1.本技术涉及钎焊领域,尤其涉及一种板翅式冷却器芯子的钎焊夹具。
背景技术:
2.板翅式冷却器是一种由一系列具有一定波纹形状的金属片叠装而成的新型高效冷却器。各种板片之间形成薄矩形通道,通过板片进行热量交换。目前,板翅式冷却器的芯子主要通过钎焊的方式进行加工,即:将组装完成的芯子送至钎焊炉中进行钎焊,使芯子中的各部分零件焊接成一体。
3.但是,在芯子的钎焊过程中,芯子中的扁管会受热膨胀,导致扁管与翅片的间隙变大,从而造成扁管与翅片之间可能出现虚焊,影响芯子的钎焊合格率。
技术实现要素:
4.本技术提供了一种板翅式冷却器芯子的钎焊夹具,能够提高板翅式冷却器芯子的钎焊合格率。
5.本技术提供了一种翅式冷却器芯子的钎焊夹具,包括:底座、压板、缓冲垫片、压紧组件以及定位销;
6.所述压板通过所述压紧组件与所述底座连接;
7.所述缓冲垫片设置于所述底座与所述压板之间,并固定于所述压板的底部;
8.所述压板上设置有定位通孔;
9.所述定位销固定在所述底座上,并穿过所述压板上的定位通孔与所述压板连接。
10.可选的,所述压紧组件的两端分别设置于所述底座的中线位置上以及所述压板的中线位置上。
11.可选的,所述压紧组件包括:压紧螺杆以及压紧螺母;
12.所述底座的中线位置上设置有第一连接通孔;
13.所述压板的中线位置上设置有第二连接通孔;
14.所述压紧螺杆上设置有外螺纹,所述压紧螺母上设置有内螺纹;
15.所述压紧螺杆的外螺纹从所述底座的底部穿过所述第一连接通孔和所述第二连接通孔后与所述压板顶部的所述压紧螺母的内螺纹进行连接配合。
16.可选的,所述压板的底部设置有凹槽;
17.所述缓冲垫片固定于所述凹槽内。
18.可选的,所述缓冲垫片为方形垫片;
19.所述凹槽为方形凹槽。
20.可选的,所述定位销固定于所述底座的中线位置上;
21.所述压板上的定位通孔设置于所述压板的中线位置上。
22.可选的,所述缓冲垫片为陶瓷垫片。
23.可选的,所述底座和所述压板均为方块形板子。
24.可选的,所述底座和所述压板的材质均为金属。
25.可选的,所述定位销为圆柱形定位销。
26.从以上技术方案可以看出,本技术具有以下效果:
27.压板通过压紧组件与底座连接;缓冲垫片设置于底座与压板之间,并固定于压板的底部;压板上设置有定位通孔;定位销固定在底座上,并穿过压板上的定位通孔与压板连接。压紧组件用于将待钎焊芯子固定在底座和压板之间,在待钎焊芯子的钎焊过程中,缓冲垫片在压紧组件和压板的作用下对待钎焊芯子进行压贴,提高扁管的平整度,减少扁管因受热膨胀而导致扁管与翅片之间出现虚焊的情况,从而可以提高板翅式冷却器芯子的钎焊合格率。
附图说明
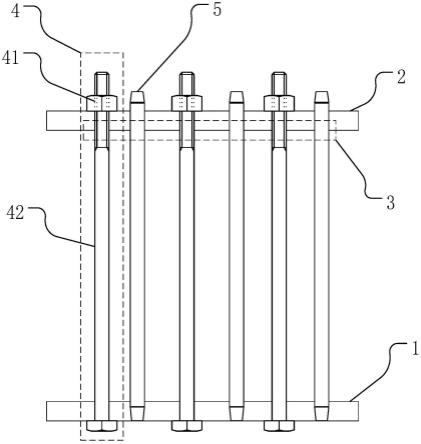
28.图1为本技术中的板翅式冷却器芯子的钎焊夹具的侧视示意图;
29.图2为本技术中的板翅式冷却器芯子的钎焊夹具的正视示意图。
具体实施方式
30.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅用于说明各部件或组成部分之间的相对位置关系,并不特别限定各部件或组成部分的具体安装方位。
31.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
32.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
33.此外,在本技术中所附图式所绘制的结构、比例、大小等,均仅用于配合说明书所揭示的内容,以供本领域技术人员了解与阅读,并非用于限定本技术可实施的限定条件,故不具有技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均仍应落在本技术所揭示的技术内容涵盖的范围内。
34.本技术提供了一种板翅式冷却器芯子的钎焊夹具,用于提高板翅式冷却器芯子的钎焊合格率。
35.本技术描述的板翅式冷却器芯子的钎焊夹具应用于芯子的钎焊工艺中,在将芯子送至钎焊炉进行钎焊前对芯子进行固定和压紧,可以减少芯子中的扁管和翅片在钎焊过程中发生虚焊的情况。
36.请参阅图1和图2所示,本实施例中的板翅式冷却器芯子的钎焊夹具包括:底座1、压板2、缓冲垫片3、压紧组件4以及定位销5;压板2通过压紧组件4与底座1连接;缓冲垫片3设置于底座1与压板2之间,并固定于压板2的底部;压板2上设置有定位通孔;定位销5固定
