工作。
[0072]
本实施方式的缺料检测机构25可以由相对立设置的一对检测支架模组组成,感应装置6可以为红外传感器等。
[0073]
吸取运输装置4包括多轴驱动机构41和吸料机构42,多轴驱动机构 41安装于机台,吸料机构42安装于多轴驱动机构41且与片料产品7相配合,吸料机构42包括至少一个与片料产品7相配合的吸料块421。本实施方式的多轴驱动机构41可以为多轴机械手,比如雅马哈机械手。
[0074]
视觉检测装置5包括第三安装架51、光源模组52和ccd视觉检测模组53,第三安装架51安装于机体1,光源模组52和ccd视觉检测模组53 安装于第三安装架51,光源模组52位于所述底膜料带与ccd视觉检测模组53之间。
[0075]
本发明公开了一种全新结构的快速转贴设备,该快速转贴设备的工作原理为:
[0076]
s1、首先将底膜料带依次传入《收放料机构31、导正机构32、转贴平台33和拉料机构34;将片料产品7放入上定位治具机构21、下定位治具机构22,机台通电,打开用于控制视觉检测装置5的视觉软件;
[0077]
s2、调整底膜料带以及片料产品7位置,膜料输送装置3的拉料传感器以及缺料检测机构25的感应器ok,初始化机台;
[0078]
s3、初始化ok,启动机台;
[0079]
s4、吸取运输装置4移动至上定位治具机构21正上方,缺料检测机构25检测到料后,吸取运输装置4对上定位治具机构21内的片料产品7进行吸取;同时视觉检测装置5开始视觉定位;
[0080]
s5、吸取运输装置4完成吸料,并根据视觉检测装置5定位的位置移动,进行转贴,将片料产品7贴覆于底膜料带的对应位置;
[0081]
s6、完成贴料后;膜料输送装置3进行拉料;直至拉料传感器下一个感应ok;
[0082]
s7、拉料的同时,吸取运输装置4返回进行吸料;
[0083]
s8、重复以上步骤s4~s7,循环动作,完成上定位治具机构21、下定位治具机构22内的片料产品7的转贴。
[0084]
本发明的快速转贴设备采用双层错盘上料方式,人工将片料产品7放至双层换料模组治具内,走料板穿入带有一定粘性底膜,双层换料模组动作,机械手模组动作,待产品送料到位后,机械手吸取并完成转贴;
[0085]
本发明的快速转贴设备具有以下优点:
[0086]
1、替代了原手工贴合产品,减轻劳动强度;
[0087]
2、精简人力(节省4人/台);进一步降低人力成本;
[0088]
3、生产线效率提升,ct优化提升到2s/pcs;
[0089]
4、设备使用双层换料模组上料方式,减少人工放料次数,提升了自动化程度。
[0090]
本发明通过进行集成化机构件以及优化视觉程序和动作等,达到快速,精确的转贴;并减轻人工上片料劳动强度;有效的减少人力成本,提高产品生产效率,增加产品良率。
[0091]
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。