1.本发明总体上涉及工件弹出系统,尤其涉及一种用于冲压机的顶出装置。
背景技术:
2.本技术将描述本发明在冲压设备和顶出机构中的应用,该顶出机构从冲压设备的模具组中接收顶出的工件。常规的冲压设备中,在工件离开模具之后,被冲压设备中的传送机构抓取之前,顶出机构用于将顶出的工件保持在顶出销和弹簧负载的保持销之间。
3.一般来说,市场上可以买到传统类型的工件顶出器。其中一种类型涉及一种具有下部凸轮机构的装置,通过推动连接到柱塞的杠杆或与凸轮直接接触的柱塞,来切割工件。例如,美国专利(no.5,031,439)、美国专利(no.5,067,892)和英国专利(no.gb2,360,235a)公开的工件顶出器。冲头的向下运动将使得切割的工件被完全填充到模具中。这种运动的结果是使下凸轮同步转动。然后,连接到下凸轮的柱塞通过轴承导向装置向上移动,因此切割工件被保持住。当冲头缩回时,柱塞随着凸轮的转动而向下运动,切割的工件被顶出。
4.美国专利(no.4,628,780)公开了另一种类型的顶出器,与空气顶出器系统有关。这种空气顶出器系统用于水平或垂直冲压机中,该冲压机使模具组的移动构件往复运动以生产环形产品。通过中心冲头引入空气,用于流出和冲出废料。气流将切割的工件从模腔中吹出。在空气通过模具组之前,气流由机械阀控制。模具组的上部,有一个气路连接到冲头的顶端。此外,冲头的另一端也有气孔,用于从其顶端排出气流。当冲头向下切割工件时,阀门将自动启动,然后气压将流经气路,直到切割区域。从而,空气会将切割的工件吹出。冲头向上运动会使得气路关闭,并被空气顶出器系统的阀机构阻塞。
5.本发明公开了另一种类型的顶出机构,其中弹簧柱塞装配在压模台板下方,与模具的模腔直接对齐。通过线性致动器,冲压机冲头的向下运动将压缩柱塞的弹簧,该线性致动器由来自模具组运动的位移传感器触发。该弹簧柱塞将部分进入模腔并接收切割部件。在顶出机构的冲头退出的过程中,线性致动器将向下移动以释放负载弹簧,从而切割的部件被顶出。
6.传统工件顶出系统的共同缺点是,采用由冲压机的下凸轮轴承载的凸轮机构来同步运动。因此,需要有经验的机床安装员或技工来分别进行这种安装、设置、工具更换、维护和工具转换。此外,当机器和/或工具处于开发阶段时,这些操作消耗体力和机器的正常运行时间。
7.使用空气顶出系统也有缺点,该系统需要在冲头部件处有一个空气流动路径来将工件从模具中吹出。并且,该冲头部件通常由切削材料如高速钢制成。因此,为了钻空气路径孔,需考虑加工成本。另一方面,只有一种空气通道的结构是设计为从冲头中心吹出的。所以如果工件中间有孔,切割部件就无法被吹出。如果工件有倾斜表面,空气会从某个角度方向将部分被切割的工件吹出。
技术实现要素:
8.因此,本发明的主要目的是提供一种用于冲压机的工件顶出系统,其中,弹簧柱塞机构可以更易于与位于压模台板下方的模腔(111)配合并对准,减少机器故障时间。
9.本发明的主要目的是提供一种用于冲压机的工件顶出系统,包括:
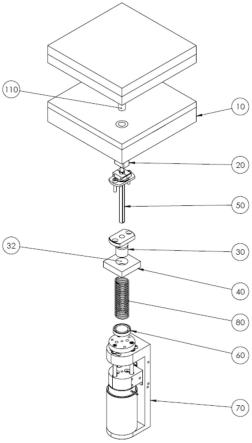
10.连接到冲头(110)上并具有模腔(111)的压模台板(10),所述模腔(111)用于存放待从其中弹出的工件;与所述压模台板(10)上的所述模腔(111)垂直对齐的拾取器(20),其中所述模腔(111)具有所述工件的形状,可适应性存放所述工件,且所述工件是使用真空系统来保持的;与所述拾取器(20)垂直对齐的线性导向衬套(30),用以引所述导拾取器(20)向上或向下移动;浮动基座(40),用于安装所述线性导向衬套(30),以及与外包平台和/或致动器(例如线性致动器和旋转致动器)集成,以便将所述工件转移或输送到后续步骤;线性致动器(70),位于弹簧柱塞机构的下方,以产生向上和向下的线性运动;(f)线性导向轴(50),其垂直安装到所述线性导向衬套(30)上,所述线性导向衬套(30)上下移动以推动所述拾取器(20);连接到所述线性导向轴(50)的弹簧帽(60),用于限制所述线性导向轴(50)在垂直方向的最大行程,以及用于将负载弹簧(80)保持在所述线性导向轴(50)中,其中所述负载弹簧(80)与所述线性导向轴(50)、所述线性导向衬套(30)以及所述拾取器(20)垂直对齐,以保持所述拾取器(20)适当地坐落所述浮动基座(40)上,并加速所述拾取器(20)的向下运动;以及与所述线性致动器(70)集成的定位传感器(90),用于测量和触发所述线性致动器(70)和所述弹簧柱塞机构的向上和向下运动,从而所述工件被从模腔(111)直接顶出到所述拾取器(20),然后被转移到包装机进行包装。
