1.本发明涉及一种用于工件的磨削加工的泡沫磨削器件以及一种用于制造该泡沫磨削器件的方法。
背景技术:
2.泡沫磨削器件原则上由现有技术已知。这些磨削件的优点在于,所述磨削件在磨削过程期间根据待磨削的物品的轮廓调整所述磨削件的形状,其方式是,使由泡沫构成的软基体弹性变形。因此,当磨削过程在不平坦的物品上进行时,泡沫磨削器件是首选。
3.由us 4887396 a已知泡沫磨削器件,所述泡沫磨削器件包括基体,其中,该基体在磨损加剧的部位上具有更高的泡沫材料厚度。
4.在磨削器件工业中存在持续的需求:在减少环境负担和制造花费的同时,进一步提高磨削件、尤其是泡沫磨削器件的耐久性。
技术实现要素:
5.本发明涉及一种用于工件的磨削加工的泡沫磨削器件,所述泡沫磨削器件包括由泡沫材料构成的基体以及借助接合剂固定在所述基体上的磨粒。提出,泡沫磨削器件、尤其是基体在其表面上至少部分地具有材料增强部。
6.所述泡沫磨削器件指的是用于物品的磨削加工的磨削件。磨削加工在此能够以手动研磨的形式和/或以机器实施的研磨的形式实现。术语“磨削加工”包含抛光加工。泡沫磨削器件、尤其是赋予泡沫磨削器件基本造型的基体原则上能够以不同形式存在,例如作为块、作为盘、作为滚子、作为带、作为条或者类似物。此外能够考虑,将泡沫磨削器件集成到手套中,使得该泡沫磨削器件形成手套的如下表面:该表面位于手内面和手指内面的侧上。此外,泡沫磨削器件还能够制造用于与例如偏心磨床等磨床一起使用。
7.泡沫磨削器件的基体包括至少一个泡沫材料。该泡沫材料是柔韧的并且尤其是能弹性变形的。由泡沫材料构成的基体赋予该泡沫磨削器件其基本造型,并且在柔韧性和稳定性方面、尤其是在弹性、延展性、可压缩性、可剪切性、断裂强度和抗拉强度方面赋予该泡沫磨削器件特定性能。这些特定性能决定性地表征泡沫磨削器件在磨削过程中的可操纵性和性能。在泡沫磨削器件的一种实施方式中,所述基体能够由聚氨酯泡沫材料实现、尤其能够由该聚氨酯泡沫材料构成。聚氨酯具有有利的硬度和断裂强度。替代地,该基体也能够由乙烯-醋酸乙烯酯共聚物(eva)、聚乙烯(pe)、聚丙烯(pp)、丙烯腈-丁二烯橡胶(丁腈橡胶,ab或者nbr)、聚苯乙烯(ps)、聚氨酯(pe)或者类似物构成。
8.泡沫磨削器件在基体的至少一个表面上具有磨粒。所述至少一个表面能够尤其选择为基体的整个表面。替代地,至少一个表面也能够选择为基体的整个表面的一部分。磨粒应理解为如下元件:该元件在执行磨削过程期间对待加工的物品、即对工件进行变形作用和/或整平作用。磨粒在此能够尤其由金属材料和/或陶瓷材料构成,例如由金刚石、刚石、碳化硅、氮化硼或者类似物构成。在一个实施例中,磨粒通过氧化铝颗粒实现,所述氧化铝
颗粒具有7μm与300μm之间的颗粒尺寸。磨粒尤其能够具有本领域技术人员认为有意义的任何几何形状的构型。磨粒能够是所谓的成形磨粒或者破碎磨粒。磨粒在待加工的物品上引起摩擦和温度发展,所述摩擦和温度发展施加变形作用和/或整平作用到待加工的物品上或待加工的物品中。
9.在泡沫磨削器件的情况下,磨粒借助接合剂粘附在基体的表面上。借助接合剂,磨粒尤其以期望的位态和分布粘贴并因此固定在基体上。接合剂还用于在泡沫磨削器件的至少一个表面上在粘附、延展、断裂和抗拉强度、柔韧性和稳定性方面赋予该泡沫磨削器件特定性能。在一实施例中,该接合剂能够由热塑性聚氨酯(tpu)实现。术语“热塑性聚氨酯”在此包括所有基于尿烷的热塑性弹性体,并表示无溶剂的粘合材料。有利地,由热塑性聚氨酯构成的接合剂是能无溶剂地加工和涂敷的熔化粘合材料。“熔化粘合材料”在此尤其应理解为无溶剂的热粘合材料,该热粘合材料在室温情况下基本上是固体的,在加热状态中能液化地涂敷、尤其是能浇铸或者能润滑,并且在冷却情况下又建立固体连接。也能够考虑替代的接合剂、例如基于树脂的接合剂,所述替代的接合剂是本领域技术人员已知的。