在底座1上,并穿过压板2上的定位通孔与压板2连接。
37.本实施例中,压紧组件4为可调节的连接组件,将待钎焊芯子放置于底座1上后,通过调节压紧组件4使压板2和底座1夹紧待钎焊芯子。缓冲垫片3放置于压板2的下表面和待钎焊芯子的上表面之间,该缓冲垫片3用于调整待钎焊芯子中的扁管在钎焊过程中的表面平整度,可以减少压板2对扁管表面的摩擦损伤。定位销5用于对底座1和压板2的相对位置进行定位,以及对底座1和压板2之间的高度进行限制。
38.本实施例中,通过这样,可以由压紧组件4将待钎焊芯子固定在底座1和压板2之间,在待钎焊芯子的钎焊过程中,缓冲垫片3在压紧组件4和压板2的作用下对待钎焊芯子进行压贴,提高扁管的平整度,减少扁管因受热膨胀而导致扁管与翅片之间出现虚焊的情况,从而可以提高芯子的钎焊合格率。
39.可选的,请参阅图1和图2所示,本实施例中的压紧组件4的两端分别设置于底座1的中线位置上以及压板2的中线位置上。
40.本实施例中,压紧组件4的一端设置于底座1的中线所在截面的位置上,另一端设置于压板2的中线所在截面的位置上,这样,可以在压紧组件4的左右两侧分别放置待钎焊芯子,从而可以同时固定多个待钎焊芯子,提高待钎焊芯子的钎焊效率。压紧组件4可以设置一个或者多个,具体数量可以根据底座1和压板2的尺寸和重量确定,此处不做限定。
41.可选的,请参阅图1和图2所示,本实施例中的压紧组件4包括:压紧螺杆42以及压紧螺母41;底座1的中线位置上设置有第一连接通孔;压板2的中线位置上设置有第二连接通孔;压紧螺杆42上设置有外螺纹,压紧螺母41上设置有内螺纹;压紧螺杆42的外螺纹从底座1的底部穿过第一连接通孔和第二连接通孔后与压板2顶部的压紧螺母41的内螺纹进行连接配合。
42.本实施例中,在将待钎焊芯子放置于底座1上后,通过调节压紧螺母41和压紧螺杆42的连接长度将压板2下表面的缓冲垫片3与待钎焊芯子的上表面相抵,从而使得待钎焊芯子固定在底座1和压板2之间。通过这样,可以根据待钎焊芯子的高度调节压板2的位置。
43.可选的,请参阅图1和图2所示,本实施例中的压板2的底部设置有凹槽;缓冲垫片3固定于凹槽内。
44.本实施例中,将缓冲垫片3固定在压板2上的凹槽后,可以减少缓冲垫片3发生位置偏移的情况,从而可以提高缓冲垫片3对待钎焊芯子中的扁管的表面平整度的调整精度。
45.可选的,请参阅图1和图2所示,本实施例中的定位销5固定于底座1的中线位置上;压板2上的定位通孔设置于压板2的中线位置上。
46.本实施例中,定位销5的一端设置于底座1的中线所在截面的位置上,定位销5的另一端设置于压板2的中线所在截面的位置上。这样,定位销5可以与压紧组件4处于同一平面中,从而可以为待钎焊芯子提供更多的可利用空间。
47.可选的,请参阅图1和图2所示,本实施例中的缓冲垫片3为陶瓷垫片。
48.本实施例中,陶瓷垫片具有耐压强度高、耐火隔热效果良好以及使用寿命长的特性,使用陶瓷垫片作为缓冲垫片3可以使缓冲垫片3具有更好的压贴效果。
49.可选的,请参阅图1和图2所示,本实施例中的底座1和压板2均为方块形板子。
50.本实施例中,由于大多数板翅式冷却器的芯子的形状为长方体,使用表面平整度较高的方块形板子作为底座1和压板2可以更好地对待钎焊芯子进行固定。
51.可选的,请参阅图1和图2所示,本实施例中的底座1和压板2的材质均为金属。
52.本实施例中,底座1和压板2的材质可以选用重量高和耐高温的金属,例如:铝、钛或者高温合金,具体此处不做限定。重量高的金属可以对待钎焊芯子进行更好地固定,耐高温的金属可以减少在钎焊过程中底座1和压板2发生熔化的情况。
53.可选的,请参阅图1和图2所示,本实施例中的定位销5为圆柱形定位销。
54.本实施例中,定位销5是一种参与限制物体自由度的零件,用于二维空间位置的确定。为了提高底座1和压板2之间相对位置的定位精度,可以采用圆柱形定位销。除此之外,还可以采用直杆形定位销或者圆锥形定位销,具体可以根据实际生产需求确定,此处不做限定。
55.需要声明的是,上述实用新型内容及具体实施方式意在证明本技术所提供技术方案的实际应用,不应解释为对本技术保护范围的限定。本领域技术人员在本技术的精神和原理内,当可作各种修改、等同替换或改进。本技术的保护范围以所附权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。