1.本发明涉及热塑性材料制造容器的容器制造机械领域。
2.本发明尤其涉及吹制机械,在吹制机械中从预先通过例如注塑模制获得的预型件制造塑料容器。
背景技术:
3.这种机械具有至少一个模制单元,模制单元配有一个吹制模具,一个预型件嵌入在吹制模具中使得其颈部露在模具外部。模制单元具有一个吹制吹管,吹制吹管在收起位置与吹制位置之间活动,在吹制位置,吹制吹管保持密封支承在模具上或者预型件的颈部上,以便将压力吹制流体输入到预型件中。
4.这种机械通常用于确保从pet预型件制造容器,例如瓶子。为了获得良好精确的容器形状,特别是在形状复杂的区域,要使用相当大的吹制压力。因此,当吹制流体是空气时,吹制一般以约40巴的压力进行。这种很大的压力允许拉制预先加热的预型件的材料,使之贴靠在形成模具型腔的壁上。在大多数机械中,一个拉制棒轴向插入在预型件内,用于支承在预型件底部的封闭端上,同时注入压力流体。因此,在容器吹制过程中,拉制棒可很好地控制预型件的轴向变形。
5.在这种容器制造方法中,从预型件注塑模制起,容器颈部直接形成其最终形状。该颈部一般具有螺纹面,螺纹面允许拧上容器盖子。在某些情况下,必须使预型件围绕其主轴线相对于吹制模具进行特殊的角定向。
6.当要成型的容器主体和要使用的盖子不是回转体时,就是这种情况。在这种情况下,尤其是为了美观起见,一般希望一旦盖子拧在容器颈部上,盖子就相对于主体具有确定好的定向。不过,在这种情况下,在螺纹连接结束时,是颈部螺纹面相对于容器主体的角度布置决定盖子的最终位置。
7.因此,当预型件主体根据优先加热型面不均匀加热以获得非轴对称最终容器时,就是这种情况。实际上,预型件的这种加热方法意味着,预型件的必须多加热的区域比必须少加热的区域进行更高的加热。
8.因此,必须配置可使预型件相对于吹制模具进行角定向的装置,因为其使容器主体具有其最终形状。
9.已经有人提出预型件在插入模具中之后的定向方法。在这些现有方法中,预型件颈部具有型面标志,其可由发出检测光束的光学屏障传感器进行检测。预型件被驱动围绕其主轴线转动,直至传感器检测到标志,尤其是当标志与屏障传感器的光束相交时。不管预型件在其装入模具中时处于什么角位置,在寻找标志时,预型件始终仅沿相同方向转动。
10.另外,有必要配置一个角位置校正阶段,使预型件沿另一个方向转动,计算传感器的反应时间,从而使容器复位到良好的角位置。
11.这些方法不令人满意,因为预型件有时必须转动差不多一整圈,传感器才检测到标志。然而,当吹制机械用于以很大的流量大批量吹制容器时,例如每小时吹制80000个以
上的容器时,不管其装入模具的角位置如何,必须能非常快速地定向容器。因此,现有定向方法限制吹制机械的生产流量。
技术实现要素:
12.本发明提出轴对称预型件尤其是热塑性材料制预型件在吹制机械的成型模具中的定向方法,预型件的颈部具有至少一个标志,标志允许确定预型件围绕其主轴线相对于一个相对于模具固定的基准角位置的角位置,所述方法具有:
[0013]-将预型件装入模具的模腔中的安装阶段,颈部超出到模具的外部:
[0014]-然后,定向如此装入的预型件的定向阶段,在该定向阶段,预型件围绕其主轴线相对于模具自动转动,直至处于基准角位置;
[0015]
定向方法具有一个中间检测阶段,中间检测阶段包括对预型件的当前角位置的检测和对预型件必须转动以到达其基准角位置的转动角度的确定,定向阶段在中间阶段结束时进行。
[0016]
根据本发明方法的另一个特征,对转动角度的确定包括对预型件(14)必须转动以到达其基准角位置的最小角度和相关的转动方向的确定。
[0017]
根据本发明方法的另一个特征,对预型件的当前角位置的检测包括:
[0018]-第一图像获取阶段,通过至少一个图像获取装置获取已装入的预型件的颈部的至少一个图像,图像获取装置布置在一个在图像获取时相对于模具预定的位置;
[0019]-第二处理阶段,其处理至少一个图像,用于检测标志相对于基准角位置的角位置;
[0020]
