1.本发明属于物料无缝无痕的压合设备,涉及一种可将物料予以热压贴合的机器,更具体地,是一种采用热模板进行压合、冷模板进行定型的物料烫压机。
背景技术:
2.目前,衣服面料的结合主要由机器热压粘合来完成,这大大地缩短了制作过程,产品经过高温压合后,需将其取出平摊并置于通风处一段时间,才能达到冷却定型的效果,但由于服饰,尤其是贴身内衣其面料仍存在弹性收缩,且面料的收缩率也不完全一致,造成产品尺寸难以达到设计所需要的统一尺码,另外,胶粘剂经过高温压合熔解,释放压合自然冷却会造成其粘结力的下降,为进一步提高效率和品质,人们又采用冷压对面料进行冷却定型,使面料能够在同样的压力下定型,确保产品可以统一规格和质量,受到广大服装厂家的欢迎。
3.以下给出两篇专利申请文献,以揭示现阶段该类技术目前的发展状况。
4.中国发明专利申请cn106626397a提出了一种物料粘合机,它在机壳中设置有热上模板和热下模板、冷上模板和冷下模板,物料经热上模板和热下模板进行热压,而后由冷上模板和冷下模板进行冷却,可使物料迅速粘贴和定型。
5.中国发明专利申请cn111113905a又公开一种烫压机,它采用上、下工作盘分别与上、下承载框活动配置,利用下发热板和下水冷板的上下移动可带动上、下工作盘连同物料一起升降,并可由上、下驱动机构分别驱动上、下承载框沿前后移动,从而使上、下工作盘共同使用上、下发热板或上、下水冷板成为可能,进一步提高服装制作的效率。
6.在服装制作中,一些面料自身不易产生卷曲,适合采用上述机器进行加工;但有一些面料自身容易卷曲形成卷边,这给工人的操作带来了较大的困扰,一旦在操作前没有将这些卷边摊平,则热压成型后容易造成次品。
7.为此,有厂家进行了改进,在承载物料的工作盘下方固定负压机构,利用负压机构产生的负压来摊平工作盘中的面料,以解决面料卷边的问题。
8.但是,负压机构的设置,使得工作盘下方增加了空间,同时,负压会产生空气的流动,两者都会影响面料温度的提升,使得面料上下的受热出现不均匀的问题,物料粘合的质量又受到了影响。
技术实现要素:
9.本发明的目的在于克服上述不足而提供一种烫压机,它在投取工位处设置负压机构,采用负压机构的升降与上、下工作盘的操作配合,让面料在进入热压工位和/或冷压工位之前进行摊平,从而获得了一种能防止面料边沿卷曲的烫压机。
10.本发明的目的是这样实现的:一种烫压机,机壳内在热压工位设置上发热板及下发热板,在定型工位设置上水冷板和下水冷板,其中,下发热板和下水冷板分别由动力源驱动可各自上下移动,两组轨道
固定在机壳内两侧且两组轨道延伸至机壳前端外,两组轨道分上下分布成为上组轨道和下组轨道,上组轨道和下组轨道分别在机壳前端外均形成投取工位,上组轨道和下组轨道分别安装有上承载框和下承载框,上工作盘和下工作盘分别置于上承载框和下承载框中,上、下驱动机构分别驱动上、下承载框,上承载框连同上工作盘、下承载框连同下工作盘可分别在上、下组轨道沿前后移动,让上、下工作盘均可处于上发热板与下发热板之间,或者上水冷板与下水冷板之间,或者机壳前端外面,其特点是,上工作盘包含上底盘和上活动盖,下工作盘包含下底盘和下活动盖,上底盘和下底盘由耐温透气材料制作,负压机构设置在投取工位下方,负压机构的吸风盘可上下移动并分别与上、下工作盘配合,以便分别在上、下工作盘中形成负压。
11.这样,当仅剩下下工作盘处于投取工位时,负压机构的吸风盘可升起一档与下工作盘配合,通过耐温透气材料可在下工作盘中产生负压,将面料平摊,接着,下活动盖可合上,将平摊后的面料夹持于其中,以便随后进入热压工位和定型工位,接着,吸风盘可下降回到原始最低位置;当仅剩下上工作盘处于投取工位时,负压机构的吸风盘可升起两档与上工作盘配合,通过耐温透气材料可在上工作盘中产生负压,将面料摊平,接着,上活动盖可合上,将平摊后的面料夹持于其中,以便随后进入热压工位和定型工位,接着,吸风盘可下降回到原始最低位置。