10.典型地,在泡沫磨削器件的情况下,泡沫磨削器件的棱边和角在磨削过程中受到特别强烈的应力,使得位于那里的磨粒和位于其下方的泡沫材料受到高负荷。由于所述负荷,磨粒——有时连同邻接的、基体的泡沫材料物料一起——在棱边和角上特别快速地与泡沫磨削器件分离,并且因此在进一步的磨削过程中不再可用。此外发生如下情况:这样分离的磨粒将不期望的刮痕或者划痕引入到待磨削的物品的表面中,因为所述磨粒在磨削过程中不受控制地在物品与泡沫磨削器件之间运动。所描述的退化——通常是棱边的退化——典型地导致泡沫磨削器件的使用提前结束,尽管基体的平坦的表面区域通常仍然能在磨削过程中进一步使用。
[0011]“材料增强部”尤其应理解为加固部、硬化部或者底垫,其对基体、磨粒到基体上的接合和/或对磨粒具有机械稳定作用。材料增强部布置在基体的表面上。“在表面上”或者“靠近表面”应理解为,材料增强部布置在泡沫磨削器件的、尤其是基体的表面的外部或者至少以靠近表面的方式布置在泡沫磨削器件的、尤其是基体的表面上。“靠近表面”应理解为,材料增强部以如下方式布置在基体内部:所述材料增强部与表面的距离小于10mm、尤其小于5mm、完全尤其小于1mm。替代地,“靠近表面”应理解为,材料增强部延伸直至泡沫材料的最大深度,该最大深度小于泡沫材料的平均泡孔直径(在靠近表面的区域中孔隙的或者泡孔的直径)的十倍,尤其是该最大深度小于在表面区域中泡沫材料的平均泡孔直径的五倍,完全尤其是该最大深度小于在表面区域中泡沫材料的平均泡孔直径的三倍。替代地,“靠近表面”应理解为:所述材料增强部与表面的距离(关于基体的基本上在表面法线方向上延伸的棱边)小于10%、尤其小于5%、完全尤其小于2%布置在基体内部。“至少部分地具有材料增强部”尤其应理解为,所述材料增强部能够以在空间上受到限制的方式设置在泡沫磨削器件中或者泡沫磨削器件上。在一实施例中,泡沫磨削器件在其整个表面上具有材料增强部。对此替代地,在另一实施例中,泡沫磨削器件能够仅在表面的一部分上(例如仅在表面的50%上或者仅在角上)构造为具有材料增强部。
[0012]
本发明基于如下认识:基于有针对性的实现在泡沫磨削器件的表面上、尤其是在基体的表面上至少一个材料增强部,以出乎意料的程度改进磨粒以及靠近表面的泡沫材料物料到基体上的接合。泡沫磨削器件的防滑性能够显著提高。能够有针对性地支持对泡沫
磨削器件的操纵,其方式例如是,材料增强部引起或者至少支持泡沫磨削器件的确定的姿态(haltung)并因此引起或者至少支持泡沫磨削器件的确定的定向。另外,磨削过程期间的加工速度能够显著增加。同样,角的和棱边的磨削效果能够得到改进,其中,同时不损失泡沫磨削器件的有利的固有性能——例如尤其是其弹性、可压缩性等等。泡沫磨削器件的寿命(使用持续时间)能够显著提高,并且通过泡沫磨削器件实现的总去除量能够提高。试验表明,与由现有技术已知的泡沫磨削器件相比,寿命能够增加一倍。还能够有利地提高经加工的工件的所产生的表面品质。
[0013]
在泡沫磨削器件的一种实施方式中,材料增强部在表面上布置在泡沫磨削器件的、尤其是基体的棱边和/或角和/或面上。能够考虑,将材料增强部设置在所有角和/或所有棱边上。
[0014]
还能够考虑,棱边中只有部分构造为具有材料增强部,例如在长方体形的泡沫磨削器件的情况下仅沿着长方体的长棱边构造或者分别沿着棱边在与角相距10mm的距离内构造或者以类似方式构造。这样能够实现有针对性增强的棱边、角和/或面。
[0015]