根据本发明方法的另一个特征,吹制机械具有吹管,吹管具有钟形件,钟形件中布置驱动预型件转动的驱动机构,吹管被控制成沿装入模具的预型件的主轴线,在以下位置之间滑动:
[0021]-极限收起位置,在该极限收起位置,吹管与预型件和模具完全分开;
[0022]-预型件的中间定位位置,在该中间定位位置,预型件的驱动机构与预型件的颈部接合,钟形件以一定距离布置在模具上方,以使颈部的具有标志的至少一部分显露给图像获取装置;
[0023]-极限吹制位置,在该极限吹制位置,钟形件与模具接触,并完全罩住预型件的颈部;
[0024]
当吹管处于中间定位位置时,对预型件的当前角位置进行检测。
[0025]
根据本发明方法的另一个特征,预型件的颈部具有至少两个标志,其特征还在于,在第一图像获取阶段,颈部的一个唯一图像由一个唯一图像获取装置获取。
[0026]
根据本发明方法的另一个特征,预型件的颈部具有四个标志,四个标志分布在颈部的周边上。
[0027]
根据本发明方法的另一个特征,模制单元装载在相对于地面转动的转盘上,所述至少一个图像获取装置装载在所述转盘上且相对于模具固定地布置。
[0028]
根据本发明方法的另一个特征,模制单元装载在相对于地面转动的转盘上,所述至少一个图像获取装置相对于地面进行固定,以便在中间检测阶段的第一图像获取阶段中当转盘相对于图像获取装置处于确定的一角位置时,自动地获取颈部的图像。
[0029]
本发明还涉及用于实施本发明定向方法的吹制机械。这种吹制机械具有:
[0030]-转盘,其安装成围绕一条中央轴线相对于地面进行旋转;
[0031]-至少一个模制单元,模制单元沿一条路径装载在转盘上,模制单元具有:
[0032]
——模具,模具具有模腔,模腔在模具的上面中开有使预型件的颈部通过的通过孔;
[0033]
—吹管,吹管具有钟形件,钟形件中布置驱动预型件转动的驱动机构,吹管被控制沿通过孔的主轴线在以下位置之间滑动:
[0034]
—当模制单元位于其路径的第一扇形部分上时吹管的上极限收起位置,在该上极限收起位置,吹管与模具完全分开;
[0035]
—当模制单元位于其路径的第二扇形部分上时吹管的中间定位位置,在该中间定位位置,驱动机构用于与装入模具的预型件的颈部接合,钟形件以一定距离布置在模具上方;
[0036]
—当模制单元位于其路径的第三扇形部分上时的下吹制极限位置,在该下吹制极限位置,钟形件与模具接触,同时完全罩住通过孔;
[0037]
其特征在于,吹制机械具有至少一个图像获取装置,图像获取装置的拍摄轴线向模制单元的确定的一个瞄准点定向,所述瞄准点相应于当模制单元位于其路径的第二扇形部分上时用于布置装入模具的预型件的颈部的部位。
[0038]
根据本发明吹制机械的其他特征:
[0039]-所述至少一个图像获取装置相对于地面固定地安装,以使其拍摄轴线向当模制单元在第二扇形部分上处于其路径的一预定位置时的确定的瞄准点定向;
[0040]-转盘装载有多个模制单元,在模制单元装置依次处于其路径的所述预定位置时,每个模制单元的确定的瞄准点相交于至少一个图像获取装置的拍摄轴线;
[0041]-所述至少一个图像获取装置固定在转盘上,以使其拍摄轴线始终向相关模制单元的确定的瞄准点定向。
附图说明
[0042]
下面,根据为了理解而参照附图所作的详细说明,本发明的其他特征和优越性将显而易见,附图如下:
[0043]
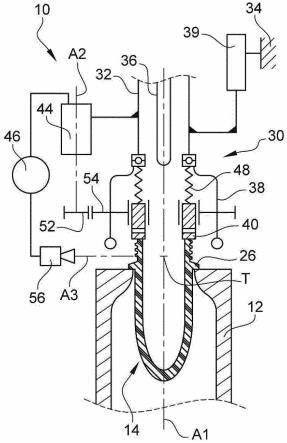
图1是轴向剖视图,示出本发明的模制单元,在预型件装入的模具中,一个吹管处于极限收起位置;
[0044]
图2类似于图1,其中,吹管处于中间定向位置,吹管的驱动机构与预型件接合,驱动其转动;
[0045]
图3类似于图1,示出吹管处于极限工作位置,在该位置,吹管适于在预型件内注入成型气体;
[0046]
图4是正视图,示出吹制机械的转盘,转盘具有多个本发明的模制单元,吹制机械配有图像获取装置;
[0047]
图5是方块示意图,示出预型件在本发明模制单元的模具中的定向方法的步骤和阶段;
[0048]
图6是俯视图,示出预型件在其通过图像获取装置的瞄准点时的颈部,预型件根据
