1.本发明涉及用于具有筒形颈口部的容器的易开启的容器盖,该颈口部具有在其外周面的上端部形成的环形锁止凸脊,并且该颈口部在该容器盛装带气液体之后被密封,以使该容器的内部具有正内压。
背景技术:
2.下述专利文献1至3中公开了一种易开启的容器盖,其用于具有筒形颈口部的容器,该筒形颈口部具有形成在外周面的上端部处的环形锁止凸脊。其颈口部将被密封以在使得在容器内盛装带气液体后该容器具有正内压。容器盖包括盖体和内衬。该盖体包括平坦的圆形顶壁、具有在纵向剖视图中从该顶壁周缘起径向向外向下呈弧形延伸的弧形部和竖向向下延伸以紧接该弧形部的线形部的裙壁,以及从该裙壁的下端延伸的掀拉片。该顶壁、裙壁和至少掀拉片的基部由金属片一体成型。呈盘状且由合成树脂制成的内衬可设在盖体的顶壁的内表面上。在盖体上形成有一对各由第一部分和第二部分组成的刻痕。该第一部分在裙壁上从掀拉片两侧向上且分别在周向呈弧形延伸,并且该第二部分在裙壁的上端部和顶壁的周缘部之间呈弧形延伸。
3.容器盖通过安装至颈口部并将内衬压靠颈口部而被附接至容器的颈口部,使得裙壁的线形部的下部被径向向内型锻至颈口部的锁止凸脊的下方。在解封颈口部时,通过抓住掀拉片并径向向外并随后向上拉动掀拉片来使一对刻痕逐渐破断,容器盖从颈口部脱离。
4.现有技术文献
5.专利文献
6.专利文献1:jp 2008-174266 a
7.专利文献2:jp 2011-173594 a
8.专利文献3:jp 2015-40060 a
技术实现要素:
9.发明要解决的问题
10.然而,本发明人已经根据经验发现上述常规容器盖中的以下问题。也就是,尤其在配设有容器盖并且在颈口部处被密封的容器暴露于例如烈日下的高温的情况下,容器内的压力会明显上升。当容器盖从颈口部脱离以解封颈口部时,可能具有随着容器内高压的释放而使容器盖从颈口部猛然飞出/掉落的风险。
11.为了解决该问题,本发明旨在提供一种新型和改进的容器盖。根据本发明,主要技术目的是提供一种容器盖,即使容器内的压力显著增加,该容器盖也不会在容器盖从颈口部脱离时从颈口部猛然飞出/掉落,并且该容器盖在其从颈口部拆离时将基本不会实质导致任何其它问题或需求任何过多的力。
12.解决问题的手段
13.作为深入研究的结果,本发明人已经发现此技术领域中的主要目的可以通过将一对刻痕的第一部分的延伸修改成使得第一部分从裙壁的下端笔直延伸至高于在此处线形部将被型锻的下部的上端的部位来实现。
14.也就是,本发明提供了一种易开启的容器盖来实现上述主要技术目的,该容器盖是一种易开启的容器盖,其用于具有筒形颈口部的容器,所述颈口部具有形成在外周面的上端部的环形锁止凸脊,所述颈口部在所述容器内盛装带气液体之后将被密封成具有正内压,
15.所述容器盖包括盖体和内衬,
16.所述盖体包括平坦的圆形顶壁、具有在纵向剖视图中从所述顶壁周缘起径向向外向下呈弧形延伸的弧形部和紧接所述弧形部地竖向向下延伸的线形部的裙壁、以及从所述裙壁的下端延伸的掀拉片,
17.所述顶壁、所述裙壁和至少所述掀拉片的基部由金属片一体成型,并且形成有各自由第一部分和第二部分组成的一对刻痕,其中所述第一部分在所述裙壁上从所述掀拉片两侧向上延伸,并且所述第二部分在所述裙壁的所述上端部和所述顶壁的所述周缘部之间呈弧形延伸,
18.呈圆盘状且由合成树脂制成的所述内衬设于所述盖体的内表面上,
19.所述容器盖通过将所述裙壁的所述线形部的所述下部径向向内型锻至所述颈口部的所述锁止凸脊的下方而被附接至该颈口部,其中
20.所述一对刻痕的各第一部分从所述裙壁的所述下端笔直延伸至高于所述线形部的所述下部的上端的部位。