12.于是,负压机构可利用上下升降的吸风盘与轮流进入投取工位的上、下工作盘的配合,实现分别在上、下工作盘中产生负压作用,以便将上、下工作盘中的面料进行摊平。
13.方案中,吸风盘在完成操作后随即下降回到原始最低位置,将有利于后续上工作盘或下工作盘进入各个工位,不会对上工作盘或下工作盘的操作构成妨碍。
14.另外,无论上工作盘还是下工作盘,其上物料连同工作盘均可由上、下驱动机构通过上、下承载框送至上发热板与下发热板之间,或者上水冷板与下水冷板之间,或者机壳前端外面,均可利用上发热板与下发热板进行热压,并由上水冷板与下水冷板进行定型,最后由上、下驱动机构送回投取工位,上、下工作盘均可完成投料、热压、定型以及取料等操作。
15.再者,在热压过程中,下发热板向上移动可带动上工作盘或下工作盘连同其物料上升,使其离开上承载框或下承载框,并由上发热板与下发热板予以热压;在定型过程中,下水冷板向上移动可带动上工作盘或下工作盘连同其物料上升,使其离开上承载框或下承载框,并由上水冷板与下水冷板予以冷却。
16.还有,上、下工作盘可分别在上、下驱动机构的驱动下,分别在上、下组轨道沿前后移动,并可使上、下工作盘轮流处于热压工位及定型工位,于是,上、下工作盘上的物料可轮流在热压工位、定型工位上进行操作。
17.上述方案中,上驱动机构可以包括上同步电机、上同步轮以及上同步带,上同步电机通过上同步轮带动上同步带传动,由上同步带带动上承载框连同上工作盘在上组轨道中移动;下驱动机构可以包括下同步电机、下同步轮以及下同步带,下同步电机通过下同步轮带动下同步带传动,由下同步带带动下承载框连同下工作盘在下组轨道中移动。
18.采用同步电机、同步轮以及同步带进行驱动,能够让工作盘在移动或工位中其位置更加准确,从而能更好地保证其与上、下发热板和上、下水冷板的配合。
19.较好的是,上述方案中,还包括有控制器,该控制器通过控制上驱动机构和下驱动机构,使上、下工作盘轮流进入热压工位、定型工位和投取工位,且控制器控制着动力源的
工作以及负压机构吸风盘上下的移动,以实现自动控制。
20.上述方案中,在投取工位上设置有上工作盘感应开关和下工作盘感应开关,上工作盘感应开关和下工作盘感应开关能够分别实时获取上工作盘和下工作盘到达或离开投取工位的信号,控制器依据上工作盘感应开关和下工作盘感应开关提供的信号进行控制,可对上、下工作盘的位置和移动进行校正。
21.于是,利用上、下工作盘感应开关的配合下,能够保证上、下工作盘的移动以及位于各工位位置的准确,防止上、下工作盘在热压工位或定型工位由于位置不准确而压合会造成相关部件的损坏。
22.上述方案中,在投取工位上设置有上下活动盖感应开关,上下活动盖感应开关可实时获取上活动盖或下活动盖打开或盖合的信号,控制器依据上下活动盖感应开关提供的盖合信号进行控制,允许上工作盘或下工作盘执行平移的操作。
23.于是,利用上下活动盖感应开关的配合,能够确保活动盖盖合之后,才让上工作盘或下工作盘移动,可确保上、下工作盘不会出现误操作,防止因误操作而引起机器的损坏。
24.较好的是,上述方案中,在投取工位上设置有上下活动盖感应开关,上下活动盖感应开关可实时获取上活动盖或下活动打开或盖合的信号,控制器依据上下活动盖感应开关提供的打开信号进行控制,让负压机构的吸风盘执行上升并由负压机构产生负压。
25.于是,利用上下活动盖感应开关的配合,能够确保活动盖打开之后,才让吸风盘升起并产生负压,可使活动盖的打开不会受到负压的干扰并产生妨碍。
26.较好的是,上述方案中,在投取工位上设置有上下活动盖感应开关,上下活动盖感应开关可实时获取上活动盖或下活动打开或盖合的信号,控制器依据上下活动盖感应开关提供的盖合信号进行控制,让负压机构停止产生负压且负压机构的吸风盘下降。
