1.本实用新型属于汽车零注塑件生产技术领域,具体的说,涉及一种汽车注塑件的料头裁切装置。
背景技术:
2.汽车工业发展到今天,轻量化是当今汽车材料发展的主要方向。塑料及其复合材料越来越多的用于汽车零部件上,降低了制造成本,注塑件已经是汽车的重要组成部分。汽车注塑件产品成型后会在注塑口处形成料头,传统的去料头一般都是人工手动剪掉的,这样不仅效率低下,消耗大量的劳动,且处理效果不好。目前的一些料头裁切装置需要人工将料头与裁切机构对齐,人工操作效率低且在使用不当时会造成人身伤害,料头在切割过程中会产生偏转,容易导致切口不平整。
3.因此,有必要提供一种汽车注塑件的料头裁切装置,能够快速将汽车注塑件的料头与裁切机构定位对齐,在剪切过程中固定料头,使切口更为规整。
技术实现要素:
4.为了克服背景技术中存在的问题,本实用新型提供了一种汽车注塑件的料头裁切装置,能够快速将汽车注塑件的料头与裁切机构定位对齐,在剪切过程中固定料头,使切口更为规整。
5.为实现上述目的,本实用新型是通过如下技术方案实现的:
6.所述的一种汽车注塑件的料头裁切装置,包括工作平台、剪裁机构、快速定位机构;剪裁机构包括电机、安装在电机输出轴的旋转刀体以及安装在工作平台底面的剪裁导轨,剪裁导轨上安装有第三滑块,电机固定安装在第三滑块上,剪裁导轨与电机之间安装有驱动电机沿剪裁导轨运动的动力装置。快速定位机构包括用于与料头对接的锥桶状定位器、若干个限位块和限位杆,锥桶状定位器通过支杆安装在工作平台的一侧;注塑件受快速定位机构定位后,其料头刚好能被旋转刀体完全切除。
7.更进一步的技术方案是,工作平台的一侧设置有竖直导轨,竖直导轨上通过螺栓安装有水平导轨,水平导轨上安装有第一滑块,支杆上设置有螺纹并通过螺母安装在第一滑块上,锥桶状定位器铰接在支杆上,能够绕铰接点旋转;锥桶状定位器开口端远离支杆,锥桶状定位器另一端尾部安装有使锥桶状定位器保持水平的配重块。
8.更进一步的技术方案是,限位杆包括橡胶限位头和螺纹杆身,水平导轨上还安装有第二滑块,螺纹杆身通过螺母安装在第二滑块上。
9.更进一步的技术方案是,支杆上安装有防止锥桶状定位器开口端向上翘起的挡块。
10.更进一步的技术方案是,工作平台铰接有若干块可向下折叠的工作板。
11.更进一步的技术方案是,工作平台以及工作板为磁性材料制成,限位块底部安装有可拆卸安装在工作平台或工作板上的电磁铁。
12.本实用新型的有益效果:
13.1、本实用新型采用快速定位机构,使料头与锥桶状定位器对接后再通过限位块和限位杆进一步定位,这样定位能够更加安全、快速。定位完成之后通过剪裁机构快速将料头切下,再切割过程中料头被锥桶状定位器固定不会随意摇晃,能够使切口更加规整。
14.2、本实用新型采用螺纹将支杆和限位杆连接在水平导轨上的第一滑块和第二滑块上,使锥桶状定位器和限位杆位置可调节。通过磁性材料制成工作平台,并在限位块底部安装电磁铁,使限位块在工作平台上的位置可调节。从而可以通过调整锥桶状定位器、限位杆和限位块的位置对不同的注塑件进行定位和剪切其料头,提高装置的使用范围。
附图说明
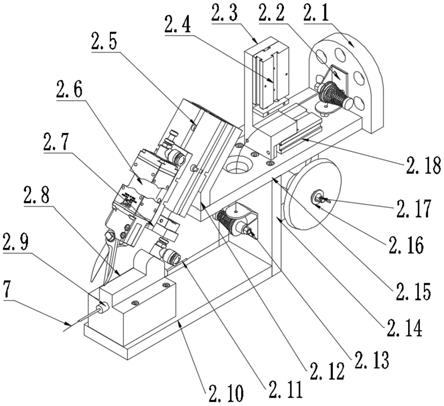
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的后视图;
17.图3是本实用新型的部分侧视图;
18.图4是本实用新型的工作平台部结构示意图;
19.图5是本实用新型的锥桶状定位器安装结构示意图;
20.图6是本实用新型的锥桶状定位器安装侧视图。
21.图中,1
‑
工作平台、2
‑
电机、3
‑
锥桶状定位器、4
‑
限位块、5
‑
限位杆、6
‑
竖直导轨、7
‑
水平导轨、8
‑
第一滑块、9
‑
第二滑块、12
‑
工作板、21
‑
旋转刀体、22
‑
剪裁导轨、23
‑
动力装置、31
‑
支杆、32
‑
配重块、33
‑
挡块、41
‑
电磁铁、51
‑
橡胶限位头、52
‑
螺纹杆身。
具体实施方式
22.为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。