在泡沫磨削器件的一种实施方式中,材料增强部通过基体上的粘合材料的、填充剂的和/或密封剂的过剩部分实现,所述过剩部分使泡沫磨削器件、尤其是使基体稳定化。粘合材料的、填充剂的和/或密封剂的过剩部分以简单的方式允许实现材料增强部。
[0016]
粘合材料原则上由现有技术已知。粘合材料能够例如是通过化学反应硬化的反应性粘合材料。替代地,粘合材料能够是熔化粘合材料。熔化粘合材料能够是粘合材料列表中的一种材料,该粘合材料列表至少包括聚合物以及树脂和天然蜡或者合成蜡,所述聚合物例如是聚酰胺、聚乙烯、无定形聚α烯烃、乙烯-醋酸乙烯酯共聚物、聚酯弹性体、聚氨酯弹性体、反应性聚氨酯-异氰酸酯、共聚酰胺-弹性体或者乙烯吡咯烷酮共聚物/醋酸乙烯酯共聚物,所述树脂例如是松香、萜烯、烃树脂。替代地或者附加地,粘合材料能够实现为双组分粘合材料,该双组分粘合材料基于化学反应获得其粘合性能,所述化学反应至少部分地通过两个组分的混合来触发。两个组分相互反应,使得产生双组分粘合材料的期望的粘合性能。例如,双组分粘合材料能够选择为基于聚氨酯的双组分粘合材料。
[0017]
填充剂应理解为如下物质:该物质是粘合材料的一部分和/或用作附加物质,以便影响接合剂的和/或表面的化学性能或者物理性能。这种类型的填充剂原则上由现有技术已知。例如,latex kitt(例如“dap12108”)能够用作用于泡沫磨削器件的填充剂,以便在基体上获得柔韧但仍被增强的棱边。
[0018]“密封剂”应理解为如下物质:该物质设置用于禁止液体或气体穿过借助密封剂形成的层的穿透性、典型地穿过泡沫磨削器件的表面的穿透性。在此,这样的密封剂具有与粘合材料类似的性能。这类密封剂原则上由现有技术已知。例如,由合成橡胶(例如“dap ultra clear”)构成的密封剂能够用于在泡沫磨削器件的基体上实现压实的且可压缩性不大的角。
[0019]
粘合材料、密封剂和/或填充剂能够在液态状态中尤其涂敷到基体上并且能够从该基体被容纳到在表面上的或靠近表面的凹空和/或空腔中。随后,粘合材料、密封剂和/或填充剂硬化并且凝固。通过粘合材料的、密封剂的和/或填充剂的硬化,在材料锁合的、力锁合的和/或形状锁合的框架中实现硬化并且因此实现泡沫材料的靠近表面的区域的增强。
[0020]
在泡沫磨削器件的一种实施方式中,基体至少在其表面上具有开放的泡孔结构,
woven”)纺织品材料。非织造纺织品材料例如是无纺布。非织造的纺织品材料能够例如基于聚丙烯、聚酰胺或者聚酯。织造的纺织品材料通常被称为织造物或者针织物。例如,这类的纺织品材料能够施加到基体的一个表面或者所有表面上。替代地或者附加地能够考虑,将纺织品材料围绕棱边施加到基体上。
[0025]
在泡沫磨削器件的一种实施方式中,材料增强部通过基体的熔化的泡沫材料实现。通过这种方式能够特别容易实现泡沫磨削器件的材料增强部。“熔化”在此指的是,基体的泡沫材料的材料通过能量的作用改变(尤其熔化)其形状,所述能量尤其呈热或者uv光的形式,其中,泡沫材料的结构发生变化并且这样产生材料增强部。例如,表面上的孔隙和孔洞熔化并且形成交融的和因此增强的(较厚)区域,所述区域具有增强的机械性能。
[0026]
在泡沫磨削器件的一种实施方式中,材料增强部通过基体的泡沫材料的较高密度实现。这样能够实现在生产基体时设置材料增强部,其中,能够省去后处理(例如通过熔化、施加粘合材料或者类似物进行后处理)。泡沫材料的更高的密度在此尤其以靠近表面的方式设置。
[0027]
在本发明的另一方面中,提出一种用于制造根据本发明的泡沫磨削器件的方法。该方法至少包括下述方法步骤:
[0028]-提供由泡沫材料构成的基体并且随后设置材料增强部,或者提供由泡沫材料构成的、具有经引入的材料增强部的基体,
[0029]-在表面上以接合剂涂覆基体,
[0030]-将磨粒施加到该表面上并且借助接合剂固定磨粒。