27.于是,利用上下活动盖感应开关的配合,能够确保面料受到活动盖与底盘夹持之后,负压机构才撤去,以保证夹持之前摊平的面料一直受到负压的作用,防止负压机构过早撤去而面料可能产生再次卷曲。
28.更好的是,上述方案中,当控制器检测到上下活动盖感应开关提供的打开信号,控制器将进一步依据上、下工作盘感应开关提供的信号控制负压机构的吸风盘上升的档位。
29.具体的是,上述方案中,在上下活动盖感应开关提供打开信号的情形下,当上工作盘感应开关为到达信号而下工作盘感应开关为离开信号时,控制器依据这些信号控制负压机构的吸风盘升起两个档位;在上下活动盖感应开关提供打开信号的情形下,当下工作盘感应开关为到达信号而上工作盘感应开关为盘离开信号时,控制器依据这些信号控制控制负压机构的吸风盘升起一个档位。
30.于是,在上、下工作盘感应开关的配合下,负压机构的吸风盘能够准确与上、下工作盘配合,以便在当前相应的工作盘中形成负压。
31.更好的是,上述方案中,当控制器检测到上下活动盖感应开关提供的盖合信号,控制器将进一步依据上、下工作盘感应开关提供的信号控制负压机构的吸风盘下降的档位。
32.具体的是,上述方案中,在上下活动盖感应开关提供盖合信号的情形下,当上工作盘感应开关为到达信号而下工作盘感应开关为离开信号时,控制器控制负压机构的吸风盘下降两个档位;在上下活动盖感应开关提供盖合信号的情形下,当上工作盘感应开关为离开信号而下工作盘感应开关为到达信号时,控制器控制负压机构的吸风盘下降一个档位。
33.于是,在上、下工作盘感应开关进一步的配合下,负压机构的吸风盘能够准确选择下降的档位,快速回到最低位置,以便于上、下工作盘随后移动。
34.本发明创造烫压机,负压机构利用上下升降的吸风盘与轮流进入投取工位的上、下工作盘的配合,使得能分别在上、下工作盘中产生负压,对位于上、下工作盘的待加工面料实施摊平,防止面料边沿发生卷曲,让机器可适应于加工自身容易产生卷曲的面料,并提高生产的效率及降低工人的劳动强度。
35.本发明的烫压机中,利用上下活动盖感应开关的配合,可保证活动盖的打开不会受到负压的影响,而面料在夹持前始终受到负压的摊平作用而不卷曲,尤其是活动盖的盖合可成为连续操作的前提,当活动盖一直打开时,热压工位或定型工位在操作完成后,下发热板和下水冷板均可下降并处于等待状态,直至活动盖盖合才继续工作,可防止机器因误动作而损坏。
36.本发明的烫压机中,上下活动盖感应开关在上、下工作盘感应开关进一步的配合下,负压机构的吸风盘能够上下升降分别与上、下工作盘实现准确的配合,以便在相应的上工作盘或下工作盘中形成负压,以满足上、下工作盘中面料摊平的操作。
37.本发明的烫压机中,利用上下活动盖感应开关的配合,使负压机构的吸风盘在活动盖盖合后及时脱离工作盘,以保证吸风盘不会对工作盘的移动构成妨碍。
38.本烫压机,负压机构的吸风盘通过升降能为轮流进入投取工位的上、下工作盘提供负压,使上、下工作盘共用一个负压机构成为可能,该方案有利于进一步简化结构,并节约机器制造的成本。
附图说明
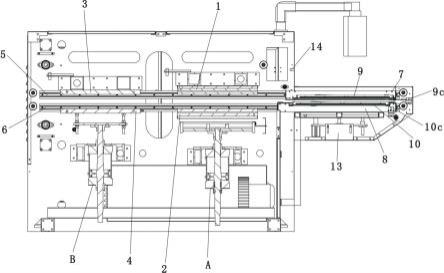
39.图1是本发明烫压机具体实施结构的示意图;图2是图1烫压机机壳内部结构的示意图;图3是图2侧面的示意图;图4是图1烫压机中上、下工作盘结构的示意图;图5是图1烫压机中负压机构结构的示意图。
具体实施方式
