超声处理方法
1.本发明涉及一种用于塑料材料的超声处理的方法,包括以下步骤:
2.a)将塑料材料置于超声波发生器和支撑台(counter)工具之间,
3.b)在焊接阶段期间,使超声振荡激励的超声波发生器与塑料材料接触,以及
4.c)在保持阶段期间,将超声波发生器和支撑台工具朝向彼此移动,其中超声波发生器和支撑台工具都不会被超声振荡激励,从而向塑料材料施加力f。
5.这种类型的超声处理方法通常是已知的。该方法在塑料材料部件之间产生材料连接。塑料材料部件位于超声波发生器和支撑台工具之间。用超声振荡激励超声波发生器,从而例如频率为20khz、以及例如振幅为5μm至50μm的纵向振荡被超声波发生器引入到塑料材料部件中。取决于应用场景,由于摩擦而在超声波发生器和塑料材料之间或接触的塑料材料部件之间以及在分子链内产生热量,这导致材料熔化。
6.超声焊接尤其被用于连接注塑件、将不同材料铆接在一起以及通过翻边产生形成锁定连接。
7.在焊接阶段中,超声波发生器和可能还有的支撑台工具用超声振荡激励,超声波发生器和支撑台工具通常朝向彼此移动,而待处理的塑料材料被放置在支撑台工具和超声波发生器之间。
8.因此,在焊接阶段期间,超声振荡通过超声波发生器和可能还有的支撑台工具施加给材料,同时这两个元件(超声波发生器和支撑台工具)朝向彼此移动。
9.在焊接阶段中,超声波发生器按压在塑料材料上的力和/或超声波发生器在支撑台工具的方向上行进的路径受到控制。通过调整和改变工艺参数,诸如施加在材料上的力、超声波发生器的推进速度或材料温度,可以影响焊接接头的处理过程和质量。
10.在焊接阶段结束时,超声激励被关闭。然后,通过超声处理熔化的材料将返回到固态。
11.在焊接阶段之后是保持阶段,其中超声波发生器以恒定的力f在支撑台工具的方向上按压材料,这已经为人所知。这防止材料部件在材料已经重新凝固之前再次彼此分离。
12.然而,提供保持阶段延长了超声波发生器和支撑台工具与材料接触的处理时间。因此,在保持阶段期间,超声波发生器和支撑台工具无法用于焊接更多材料部件。
13.在超声处理中,始终的目标是减少处理时间,同时不影响或者甚至改善焊接过程的质量。
14.根据本发明,通过在步骤c)中的保持阶段期间改变力f来实现该目标。已经证明,保持阶段不仅必须用于等待材料固化的目的,而且在不再将超声振荡引入到材料中的保持阶段期间,还可能影响固化过程,并且因此影响焊接接头。改变力f允许以有针对性的方式作用于液体组分,并控制固化过程。
15.在大多数情况下,在保持阶段期间增加力f是有利的。由于材料中的较高压力,施加给材料的力支持从液相到固相的转变。聚合物链的松弛也支持纠缠,这产生良好的连接。
16.然而,随着材料固化,材料提供更高的反压力。在凝固过程期间增加施加的力f确保了即使在增加的固化的情况下,也在材料的静止液体成分上提供足够的力,以加速和改
善这些区域的固化。
17.本发明是首次将注意力集中在保持阶段。令人惊讶的是,改变尤其是增加保持阶段中的力显著影响固化过程以及还有焊接接头的质量。
18.在本发明的优选实施例中,步骤c)包括控制或调节超声波发生器和支撑台工具朝向彼此移动。
19.例如,可以通过测量实际压力来执行调节,在实际压力下,超声波发生器和支撑台工具朝向彼此移动,将所述实际压力与目标压力进行比较,并根据实际压力和目标压力之间的差值改变朝向彼此的移动。实际压力可以是推进装置的液压或气动压力,该推进装置使超声波发生器和支撑台工具朝向彼此移动。
20.替换地,可以通过测量实际力f,将所述实际力与目标力进行比较,以及根据实际力与目标力之间的差值改变朝向彼此的运动来进行调节。