[0031]
能够提供具有已经包含的材料增强部的基体,该材料增强部例如呈已经嵌入在泡沫材料中的纺织品材料的形式。
[0032]
同样可行的是,提供由泡沫材料构成的、不具有材料增强部的基体并且随后以靠近表面的方式在泡沫材料中或者在泡沫材料上设置至少一个材料增强部。在此,能够考虑关于泡沫磨削器件阐述的变型以实现材料增强部,例如:
[0033]-将粘合材料的、填充剂的和/或密封剂的过剩部分施加在和/或引入在基体上或者说基体中,例如在表面上在泡沫磨削器件的棱边和/或角和/或面上,其中,泡沫材料至少在其表面上具有开放的泡孔结构,或者其中,基体至少在其表面上具有至少一个凹空,该凹空用于容纳过剩部分;
[0034]-将纤维材料和/或纤丝材料施加在和/或引入在基体上或者说基体中,例如在表面上在泡沫磨削器件的棱边和/或角和/或面上;
[0035]-将纺织品材料施加在和/或引入在基体上或者说基体中,例如在表面上在泡沫磨削器件的棱边和/或角和/或面上;
[0036]-以靠近表面的方式熔化泡沫材料并且形成材料增强部。
[0037]
通过这种方式尤其可行的是,在根据本发明的方法中使用典型的泡沫材料坯件(例如呈由泡沫材料构成的板或者幅面或者辊子的形式)。例如,基体能够从泡沫材料的板中冲制出来并且提供用于执行该方法。此外,通过这种方式能够实现对基体的下述后处理,所述后处理仅作用到基体的靠近表面的区域。
附图说明
[0038]
根据在附图中示出的实施例在以下描述中更详细地阐述本发明。附图、说明书和权利要求包括大量特征组合。本领域技术人员也实用地单个观察所述特征并且组合成其他有意义的组合。附图中的相同附图标记表示相同元件。
[0039]
其示出了:
[0040]
图1根据现有技术的泡沫磨削器件的一实施例的示意性剖面图;
[0041]
图2根据本发明的泡沫磨削器件的一实施例的示意性剖面图;
[0042]
图3根据本发明的泡沫磨削器件的一替代实施例的示意性剖面图;
[0043]
图4根据本发明的泡沫磨削器件的另一替代实施例的示意性剖面图;
[0044]
图5用于根据本发明的泡沫磨削器件的另一替代实施例的基体的示意性透视图;
[0045]
图6用于制造根据本发明的泡沫磨削器件的方法的一实施方式。
具体实施方式
[0046]
图1示出根据现有技术的泡沫磨削器件100的一实施例的示意性剖面图。在所示实施方式中,泡沫磨削器件100具有在横截面中呈矩形的基体112(长方体),在该基体的整个表面120上布置有磨粒118。基体112的横截面尺寸为70mm
×
30mm。基体112由具有开孔结构的聚氨酯泡沫材料114构成。磨粒118借助基于聚氨酯的接合剂116固定在基体112的表面120上。
[0047]
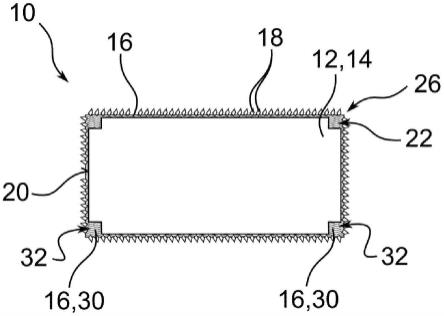
图2示出根据本发明的泡沫磨削器件10的一实施例的示意性剖面图。与根据现有技术的泡沫磨削器件100相比,根据本发明的泡沫磨削器件10在所示实施方式中具有在横截面中呈矩形的基体12(长方体),在该基体的整个表面20上布置有磨粒18。基体12的横截面尺寸为70mm
×
30mm。基体12由具有封闭泡孔状结构的聚氨酯泡沫材料14构成。泡沫磨削器件10、尤其是基体12,在其表面20上至少部分地具有材料增强部22。在该实施例中,材料增强部22在基体12的表面20上布置在由泡沫材料14构成的基体12的角26上。为此,基体12至少在其表面20上在全部八个角26(在此只能看到四个角)上分别具有凹空32。凹空32是有针对性引入的材料凹处或者说缺口,其用于容纳粘合材料的或在此是接合剂16的过剩部分30,其中,过剩部分30使泡沫磨削器件10、尤其是使基体12稳定化。在此,过剩部分30在该实施例中被填充到凹空30中直至使原始的长方体形状完整,并且在那里硬化。因此,这样配备有材料增强部22的基体12形成长方体形状。磨粒18借助接合剂16固定在该长方体的表面20上,该长方体包括基体12和填充有粘合材料(在此是接合剂16)的凹空32。