21.优选地,所述一对刻痕的各第一部分从所述裙壁的所述下端竖向延伸至高于所述线形部的所述下部的所述上端的部位。适用的是,所述一对刻痕的第一部分笔直延伸至所述裙壁的所述线形部的所述上端,并且朝向在所述裙壁的所述弧形部处彼此周向间隔开的方向向上且呈弧形延伸。优选的是,所述内衬被非粘合或弱粘合至沿所述一对刻痕延伸并覆盖所述一对刻痕的一对弧形区中的所述盖体,同时所述内衬在除了所述一对弧形区之外的区域中粘合至所述盖体。适用地,所述内衬具有薄壁中央部和厚壁周缘部,所述厚壁周缘部具有其上形成有二者同心下垂的内侧环形密封件和外侧环形密封件的下表面,并且所述外侧环形密封件的所述下端定位成高于所述裙壁的所述线形部的所述上端。优选地,所述外侧环形密封件的所述下端定位成与所述裙壁的所述弧形部的竖向中间部位一样高。优选的是,所述内侧环形密封件的所述下端定位成低于所述外侧环形密封件的所述下端但高于所述裙壁的所述线形部的所述上端。
22.发明效果
23.当容器盖从容器的颈口部脱离时,通常约在一对刻痕的各第一部分从裙壁的下端破断至在此处裙壁的线形部被型锻的下部的上端时刻释放内压。对于本发明的容器盖,一对刻痕的各第一部分从裙壁的下端笔直延伸至在此处线形部被型锻的下部的上端。因此,在释放容器内压时,与常规容器盖相比,可以增加在裙壁的线形部处型锻状态未被解除但被保持的区域的周向长度。这将用于防止容器盖在从颈口部脱离时猛然飞出/掉落。同时,一对刻痕中每一个第一部分的从第一部分中的裙壁的下端至裙壁的线形部的型锻下部的上端范围内的部位是在一对刻痕的初始破断阶段将被破断的部分。由于该部分笔直延伸,
因此与待破断的部分向上呈弧形延伸至周向两侧(即至彼此将周向间隔开的方向)的情况相比,在一对刻痕的开始破断的初始阶段它需要较小的力。由此,不需要任何过多的力来使容器盖从颈口部脱离。所需力将比常规盖的情况小得多。
附图说明
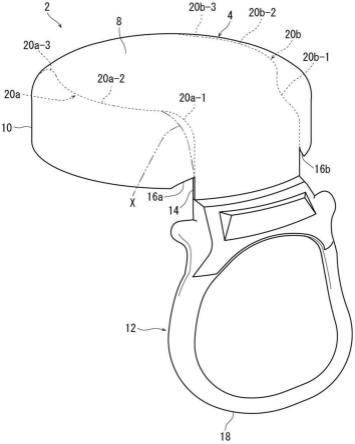
24.图1是示出根据本发明所构成的容器盖的合适实施例的立体图。
25.图2是局部示出图1中容器盖的剖视图。
26.图3是示出图1中容器盖的一对刻痕的示例的展开图。
27.图4是示出图1中容器盖的盖体的内衬和顶壁之间的关系的展开图。
28.图5是示出图1中附接至容器的颈口部的容器盖的局部剖视侧视图。
具体实施方式
29.以下将参考附图来更详细描述根据本发明所构成的容器盖的优选实施例。
30.参照图1和图2进行以下说明。用标记2标示的容器盖由盖体4和内衬6(见图2)组成。
31.盖体4具有圆形顶壁8、从顶璧8的周缘下垂的筒形裙壁10和从裙壁10的下端延伸的掀拉片12。如参照图2清楚理解地,裙壁10具有在图2的纵向剖视图中从顶壁8的周缘起径向向外且向下呈弧形延伸的弧形部10a和紧接弧形部10a地竖向向下延伸的线形部10b。如随后将更详细说明地,在将容器盖2附接至容器的颈口部32(见图5)时,裙壁10的线形部10b的下部10b-1径向向内变形以型锻至颈口部32的环形锁止凸脊34(见图5)。掀拉片12的基部14(也参见图3)通过适用的机械加工如对适用金属片诸如铝基合金片、铬酸处理钢片或锡片进行冲压和拉伸而与顶壁8和裙壁10一体成型。在裙壁10的下端部、具体在掀拉片12的基部14的两侧形成凹口16a和16b。掀拉片12由基部14和结合至基部14的环形部18构成。掀拉片12的环形部18以掀拉片12的基部14用作型芯,通过注塑成形或压缩成形任何适用合成树脂材料如聚丙烯或聚乙烯而成型,以使环形部18可在成型的同时被结合至基部14。若需要,整个掀拉片12可连同顶壁8和裙壁10由金属片一体成型。