40.下面结合附图对本发明的实施结构作出具体详述:参照图1-图5,本具体实施方式的烫压机,机壳内在热压工位设置上发热板1及下发热板2,在定型工位设置上水冷板3和下水冷板4,下发热板2和下水冷板4分别在气缸a和气缸b的作用下作上下方向的移动,两组轨道固定在机壳内两侧且两组轨道延伸至机壳前端外,两组轨道分上下分布成为上组轨道5和下组轨道6,上组轨道5和下组轨道6在机壳外均形成投取工位,上组轨道5和下组轨道6分别安装有上承载框7和下承载框8,上工作盘9和下工作盘10分别放置于上承载框7和下承载框8中,上工作盘9包含上底盘9a和上活动盖9b,下工作盘10包含下底盘10a和下活动盖10b,上底盘9a和下底盘10a由耐温透气材料制作,上、下工作盘9和10均可处于上发热板1及下发热板2之间,或者上水冷板3和下水冷板4之间,上、下驱动机构11和12可分别驱动上承载框7和下承载框8,使上承载框7和下承载框8分别连同上工作盘9和下工作盘10各自在上组轨道5和下组轨道6中沿着前后移动,由控制器
通过控制上驱动机构11和下驱动机构12,使上、下工作盘9、10轮流进入热压工位和定型工位,且控制器控制着气缸a和气缸b的动作,可实现自动控制;另外,上驱动机构11包括上同步电机11a、上同步轮11b以及上同步带11c,上同步电机11a通过上同步轮11b带动上同步带11c传动,由上同步带11c带动上承载框7连同上工作盘9在上组轨道5中移动, 下驱动机构12包括下同步电机12a、下同步轮12b以及下同步带12c,下同步电机12a通过下同步轮12b带动下同步带12c传动,由下同步带12c带动下承载框8连同下工作盘10在下组轨道6中移动;再者,在投取工位下方设置有负压机构13,负压机构13的吸风盘13a可在气缸13b和气缸13c作用下完成一个档位或两个档位的升降,通过上下升降可分别与上、下工作盘9和10配合,以便分别在上、下工作盘9和10中形成负压;还有,在投取工位设置有上工作盘感应开关9c、下工作盘感应开关10c以及上下活动盖感应开关14,由上下活动盖感应开关14实时获取上活动盖9b或下活动盖10b打开或盖合的信号,由上工作盘感应开关9c和下工作盘感应开关10c分别实时获取上工作盘和下工作盘到达或离开投取工位的信号;最后由控制器依据上工作盘感应开关9c、下工作盘感应开关10c以及上下活动盖感应开关14提供的信号对上、下同步电机11a和12a,气缸a和气缸b,气缸13b和气缸13c进行协调控制。
41.以下介绍本实施方式一个具体的工作过程,它包括下列步骤:(60)、由控制器通过上驱动机构11驱动上承载框7连同上工作盘9沿上组轨道5移动至投取工位,与此同时,由控制器通过下驱动机构12驱动下承载框8连同下工作盘10沿下组轨道6移动至定型工位;(70)、采用控制器循环检测上下活动盖感应开关14获取的信号,当控制器检测到上下活动盖感应开关14获取的信号为打开信号时,若上工作盘感应开关9c为到达信号而下工作盘感应开关10c为离开信号,控制器通过控制气缸13b和13c使吸风盘13a上升两个档位与上底盘9a配合,由负压机构在上底盘9a上产生负压,上工作盘9中供投放待加工物料;采用控制器循环检测上下活动盖感应开关14获取的信号,当控制器检测到上下活动盖感应开关14获取的信号为盖合信号时,若上工作盘感应开关9c为到达信号而下工作盘感应开关10c为离开信号,控制器控制负压机构停止产生负压并通过控制气缸13b和13c 使吸风盘13a下降两个档位;(80)、由控制器通过上驱动机构11驱动上承载框7连同上工作盘9沿上组轨道5移动至热压工位,让上工作盘9上的物料进行热压;与此同时,由控制器通过下驱动机构12驱动下承载框8连同下工作盘10沿下组轨道6移动至投取工位,还进行下列检测及操作:采用控制器循环检测上下活动盖感应开关14获取的信号,当控制器检测到上下活动盖感应开关14获取的信号为打开信号时,若上工作盘感应开关9c为离开信号而下工作盘感应开关10c为到达信号,控制器通过控制气缸13b和13c使吸风盘13a上升一个档位与下底盘10a配合,由负压机构在下底盘10a上产生负压,工作盘10中供投放待加工物料;采用控制器循环检测上下活动盖感应开关14获取的信号,当控制器检测到上下活动盖感应开关14获取的信号为盖合信号时,若上工作盘感应开关9c为离开信号而下工作盘感应开关10c为到达信号,控制器控制负压机构停止产生负压并通过控制气缸13b和13c 使吸风盘13a下降一个档位;(90)、采用控制器通过上驱动机构11驱动上承载框7连同上工作盘9从热压工位沿