第一随机角定向进行定向;
[0049]
图7类似于图6,示出根据第二随机角定向进行定向的预型件;
[0050]
图8示出由图6的图像获取装置侧面获取的所述图6的预型件;
[0051]
图9示出由图7的图像获取装置侧面获取的所述图7的预型件颈部的图像。
具体实施方式
[0052]
在下面的说明和权利要求书中,非限制性地,轴向方向沿装入模具的预型件的轴线方向定向。轴向方向用作与重力方向无关联的几何标志。因此,术语水平用于形容与轴向方向正交的平面。术语径向用于指从装入模具的预型件的轴线从内向外水平延伸的方向。
[0053]
应当指出,本文中,与轴向方向相关,参照附图所示的模制单元的配置,使用“上”、“下”、“高”、“低”(等等)。但是,使用这些用语,不应视为本发明范围的限制,模制单元也可使用其他方向。
[0054]
图1示出从热塑性材料例如pet制的预型件吹制容器的吹制机械的模制单元10。所示实施例涉及瓶子的吹制机械。
[0055]
公知地,模制单元10具有吹制模具12,吹制模具一般制成两个或者三个彼此相对活动的部分,以使预型件14插入在形成在该模具12内的模腔16中,和用以允许在吹制操作之后从模具抽出容器。当这些模具部分装配时,模具12具有完全呈平面的上面18,轴向定向的轴线a1通过通过孔20穿过上面18。
[0056]
预型件14是一个中空体,通过注塑模制而成,一般具有相对于主轴线a1轴对称的形状。预型件14的主体22呈管状,在一个轴向端部即下端部封闭,而在其上端部开口。上端部用于形成预型件14的颈部24,上端部围绕轴线a1轴对称。颈部24的圆柱形外壁配有与盖子配合的关闭装置,例如外螺纹面。当预型件14装入模具12时,唯有颈部24借助于通过孔20超出在模具12之外。
[0057]
预型件14一般在其颈部24的基部具有一个凸缘26,凸缘在通过孔20的周边上支承在模具12的上面18上。因此,模制单元10配置成预型件14的颈部24超过模具12的上面18。
[0058]
下文中,除非有相反指示,始终以预型件14装入模具12中的该位置为基准。
[0059]
为了本发明的需要,预型件14的颈部24配有至少一个标志28a、28b、28c、28d,标志允许确定预型件14围绕其主轴线a1相对于一个相对于模具12固定的固定基准角位置的角位置。这允许实施预型件14相对于模具12的定向方法,如下所述。
[0060]
其涉及可视的标志28a、28b、28c、28d,可视的标志易于在可见光照射时和/或在肉眼看不见的确定光谱的光照射时在图像获取装置获取的图像上显示。
[0061]
有利地,预型件14的颈部24具有相对于轴线a1对称布置的至少两个标志。因此,在从侧面看颈部24时,至少一个标志是始终可见。在附图所示的实施例中,预型件14具有四个可视标志28a、28b、28c、28d,均匀分布在颈部24的周边上,围绕预型件14的主轴线a1彼此呈90
°
。
[0062]
标志28a、28b、28c、28d有利地是彼此不同,以便只要观测到这些标志中的一个,即可确定预型件14的唯一角位置。
[0063]
可视的标志28a、28b、28c、28d例如是添加预型件14上的标记。标记例如由材料转变而成,尤其是用激光器在预型件14的颈部24上制成。标记也可用墨印成,例如印染而成。
[0064]
作为变型,其为直接在预型件14的材料上制成的凹凸标志,例如凹槽和/或凸起,或者颈部24的螺纹面。
[0065]
标志28a、28b、28c、28d可实施在颈部24的凸缘26上和/或轴向圆柱形外端面上。
[0066]
因此,模制单元10具有一个吹管30,吹管轴向布置在模具12的上边,并被控制成相对于预型件14的颈部24,沿通过孔20的轴线a1,向下滑动,以便向预型件注入压力空气,从而强制预型件14主体的材料变形,贴合模具12的模腔16的形状。
[0067]
根据吹制机械的公知设计,吹管30主要具有管状的吹管主体32,管状吹管主体在模制单元10的固定吹管架34中轴向活动。吹管主体32由一个拉制棒36沿轴线a1穿过,拉制棒36由作动筒、电动机或者凸轮/滚轮装置(未示出)轴向控制,以便接合在预型件14中,在吹制过程中引导预型件轴向变形。