[0048]
图3示出根据本发明的泡沫磨削器件10的一替代实施例的示意性剖面图。该实施例的基体12由具有开放的泡孔结构34的聚氨酯泡沫材料14构成(在此仅在基体12的表面20的一部分上示出)。泡沫磨削器件10、尤其是基体12,在其表面20上至少部分地具有材料增强部22。在该实施例中,材料增强部22在基体12的表面20上布置在基体12的面28上。开放的泡孔结构34用于容纳粘合材料的过剩部分30,该粘合材料在此是接合剂16,其中,过剩部分30使泡沫磨削器件10、尤其是使基体12在其表面20上有利地稳定化。换言之,粘合材料的过剩部分30使基体12的泡沫材料14的靠近表面且开孔的材料“湿透”。在此,在该实施例中涂敷或涂抹过剩部分30,直至构成基体的基本上平坦的表面(该表面的粗糙度例如为5μm)。因此,这样配备有材料增强部22的基体12同样形成长方体形状。磨粒18借助接合剂16固定在
该长方体的表面20上,该长方体包括基体12和开放的泡孔结构34的填充有粘合材料的孔隙。
[0049]
图4示出根据本发明的泡沫磨削器件10的另一替代实施例的示意性剖面图。该实施例的基体12同样由聚氨酯泡沫材料14构成,然而,该聚氨酯泡沫材料在此具有封闭的泡孔结构。基体12的表面20的粗糙度大约是2.0μm(在此未更详细地放大示出)。泡沫磨削器件10、尤其是基体12,在其表面20上至少部分地具有材料增强部22。在该实施例中,材料增强部22在基体12的表面20上布置在整个表面20上,即布置在基体12的所有棱边24、角26和面28上。材料增强部22通过施加到基体12上的纤维材料36(替代地或者附加地通过纤丝材料或者纺织品材料)实现。纤维材料36有利地增强和加固泡沫磨削器件10的表面。此外,纤维材料36还形成纤维之间的凹空(在此不可见),所述凹空用于容纳粘合材料(在此是接合剂16)的过剩部分30,其中,以粘合材料填充纤维材料36,直至构成基体12的基本上平坦的表面。粘合材料同时用于将纤维材料36接合到基体12上。磨粒18借助接合剂16固定在如此形成的长方体的表面上,该长方体包括基体12和纤维材料36的填充有粘合材料的层。
[0050]
图5示出用于根据本发明的泡沫磨削器件10的另一实施例的基体12的透视示意图。该实施例的基体12由具有封闭的泡孔结构的聚氨酯泡沫材料14构成。基体12的表面20的粗糙度大约是2.0μm(在此未更详细地放大示出)。泡沫磨削器件10、尤其是基体12在其表面20上、尤其是沿着至少一个棱边24具有凹空32。凹空32通过有针对性地设置材料凹处来实现。凹空32用于容纳粘合材料的过剩部分30,如在图2中相似地对于角26所示出的那样。在此,过剩部分30例如能够被填充到凹空30中直至使原始的长方体形状完整,并且能够在那里硬化。
[0051]
图6示出根据本发明的用于制造根据本发明的泡沫磨削器件10的方法200的一实施例,所述方法包括
[0052]-方法步骤202:提供由泡沫材料14构成的基体12;
[0053]-方法步骤204:以靠近表面的方式在基体12的表面20中或者在基体12的表面20上设置材料增强部22;
[0054]-方法步骤206:在表面20上以接合剂16涂覆基体12;
[0055]-方法步骤208:将磨粒18施加到表面20上并且借助接合剂16固定所述磨粒。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