32.在盖体4上或者更具体地在由金属片一体成型的区域上形成有一对刻痕20a和20b。有利地通过使用减小金属片厚度的工具从金属片背面加工金属片以形成该一对刻痕20a及20b。刻痕20a和20b包括第一部分20a-1和20b-1,并且还包括第二部分20a-2和20b-2。第一部分20a-1和20b-1在裙壁10上从裙壁10的下端、更具体地从形成于掀拉片12的两侧的凹口16a和16b向上延伸。分别紧接第一部分20a-1和20b-1的第二部分20a-2和20b-2在裙壁10的上端部和顶壁8的周缘部之间呈弧形延伸。在所示实施例中,第二部分20a-2和20b-2在顶壁8的周缘部延伸。在所示实施例中,另外形成第三部分20a-3和20b-3(还参见图3)。紧接第二部分20a-2和20b-2的第三部分20a-3和20b-3延伸至裙壁10。
33.图3示出了用于制造盖体4的顶壁8、裙壁10和掀拉片12的基部14的金属片。图3中的金属片已经被冲压制成相应部分但尚未被拉伸。换而言之,图3示出了金属片的一个表面,该金属片在盖体4的掀拉片12的基部14与顶壁18和裙壁10在一个平面上展开的状态下,界定出顶壁8和裙壁10的内表面。一对刻痕20a和20b可以通过在用于限定顶壁8和裙壁10的内表面(如图3所示的表面)的平面上形成槽来有利地形成,从而在将金属片冲压成所需形
状的同时或者在冲压之前/之后拉伸金属片之前减小材料的厚度。
34.替代地,可以通过在用于限定顶壁8和裙壁10的外表面的平面上形成槽由此减小材料厚度的方式来形成刻痕20a和20b。然而,这可能会在拉伸金属片期间在一对刻痕20a和20b处、特别是在裙壁10的弧形部10a延伸的部位处造成破断。在一对刻痕20a及20b中,t1表示第一部分20a-1和20b-1的下述部位处的材料残余厚度,范围是从第一部分20a-1和20b-1的裙壁10的下端超过裙壁10的线形部10b的下部10b-1的上端到线形部10b的除下部10b-1之外的中间部分;t2表示第一部分20a-1和20b-1的余部的材料残余厚度(即除了从裙壁10的下端起经过下部10b-1的上端至裙壁10除了线形部10b下部10b-1之外的线形部的中间部分的范围部位之外的部位,以及裙壁10的弧形部10所在部位);t3表示第二部分20a-2和20b-2和第三部分20a-3和20b-3处的材料残余厚度。优选地,t1的值较大,t2为中间值,t3较小。例如,在金属片由厚度为0.24毫米的铝基合金制成的情况下,适用地t1为约170至约190微米的范围,t2为约155至约175微米的范围,以及t3为约110至约130微米的范围。
35.参照图3以及图1和图2进行以下说明。重要的是,一对刻痕20a和20b中的第一部分20a-1和20b-1从裙壁10的下端到线形部10b的下部10b-1的上端之上的部位笔直并且优选竖向地(即平行于容器2的中心轴线)延伸(在图3中,上端用双点划线a示出)。在所示实施例中,一对刻痕20a和20b中的第一部分20a-1和20b-1从裙壁10的下端到线形部10b的上端笔直并且竖向地延伸(在图3中,上端用双点划线b示出)。在图3中,该区域用标记20a-1-1和20b-1-1示出。在裙壁10的弧形部10a上,一对刻痕20a和20b的第一部分20a-1和20b-1呈弧形地且周向向上地延伸至两侧(其为图3中用参考标记20a-1-2和20b-1-2示出的区域)。