[0068]
在所示的实施例中,模制单元10配有一个钟形的吹管,其相应于法国专利fr-2764544述及的吹管。因此,吹管主体32在其下端部配有一个钟形件38,钟形件在下端部开口,以便围绕预型件14的颈部24密封支承在模具12的上面18上,如图3所示,而不是支承在预型件14的颈部24上。一旦钟形件38支承在模具12上,吹管30与预型件14内密封连通,以便注入压力气体。
[0069]
在未示出的其他实施例中,吹管30的下端部与预型件14的颈部24密封接触,以便注入压力气体。
[0070]
吹管主体32,因而即钟形件38,可轴向定位在两个极限位置之间。
[0071]
如图1所示,吹管30处于第一极限位置,即极限收起位置,在该位置,其可使预型件14装入模具12,然后,一旦容器成型,就卸载容器。在该极限收起位置,钟形件38在模具12的上面18上方轴向分开。
[0072]
如图3所示,吹管30处于第二极限位置,即极限工作位置,在该位置,钟形件38密封支承在模具12的上面18上,罩住通过孔20和颈部24。
[0073]
吹管30在其两个极限位置之间的移动,可以不同的方式进行控制。有利地,吹管30的滑动由一个线性电动机39控制。线性电动机39例如固定于吹管架34。
[0074]
在未示出的本发明的其他实施例中,吹管30的滑动由一个分级气动作动筒系统进行控制。
[0075]
模制单元10还具有驱动机构40,用于使预型件14在插入模具12中之后围绕轴线a1定向。驱动机构40用于例如通过摩擦,与预型件14接合,以便不滑动地驱动预型件14转动。这里,驱动机构40呈管状,具有轴线a1。
[0076]
作为非限制性实施例,驱动机构40形成一个稳定机构,在成型操作期间,尤其是当压力吹制气体输入到预型件14中时,可使预型件14牢固地保持在模具12中的安装位置。当吹管30处于其极限收起位置时,驱动机构40与预型件14轴向分开。当吹管主体32从其极限收起位置轴向移动到其两个极限位置之间的中间位置即中间定向位置时,驱动机构40用于与装入的预型件14接触,如图2所示,在该位置,钟形件38接近模具12的上面18,而不与模具12的上面18接触。这样,至少预型件14的颈部24的下部部分从外部可见。
[0077]
在附图所示的实施例中,驱动机构40用于轴向支承在预型件14上的颈部24的圆形自由上边缘42即口部上。当驱动机构40驱动转动时,其通过摩擦驱动预型件14。驱动机构机构40对预型件14的轴向压紧作用力e,可确保驱动预型件14转动所需的附着力。当吹管30的
滑动由线性电动机39控制时,该轴向压紧作用力e最好控制成足以避免驱动机构40相对于预型件14进行滑动,同时可使预型件14的凸缘26在模具12的上面18上滑动。
[0078]
在未示出的本发明的其他实施例中,驱动机构40用于从颈部24内与预型件14进行摩擦接合。因此,一个弹性卡环围绕驱动机构40进行布置。当驱动机构40轴向接合在预型件14的颈部24中时,弹性卡环用于进行径向压缩,确保预型件14通过摩擦保持在驱动机构40上。
[0079]
根据未示出的本发明的另一个实施例,驱动机构40从外部握持预型件14的颈部24,在预型件14具有较小直径的颈部24的情况下,尤其如此。
[0080]
不管驱动机构40的实施方式如何,在与预型件14的颈部24接触时,最好存在径向外凸缘26,其布置在颈部24的基部,可使预型件14支承在模具12的上面上。
[0081]
驱动机构40安装成围绕轴线a1相对于模具12转动,以便当其与预型件14的颈部24相接合时,驱动预型件14围绕其轴线a1转动。驱动机构40可由一个电动驱动转动装置例如一个电动机44控制地进行驱动,沿两个方向转动。电动机44由一个电子控制装置46自动控制,如图2所示。
[0082]
非限制性地,如图所示,驱动机构40围绕轴线a1转动地连接于钟形件38,其可围绕该轴线a1相对于吹管主体32在其固定的下端部转动。相反,钟形件38轴向连接于吹管主体32。当吹管30从其中间定位位置向其极限工作位置移动时,驱动机构40可相对于该装置轴向滑动。