11.本发明的又一个目的是提供一种工件顶出系统,其中所述浮动基座(40)用于保持所述工件顶出系统,且所述浮动基座(40)可以与所述外包平台和/或致动器(线性或旋转致动器)集成。
12.本发明的又一个目的是提供一种工件排出系统,其中所述定位传感器(90)集成到所述线性致动器(70)上,使得所述定位传感器(90)检测到所述冲头(110)的运动时。当所述冲头(110)向下运动时,所述线性致动器(70)将被所述定位传感器(90)触发向上运动;当所述冲头(110)向上运动时,所述线性致动器(70)将被触发向下运动。
13.本发明的另一个目的是提供一种工件顶出系统,其中向上移动是通过所述线性致动器(70)对所述弹簧柱塞机构的所述负载弹簧(80)的推力来实现的。
14.本发明的又一个目的是提供一种工件顶出系统,其中向下运动与所述线性致动器(70)的向下运动和所述弹簧柱塞机构的负载弹簧(80)的释放力有关,且所述弹簧柱塞机构位于所述压模台板(10)的正下方,所述线性致动器(70)的上方。所述弹簧柱塞机构是可调节的,以通过增加所述线性导向轴(50)和所述负载弹簧(80)的长度,基于所述压模台板(10)到所述模腔(111)的高度提供冲程。
15.本发明的另一个目的是提供一种工件顶出系统,其中所述拾取器(20)可与基于所述工件的尺寸和/或形状(未示出)设计的替代性的拾取器互换,且真空系统集成到所述拾取器(20)中,以将所述工件保持在所述顶出系统的所述拾取器的顶面上的适当位置。
16.本发明的又一个目的是提供一种工件顶出系统,其中所述拾取器的顶面上设置有多个孔,用于存放所述工件,且这些孔是根据所述工件的形状来设置或布置的。
17.本发明的另一个目的是提供一种工件顶出系统,其中所述定位传感器与致动器集
成在一起。
18.本发明的一个重要特征是提供一种工件顶出器,其在工具转换过程中易于安装且具有良好的可达性。
19.在一方面,本发明的主要目的是提供一种线性致动器,以在工件顶出器分别向上和向下移动并释放负载弹簧时压缩工件顶出器的弹簧机构。
20.本发明的另一个目的是提供一种工件顶出系统,其中所述线性致动器与工件顶出器分离。所述工件顶出器不限于单个模块,也可以是多个模块。
21.本发明的另一个目的是提供一种工件顶出器,其可以安装在位于压模台板下方的平台上,该平台用于转移或拾取、放置。
22.本发明的另一个目的是提供一种带有真空系统的工件顶出器,以便将切割的工件保持在适当的位置。
23.当结合附图考虑时,通过参考下面对优选实施例及其修改的详细描述,本发明的其他特征、目的和许多伴随的优点将容易被理解,并且变得更好理解。
附图说明
24.图1a是本发明提供的用于冲压机的工件顶出系统的立体图。
25.图1b是本发明提供的工件顶出系统的前视图。
26.图2是本发明提供的工件顶出系统的模腔的局部剖视图。
27.图3a是本发明提供的工件顶出系统的拾取器的剖视图,示出了真空系统的拾取器内的空气路径。
28.图3b是本发明提供的工件顶出系统的拾取器的俯视图,其中当真空系统工作时,多个孔用于存放工件。
29.图3c是本发明提供的工件顶出系统的拾取器的前视图。
30.图3d是本发明提供的工件顶出系统的拾取器的示意性立体图。
具体实施方式
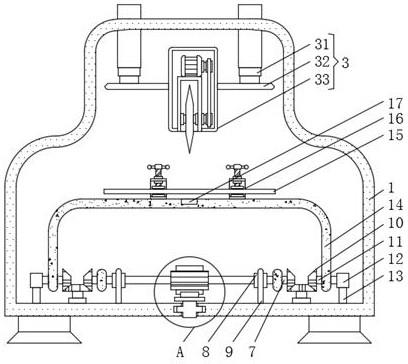
31.参照附图,所示出的设备是为冲压机中的冲压工具顶出系统而设计的。如图1a和1b所示,该顶出系统是根据本发明的优选实施例构建的。
32.如图1a和1b所示,所述顶出系统(100)包括压模台板(10)、拾取器(20)、线性导向衬套(30)、浮动基座(40)、线性导向轴(50)、弹簧帽(60)、线性致动器(70)、负载弹簧(80)和定位传感器(90)。图1a是本发明提供的用于冲压机(未示出)的工件顶出系统(100)的立体图,图1b是该工件顶出系统(100)的剖视图。