36.参照图2进行以下说明。该实施例中的内衬6是通过将合适的合成树脂材料如软质聚乙烯施加至盖体4的顶壁8的内表面并将该合成树脂材料压制成所需形状而制成。内衬6整体呈盘状并且具有相对薄壁的中央部22和相对厚壁的周缘部24。在厚壁周缘部24形成有均同心下垂的内侧环形密封件26和外侧环形密封件28。本发明人的实验表明,优选将外侧环形密封件28的下端定位成高于裙壁10的线形部10b的上端,以在容器盖2从容器的颈口部30分离期间,容器内部压力能在相对较早的阶段释放出来(见图5),并且更具体地,外侧环形密封件28的下端与裙壁10的弧形部10a的竖向中间部位一样高。还可以将内侧环形密封件26的下端定位成低于外侧环形密封件28的下端但高于裙壁10的线形部10b的上端。
37.图4示意性地示出顶壁8的内表面和内衬6之间的关系。在所示实施例中,用于粘合至内衬6的粘合性涂料被施加至限定顶壁8的内表面(金属片用于形成与盖体4的顶壁8和裙壁10一体制成的掀拉片12的基部14的其中一个表面)的整个内表面。在图4中,高密度点画区域示出附加施加有用于粘合至内衬6的非粘合性或弱粘合性涂料的区域。通过参见图2以及图4可以理解,非粘合性或弱粘合性涂料被施加至一对弧形区30a和30b。这些弧形区30a和30b沿一对刻痕20a和20b的第二部分20a-2和20b-2存在,并且覆盖一对刻痕20a和20b的第二部分20a-2和20b-2。因此,在一对弧形区30a和30b中,内衬6非粘合或弱粘合至盖体4的顶壁8的内表面,而内衬6粘合至盖体4的顶壁8的内表面的剩余区域。
38.图5示出了容器盖2附接至容器的颈口部32并且颈口部32被密封的状态。容器可以由玻璃、任意适用的合成树脂如聚对苯二甲酸乙二醇酯或金属片如铝合金制成。在颈口部32的外周端部形成环形锁止凸脊。为了将容器盖2附接至颈口部32从而密封颈口部32,容器盖2安装至颈口部32上并向下按压以使内衬6的内侧环形凸脊26和外侧环形凸脊28与颈口
部32的上端部紧密接触。然后,裙壁10的线形部10b的下部10b-1被径向向内型锻(变形)以被颈口部32的环形锁止凸脊34的下表面34a锁定。这样一来,容器盖2附接至容器的颈口部32以密封颈口部32。
39.在消耗容器内盛装的内容物时,容器通过将容器盖2从颈口部32脱离而被开启。在该情况下,消费者将他的手指勾住容器盖2的盖体4的环形部18并径向向外然后向上拉动该部分。这样一来,该对刻痕20a和20b的第一部分20a-1和20b-1破断至裙壁10的线形部10b的下部10b-1的上端附近。同时,该对刻痕20a和20b的第一部分20a-1和20b-1之间的在裙壁10的线形部10b的下部10b-1处的破断部位径向向外向上移位以与环形锁止凸脊34间隔开,由此,适当释放容器的内压。此时,在裙壁10的线形部10b的下部10b-1处、除了破断的一对刻痕20a和20b的第一部分20a-1和20b-1之间的特定部位之外的部位仍然被颈口部32的环形锁止凸脊34的下表面34a锁定。由此,可以避免容器盖2猛然飞出/掉落。此外,由于设在裙壁10的线形部10b的下部10b-1上的一对刻痕20a和20b的第一部分20a-1和20b-1笔直延伸,因此它们可以无需施加过多力地被破断。相较而言,在常规容器盖中,一对刻痕呈弧形向上且沿周向地延伸至裙壁的第一部分的下部处的两侧,如图3中的双点划线x所示。当刻痕在裙壁的第一部分的下部破断时,在与本技术的对应部分相比周向较长的部位处,裙壁的线形部的下部在径向向外且向上移位,并且下部与颈口部分开。由此,容器盖2相对于颈口部32的锁定力将过度减小,并且这可能导致容器盖猛然飞出/掉落的风险。此外,在容器盖中,裙壁的第一部分的下部朝周向两侧且向上呈弧形延伸。此构造要求向上同时朝向周向两侧施力以破断,并且因此该破断需要相对较大的力。