[0083]
例如,驱动机构40由钟形件38的内槽导向,在钟形件38中滑动,从而确保围绕钟形件38的轴线a1和驱动机构40进行转动连接。
[0084]
这种旋转式的吹管30是现有技术公知的,下面不予详述。关于这种吹管30的详细实施例,可参考ep1261471b1。
[0085]
如图所示,驱动机构40的滑动自由度不是绝对的。实际上,其由一个压缩弹簧48的下端部向下进行作用,压缩弹簧48在钟形件38内轴向延伸,其上端部支承在与钟形件38轴向连接的反作用面上。弹簧48对驱动机构40施加的轴向作用力,必须大于驱动机构40对预型件14的轴向压紧作用力e,使预型件14驱动转动而不滑动。
[0086]
当吹管主体32向其极限工作位置控制时,如图3所示,在该位置,钟形件38密封地贴靠在模具12的上面上,驱动机构40不再进一步下降,因为其支承在预型件14上,而预型件14支承在模具12上。因此,驱动机构40和钟形件38相对滑动的可能性,是吹管30到达其极限工作位置所必须的,因此,弹簧48压缩在保持固定的驱动机构40与下降的吹管主体32之间。
[0087]
在该极限工作位置,可见拉制棒36能使驱动机构40轴向穿过驱动机构40的中央孔,进入预型件14内,同时在拉制棒36与驱动机构40的内壁之间保留一个足够的径向空间,以使压力空气能够注入到预型件14中。也应当指出,通气孔50布置在驱动机构40中,以便在成型过程中,在钟形件38在模具12之上限定的空间中,在任何时候,在吹管30中保持等压,以避免预型件14的颈部24经受可能会使之变形的压力。应当指出,当吹管30处于极限工作位置时,钟形件38支承在模具12上,因而不能围绕轴线a1转动,从而锁定驱动机构40的任何转动。因此,其由压缩弹簧48的轴向作用力产生的附着力,锁定预型件14的任何转动。
[0088]
相反,当吹管30处于图2所示的其中间定位位置时,其可由驱动装置驱动转动。该驱动装置主要具有电动机44(及其控制组件),其控制小齿轮52转动,小齿轮52的轴线a2平
行于轴线a1。这里,电动机44安装成与吹管主体32进行连接。
[0089]
钟形件38具有一个外齿轮54,其与小齿轮52啮合,以致电动机44可使钟形件38转动,且通过它使驱动机构40转动。优选地,小齿轮52的轴向长度是这样的,不管钟形件38处于什么轴向位置,小齿轮52和齿轮54始终彼此啮合。实际上,当吹管30处于中间定位位置时,尽管转动连接必不可少,但是,这种布置可避免任何再啮合问题。
[0090]
如图所示,本发明的模制单元10还具有至少一个获取预型件14的颈部24的图像的图像获取装置56,例如数字传感器式光电摄像机。在选择性实施例中,该图像获取装置56可在其视域中,获取预型件14的颈部24上显示的标志28a、28b、28c、28d的图像。因此,可配置颈部24的照明装置(未示出),确保图像获取时颈部24的清晰图像。照明装置例如安装于图像获取装置56。
[0091]
如图4所示,这种相同的模制单元10装备大批量大流量吹制容器的吹制机械58。模制单元10装在转盘60上,转盘60沿箭头f所示的方向,这里,沿顺时针方向,围绕与轴线a1平行的中央轴线b,相对于地面转动地进行安装。模制单元10布置在定中心在所述中央轴线b上的公共圆形路径上。
[0092]
总之,模制单元10的圆形路径分成三个不同的扇形部分。在第一扇形部分s1即卸载和装入扇形部分上,吹管30控制在其极限收起位置,以使预型件14插入到模具12中,例如,预型件14由一个夹具62进行输送,如图1所示。
[0093]
然后,在直接布置在第一扇形部分s1下游的第二扇形部分s2上,吹管30控制在其中间定位位置。因此,夹具62抽出。
[0094]
最后,在第三吹制扇形部分s3上,吹管30处于其极限工作位置,以使预型件14成型成最终容器。在第三扇形部分s3结束后,模制单元10直接返回第一扇形部分s1,吹管30在此控制在极限收起位置,以便取出成品容器,插入新的预型件14,开始新一轮成型周期。