21.例如,目标力可以是随时间增加的时间相关函数。
22.力也可以暂时被选择为再次降低。然而,在时间t1之后的时间t2处的力f必须大于时间t1处的力f。在优选实施例中,选择单调递增函数作为目标力;即在保持阶段期间,力f不会减小。
23.然而,重要的是要注意,在保持阶段之后,必须再次将超声波发生器从支撑台工具上移开,以便移除已焊接的材料部件,并将下一个要处理的材料部件放置在超声波发生器和支撑台工具之间。这个打开阶段始于力f的突然减小,因为超声波发生器的移动方向是相反的。打开阶段不是等待阶段的一部分,而是在其之后。
24.在另一优选实施例中,提出了通过测量超声波发生器或支撑台工具的实际距离d、将所述实际距离与目标距离进行比较、以及根据实际距离和目标距离之间的差值改变朝向彼此的移动,来调节超声波发生器和支撑台工具朝向彼此的移动。
25.实际距离可以直接或间接测量,例如通过测量超声波发生器的位置,从中可以导出到固定支撑台工具的距离。计算该距离是不必要的。由于实际距离d与超声波发生器的位置仅相差一减数,因此测量超声波发生器的位置并将其与超声波发生器的目标位置进行比较就足够了。
26.例如,目标距离可以是随时间单调减小的函数。
27.在另一特别优选的实施例中,选择在时间之后其导数恒定的函数作为目标距离。
28.这确保了距离以恒定速率减小。
29.通过改变超声波发生器和支撑台工具按压待处理材料的力,可以根据实际距离和目标距离之间的差值改变朝向彼此的移动。
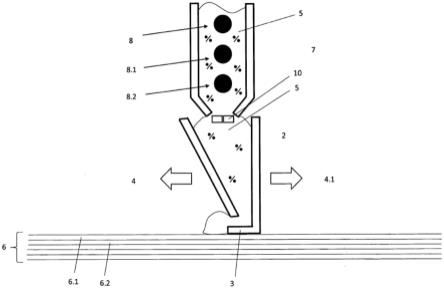
30.通过以下对优选实施例和相关联附图的描述,本发明的进一步优点、特征和可能应用将变得显而易见。附图示出了:
31.图1是根据本发明的方法的流程图。
32.根据本发明的超声处理方法包括两个阶段,焊接阶段1和保持阶段2。在焊接阶段期间,待处理的材料与以高频振荡的超声波发生器接触。
33.尤其是当材料由不同的材料部件组成时,材料部件之间的接触面处发生高频摩擦效应,该摩擦效应导致局部材料加热,从而使聚合物材料熔化。一旦已经发生充分熔化,焊接阶段就结束;即,超声波发生器以及可能还有的支撑台工具的超声波激励结束。
34.原则上,现在可以从超声波焊接系统中移除工件。然而,聚合物材料在熔化部分仍表现出高度的流动性,因此材料部件可能潜在地再次分离。因此,有必要等到聚合物熔体重新凝固。在这个所谓的保持阶段2中,超声波发生器对待处理的材料施加力。
35.在保持阶段期间,聚合物材料的液体组分固化。然而,这并不是均匀地发生在所有液体组分上,而是在各部分中逐渐发生。在保持阶段2中,通过稳定增加由超声波发生器施加给材料的力,可以加速固化过程。
36.随着液体部分的增加固化,该材料提供给超声波发生器的电阻增加。因此,为了进一步加速固化过程并在聚合物链内带来更好的纠缠,根据本发明,力在保持阶段中不是保持恒定的,而是变化的,并且特别优选地是增加的。
37.在特别优选的实施例中,这是通过测量超声波发生器和支撑台工具之间的相对位置并以恒定速率减小超声波发生器和支撑台工具之间的距离来实现的。在保持阶段结束处,基本上所有通过超声处理液化的聚合物区域都已重新凝固,因此超声波发生器和铁砧(anvil)可以再次彼此移开,以移除材料,并将下一块待处理材料放置在一边的超声波发生器和另一边的支撑台工具之间。
38.附图标记
39.1 焊接阶段
40.2 保持阶段
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。