40.环形部18进一步朝上或朝向径向相反方向移位,以进一步使除了一对刻痕10a和10b的第一部分10a-1和10b-1之外的区域破断,并且使第二部分10a-2和10b-2破断。由此,裙壁10的线形部10b的下部10b-1与颈口部32的环形锁止凸脊34在周向上间隔开一定长度。由此,下部10b-1与容器盖2的颈口部32脱离,并且因此使颈口部32解封。
41.实施例
42.将厚度为0.24毫米的铝合金片冲压成具有如图3所示的形状,并且随后按需加工,例如拉伸成形为如图1和图2中所示的具有顶壁、裙壁和用于掀拉片的基部的盖体。然后,聚丙烯环在掀拉片的基部上通过压缩成型,并且软质聚乙烯内衬通过压在顶壁的内表面上成型,由此制成如图1和图2中所示的容器盖。盖体的外径为27.00毫米,裙壁(不包括掀拉片)的整体高度为7.00毫米,裙壁的线形部的竖向长度为4.26毫米,并且裙壁的线形部的下部的竖向长度为1.75毫米。内衬的外侧环形密封件的下端定位在裙壁的线形部的上端上方1.20毫米处,并且内衬的内侧环形密封件的下端定位在裙壁的线形部的上端上方0.90毫米处。
43.在一对刻痕中,t1表示一个部位处的材料残余厚度,具体来说,是从第一部分的裙壁下端起超过裙壁下部的上端至线形部除下部之外的中间部分范围内的部位;t2表示第一部分余部的材料残余厚度;并且t3表示第二部分和第三部分的材料残余厚度。厚度t1为180微米,厚度t2为165微米,并且厚度t3为120微米。一对刻痕位于裙壁的弧形部处的部分的曲率半径为5.00毫米。
44.具有如图5所示的颈口部的玻璃容器(标称容量:120毫升)盛装有带3.4体积碳酸的120毫升水。容器盖如图5所示附接至容器的颈口部,并且颈口部被密封。将带有密封的颈
口部的容器在50℃环境下静置三天,然后容器盖从颈口部脱离以解封颈口部。对150个容器进行上述相同操作的结果为没有容器盖在从颈口部脱离时飞出/掉落。
45.比较例
46.作为比较,对150个容器进行如上述实施例的相同实验,除了盖体上形成的一对刻痕的第一部分的形状用图1和图2中双点划线x示出,曲率半径为8.00毫米,内衬的外侧环形密封件的下端定位在裙壁的线形部的上端下方1.20毫米处,并且内衬的内侧环形密封件的下端定位在裙壁的线形部的上端上方0.90毫米处。结果是,15个容器的容器盖在盖子从颈口部脱离时猛然飞出/掉落。
47.字母或数字解释
48.2:容器盖
49.4:盖体
50.6:内衬
51.8:顶壁
52.10:裙壁
53.10a:裙壁的弧形部
54.10b:裙壁的线形部
55.10b-1:线形部的下部
56.12:掀拉片
57.14:掀拉片的基部
58.16a:凹口
59.16b:凹口
60.18:环形部
61.20a:刻痕
62.20b:刻痕
63.20a-1:刻痕的第一部分
64.20b-1:刻痕的第一部分
65.20a-2:刻痕的第二部分
66.20b-2:刻痕的第二部分
67.20a-3:刻痕的第三部分
68.20b-3:刻痕的第三部分
69.22:内衬的薄壁中央部
70.24:内衬的厚壁周缘部
71.26:内侧环形密封件
72.28:外侧环形密封件
73.30a:施加非粘合或弱粘合涂料的弧形区
74.30b:施加非粘合或若粘合涂料的弧形区
75.32:容器的颈口部
76.34:环形锁止部
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。