[0095]
当模制单元10位于其路径的第二扇形部分s2上时,实施预型件14在确定的模制单元10中的定向方法。当吹制机械58用于大批量成型容器时,每个模制单元10在远小于1秒的非常短的时间经过第二扇形部分s2。例如,吹管30从进入第二扇形部分s2起,花100毫秒从其极限收起位置下降到其中间定位位置。然后,在成型装置10进入吹管30向其极限工作位置进行控制的其路径的第三扇形部分s3之前,吹管30在约75毫秒期间保持在中间定位位置。因此,在这种配置中,在吹管30有效处于其中间定位位置期间,即约75毫秒的时间,预型件14相对于模具12的定向必须进行。
[0096]
本发明提出在短于该持续时间的时间实施预型件14定向的方法。
[0097]
如图5所示,所述方法主要包括:
[0098]-使预型件14装入模具12的模腔16中的安装阶段e1,如已经说明的那样,颈部24超出在模具12之外;
[0099]-然后是检测相对于模具12的当前角位置的中间检测阶段e2,以便确定预型件14必须围绕其轴线a1转动以到达其基准位置的最小转动角度α和相关转动方向;
[0100]-最后是如此装入的预型件14的定向阶段e3,其中,预型件14围绕其轴线a1沿所述方向相对于模具12自动转动所述转动角度α,以便处于基准角位置。
[0101]
第二阶段e2尤其可确定预型件14必须转动以最快到达其基准位置的方向。实际上,为使一个标志28a的位置与一个基准点28r一致,可使预型件14围绕其轴线a1沿一个方
向或另一个方向进行转动。但是,沿一个方向的转动角度不比沿另一个方向的转动角度大。例如,如图6所示,应当指出,使预型件14沿顺时针方向转动角度α,比使预型件14沿反时针方向转动角度360
°‑
α,可更快速地使之处于基准点28r。同样,如图7所示,应当指出,为使标志28a处于基准点28r,只要使预型件14沿顺时针方向转动角度α。因此,使预型件14沿适宜的方向转动时,预型件的最小转动角度α始终小于或等于180
°
。
[0102]
中间检测阶段e2在吹管30处于其中间定位位置时进行。
[0103]
检测阶段e2具有一个由图像获取装置56获取预型件14的颈部24的至少一个图像的图像获取阶段p1,图像获取装置56在图像获取时布置在相对于模具12的一个预定位置。这种图像如图8和9所示。
[0104]
图像获取装置56的视域完全呈一个锥形,其主轴线a3称为拍摄轴线a3。如图2所示,图像获取装置56布置成,在图像获取时,其拍摄轴线a3向颈部24定向,以便当吹管30处于其中间定位位置时,获取显示颈部24一侧的外端面的图像。在图2所示的实施例中,拍摄轴线a3相对于预型件14的轴线a1完全径向布置在与颈部24相同的高度。
[0105]
图像获取装置56布置在钟形件38的外部。因此,当吹管30处于其极限工作位置时,如图3所示,钟形件38完全罩住颈部24。但是,钟形件38在其中间定位位置,以一定距离布置在模具12之上,以便至少露出颈部24的具有图像获取装置56可获取的标志28a、28b、28c、28d的部分。
[0106]
根据图4所示的实施方式,图像获取装置56相对于地面固定安装,拍摄轴线a3向模制单元10的路径的第二扇形部分s2的相对于地面固定的一个确定的瞄准点t定向。当模制单元10进入路径的预定位置时,瞄准点t相应于装入模具12的预型件14的颈部24的部位。预定位置限定为模制单元10的吹管30从其极限收起位置即将到达其中间定位位置的位置。
[0107]
因此,当每个模制单元10沿图像获取装置56的拍摄轴线a3通过瞄准点t时,因此,转盘60围绕其轴线b相对于图像获取装置56处于一个确定的角位置,图像获取装置56适于自动快速获取颈部24的图像。因此,一个图像获取装置56足以获取每个模制单元10的颈部24的图像,每个模制单元10在其依次处于其路径的所述预定位置时,相交于图像获取装置56的拍摄轴线a3。
[0108]