上组轨道5移动至定型工位,让上工作盘9上的物料进行冷却定型,与此同时,控制器通过下驱动机构12驱动下承载框8连同下工作盘10沿下组轨道6移动至热压工位,让下工作盘10上的物料进行热压;(100)、采用控制器通过下驱动机构12驱动下承载框8连同下工作盘10继续沿下组轨道6移动至定型工位,让下工作盘10上的物料进行冷却定型;与此同时,采用控制器通过上驱动机构11驱动上承载框7连同上工作盘9沿上组轨道5移动回至投取工位,并进行下列检测及操作:采用控制器循环检测上下活动盖感应开关14获取的信号,当控制器检测到上下活动盖感应开关14获取的信号为打开信号时,若上工作盘感应开关9c为到达信号而下工作盘感应开关10c为离开信号,控制器通过控制气缸13b和13c使吸风盘13a上升两个档位与上工作盘9的上底盘9a配合,并由负压机构在上底盘9a上产生负压,在工作盘9中取出已加工物料并重新投放待加工物料;采用控制器循环检测上下活动盖感应开关14获取的信号,当取出已加工物料,重新投放待加工物料,并盖合上活动盖9b,由上活动盖9b和上底盘9a将物料夹持,控制器检测到上下活动盖感应开关14获取的信号为盖合信号,若上工作盘感应开关9c为到达信号而下工作盘感应开关10c为离开信号,控制器控制负压机构停止产生负压并通过控制气缸13b和13c 使吸风盘13a下降两个档位;(110)、采用控制器通过上驱动机构11驱动上承载框7连同上工作盘9沿上组轨道5移动至热压工位,让工作盘9上的物料进行热压;与此同时,采用控制器通过下驱动机构12驱动下承载框8连同下工作盘10沿下组轨道6移动回至投取工位,并进行下列检测及操作:采用控制器循环检测上下活动盖感应开关14获取的信号,当控制器检测到上下活动盖感应开关14获取的信号为打开信号时,若上工作盘感应开关9c为离开信号而下工作盘感应开关10c为到达信号,控制器通过控制气缸13b和13c使吸风盘13a上升一个档位与下工作盘10的下底盘10a配合,并由负压机构在下底盘10a上产生负压,在工作盘10中取出已加工物料并重新投放待加工物料;采用控制器循环检测上下活动盖感应开关14获取的信号,当取出已加工物料,重新投放待加工物料,并盖合下活动盖10b,由下活动盖10b和下底盘10a将物料夹持,控制器检测到上下活动盖感应开关14获取的信号为盖合信号,若上工作盘感应开关9c为离开信号而下工作盘感应开关10c为到达信号,控制器控制负压机构停止产生负压并通过控制气缸13b和13c 使吸风盘13a下降一个档位;(120)、重复执行步骤90—110,可使上工作盘9和下工作盘10轮流在不同工位上不断进行操作。
42.上述过程中,当需要热压时,下发热板2可在气缸a的驱动下向上移动,由下发热板2将上工作盘9连同物料或下工作盘10连同物料托起,并由上发热板1及下发热板2对上工作盘9或下工作盘10上的物料进行热压,至热压完成,下发热板2可在气缸a的驱动下向下移动回至原来位置,上工作盘9或下工作盘10可下降回至上承载框7或下承载框8;当需要定型时,下水冷板4可在气缸b的驱动下向上移动,由下水冷板4将上工作盘9连同物料或下工作盘10连同物料托起,并由上水冷板3及下水冷板4对上工作盘9或下工作盘10上的物料进行
冷却,至冷却完成,下水冷板4可在气缸b的驱动下向下移动回至原来位置,上工作盘9或下工作盘10可下降回至上承载框7或下承载框8。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。