33.在本发明的优选实施例中,所述工件顶出系统(100)垂直设置,所述拾取器(20)、线性导向衬套(30)、线性导向轴(50)、弹簧帽(60)和负载弹簧(80)形成弹簧柱塞机构。所述冲压机的冲压工具(未示出)位于所述压模台板(10)的顶面上,所述压模台板(10)为平坦的水平板,弹簧柱塞机构位于浮动基座(4)上,浮动基座(4)具有通孔(32)以保持所述线性导向衬套(30)。根据本发明,所述浮动基座(40)位于所述压模台板(10)的下方。并且,所述浮动基座(40)可以与额外的平台和/或致动器集成,用于转移从压模台板(10)顶出的工件。
34.具有两端的所述线性导向轴(50)穿过所述负载弹簧(80),且所述负载弹簧(80)的
一端由所述弹簧帽(60)支撑。
35.所述弹簧柱塞机构的下方是所述线性致动器(70),其垂直于所述弹簧柱塞机构设置。所述线性致动器(70)用于所述顶出系统的向上或向下运动。
36.图2是本发明提供的工件顶出系统(100)的模腔(111)的局部剖视图,图3a是所述工件顶出系统(100)的拾取器(20)的剖视图,示出了真空系统的拾取器(20)内的空气路径(22)。
37.在运行过程中,所述顶出系统的向下运动开始于所述冲压机(110)的向下运动。集成于所述线性致动器(70)的所述定位传感器(90)触发所述线性致动器(70)向上推动所述弹簧帽(60)。当所述弹簧帽(60)向上移动时,所述负载弹簧(80)被压缩,且与所述弹簧帽(80)安装在一起的所述线性导向轴(50)通过所述线性导向衬套(30)向上移动。从而,安装成与所述线性导向轴(50)垂直对齐的所述拾取器(20)将向上移动,以从压模台板(10)上方的模腔(111)中取出工件(未示出),如图2所示。当推出的工件从模腔(111)中落下时,所述拾取器(20)中的真空系统产生真空,以将推出的工件保持在适当的位置。
38.图3b是本发明提供的工件顶出系统的拾取器的俯视图,其中当真空系统工作时,多个孔(28)用于存放工件。图3c是本发明提供的工件顶出系统的拾取器(20)的前视图,图3d是本发明提供的工件顶出系统的拾取器(20)的示意性立体图。
39.当所述冲头(110)从所述模腔(111)中退出时,所述定位传感器(90)触发所述线性致动器(70)向下移动。从而,带有负载的负载弹簧(80)被释放,并进而推动所述弹簧帽(60)向下移动。然后,连接到所述弹簧帽(60)的所述线性导向轴(50)将与所述拾取器(20)和顶出工件一起同步移动。一旦所述拾取器(20)完全保持在所述线性导向衬套(30)上,则所述工件会从模腔(111)中弹出,并准备好传送或执行下一步包装处理等。
40.与传统的工件顶出系统相比,所述实施例的优点是:
41.1.工件被直接从模腔(111)顶出到拾取器。因此,顶出工件可以被转移或传送到其他组件以进行其他处理,或者被小心地转移或传送到其他机器和/或进行包装,而没有部件与部件的接触。
42.2.在优选实施例中,顶出系统由较不复杂的部件形成。因此,维护、更换和/或转换工作无需经验丰富的技术人员或操作员。进而,停工期和生产损失显著减少。
43.3.所述工件顶出系统位于所述浮动基座(40)上,所述浮动基座(40)可以与外包平台和/
44.或致动器集成,例如但不限于线性致动器和/或旋转致动器,用于将工件转移或输送到另一个机器和/或环节。
45.4.由于所述顶出系统具有线性致动器,该线性致动器下方具有定位传感器,因此可以测量弹簧柱塞的高度,并且可以进行调整以适应所述压模台板的水平和所述模腔(111)的高度。
46.5.具有集成真空系统的拾取器可以根据工件形状和/或模腔(111)进行设计和修改。
47.对于本领域普通技术人员来说,本发明不受上文具体示出和描述的内容的限制。本发明的范围包括上文所述的各种特征的组合和子组合,以及本领域普通技术人员在阅读本说明书后会想到的、现有技术中没有的变化和改进。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。