在附图所示的实施例中,预型件14具有四个可视的标志28a、28b、28c、28d,它们均匀布置在颈部24的周边上,围绕预型件14的主轴线a1,彼此呈90
°
。优选地,颈部24具有至少两个标志,以致图像获取装置56始终可获取颈部24的图像的至少一个标志。因此,在所示的实施例中,在第一阶段p1期间,一个唯一的图像获取装置56获取颈部24的一个唯一的图像。
[0109]
作为变型,几个图像获取装置56相对于地面进行固定。每个图像获取装置56的拍摄轴线a3向装入模制单元10的通过所述瞄准点t的预型件的轴线a1定向。这可使每个图像获取装置56从不同的角度同时对相同的颈部24获取图像。因此,当图像获取装置56布置成一起覆盖颈部24的整个圆柱形外端面时,颈部24可仅具有一个标志。
[0110]
根据未示出的本发明的另一个实施例,图像获取装置安装在转盘上,相对于模具进行固定。因此,每个模制单元具有一个相关的图像获取装置,其拍摄轴线a3始终向相关模制单元的瞄准点t定向。
[0111]
图像获取装置56可例如通过有线连接或适当的电磁信号,使颈部24的截获图像与电子控制装置46进行数据交换。
[0112]
在第二检测阶段e2的第二处理阶段p2,图像获取装置56获取的图像进行信息处理,检测图像上所示的一个标志28a、28b、28c、28d相对于基准角位置的角位置。为此,电子控制装置46配有一个图像处理软件,其可识别图像上显示的标志28a、28b、28c、28d。
[0113]
一旦标志28a、28b、28c、28d的位置在图像上被识别,就开始第三阶段p3,在此过程中,预型件14在定向阶段时到达其基准位置的转动角度α由电子控制装置46确定。
[0114]
如图8和9所示,由于图像获取装置56的位置是固定的,因此,标志28a、28b、28c、28d在预型件14所处基准角位置的图像上应定位的部位即基准点28r不变。该基准点28r在方法实施之前予以确定。电子控制装置46根据该基准点28r与图像上识别的标志28a、28b、28c、28d的当前位置之间的横向距离,计算转动角度α。因此,根据标志28a、28b、28c、28d相对于基准点28r的当前位置,如图右部或左部所示,电子装置46确定预型件14必须转动以最快到达其基准位置的转动方向。
[0115]
整个该第二阶段e2例如进行6毫秒。
[0116]
在第三阶段e3时,电子控制装置46使用这两个参数,转动方向和转动角度α,以控制电动机44,驱动预型件14转动,直至其基准角位置。该阶段进行70毫秒,因为借助于所述方法,预型件14的转动角度小于或等于180
°
,在预型件14转动之前,确定转动方向。
[0117]
在实施所述方法时,在第一阶段e1,在模制单元10经过其圆形路径的第一扇形部分s1期间,预型件14首先由一个夹具62装入模具12。因此,吹管30处于其极限收起位置。
[0118]
然后,当所述模制单元10在吹管30控制在其中间位置之后,以及在夹具62抽出之后,进入其路径的第二扇形部分s2时,开始第二检测阶段e2的第一阶段p1。当预型件的颈部24经过瞄准点t时,图像获取装置56获取颈部24的侧面图像。
[0119]
在第二阶段p2,该图像由电子控制装置46进行分析。因此,电子控制装置46得出预型件14在模具12中到达其基准角位置的转动角度α和转动方向。
[0120]
然后,在第三定向阶段e3,电动机44由电子控制装置46控制,使预型件14沿所述方向转动所述转动角度α,使之处于其基准角位置。
[0121]
在所述方法的整个持续时间,转盘不停地继续转动,以致模制单元10继续经过其路径的第二扇形部分s2。
[0122]
在所述方法结束后,预型件14结束经过其路径的第二扇形部分s2,然后进入第三角扇形部分s3,其中,吹管30向其极限工作位置进行控制,从而在其整个成型时间,锁定预型件14处于其基准角位置。
[0123]
有利地,本发明可非常快速地定向预型件14,尤其是限定转动方向,在进行定向前,使之最快速地到达其基准角位置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