23.一种汽车注塑件的料头裁切装置,如图1和图2所示,包括工作平台1、剪裁机构、快速定位机构。工作平台1安装在机架上。工作平台1为磁性材料制成,工作平台1还包括铰接的若干块可向下折叠的磁性材料制成的工作板12,根据需要剪切的注塑件的大小调整使用的工作平台1大小。快速定位机构包括用于与料头对接的锥桶状定位器3,锥桶状定位器3通过支杆31安装在工作平台1的一侧;还包括设置在工作平台1或工作板12上的若干个限位块4,注塑件受快速定位机构定位后,其料头刚好能被旋转刀体21完全切除。限位块4底部安装有可拆卸安装在工作平台1上的电磁铁41。如图3所示,剪裁机构包括电机2和安装在电机2输出轴的旋转刀体21。剪裁机构还包括:安装在工作平台1底面的剪裁导轨22,剪裁导轨22上安装有第三滑块,电机2固定安装在第三滑块上,剪裁导轨22与电机2之间安装有驱动电机2沿剪裁导轨22运动的动力装置23,动力装置23为电动推杆。
24.如图4所示,工作平台1的一侧设置有t形槽的竖直导轨6,t形槽中安装有螺栓,螺栓安装穿过水平导轨7上开设的通孔后通过螺母固定。水平导轨7上安装有第一滑块8,第一滑块8为c字形,第一滑块8上开有螺纹孔,螺纹孔中安装螺栓,螺栓拧紧时与水平导轨7进行挤压来固定第一滑块8在水平导轨7上的位置。第一滑块8上部设置有凸起,凸起上开有安装支杆31的通孔,支杆31上设置有螺纹,支杆31通过两个螺母可拆卸安装在第一滑块8上。限位杆5包括橡胶限位头51和螺纹杆身52,水平导轨7上还安装有与第一滑块8相同的第二滑
块9,螺纹杆身52通过螺母安装在第二滑块9上。
25.如图5所示,锥桶状定位器3铰接在支杆31上,能够绕铰接点旋转;锥桶状定位器3开口端远离支杆31,锥桶状定位器3另一端尾部安装有使锥桶状定位器3保持水平的配重块32。如图6所示支杆31上安装有防止锥桶状定位器3开口端向上翘起的挡块33。
26.本实施例的使用过程:
27.在使用本实施例提供的一种汽车注塑件的料头裁切装置前,将快速定位机构位置调整成适应需要裁切的注塑件的位置,具体步骤为:首先安装需要剪切的注塑件的尺寸大小将工作平台1铰接的磁性工作板12展开或收起,以方便后续操作。再通过调整快速定位机构的锥桶状定位器3、限位杆5以及限位块4的位置,使注塑件受快速定位机构定位后,其料头刚好能被旋转刀体21完全切除。具体的调整方法是:将注塑件放置到工作平台1上,将其料头的切割线对准剪裁机构的旋转刀体21的切割面;拧松水平导轨7上的螺栓调整水平导轨7在竖直导轨6上的高度,高度对准注塑件料头后将水平导轨7上的螺栓拧紧进行固定;再调整水平导轨7上安装锥桶状定位器3的第一滑块8水平位置,使锥桶状定位器3能够与料头进行对接;然后调整锥桶状定位器3支杆31的螺母来调整锥桶状定位器3与第一滑块8的轴线距离,使料头刚好能够进入到锥桶状定位器3中;调整第二滑块9的水平位置以及限位杆5的螺纹杆身52与第二滑块9的轴线位置,使限位杆5的橡胶限位头51与注塑件接触,对锥桶状定位器3的限位起到进一步加强的作用;最后通过电磁铁41调整限位块4在工作平台1上的位置,使限位块4在侧面对注塑机进行限位。
28.在使用时先将注塑件放置在工作平台1上,将料头插入到锥桶状定位器3中,再调整注塑件使其侧面与限位块4接触,料头方向与限位杆5的橡胶限位头51接触就能快速对其进行定位,使料头的切割线与剪裁机构的旋转刀体21的切割面快速对齐。启动剪裁机构,电动推杆将电机2与旋转刀体21一同沿剪裁导轨22向上推动,旋转刀体21将料头切下。再切割过程中锥桶状定位器3将料头固定,防止料头偏移、摇晃,使切口更加规整。切割完成后电动推杆将电机2与旋转刀体21一同沿剪裁导轨22向下推动,使旋转刀体21收到工作平台1下方,工人在取走注塑件时更加安全。在注塑件被取走后,料头在锥桶状定位器3中使锥桶状定位器3开口端总重量大于尾部安装的配重块32的重量,锥桶状定位器3绕铰接点旋转,使料头自动落下,无需人工将料头取走,提高了工作效率。锥桶状定位器3底部可以设置回收箱将自动掉落的料头进行回收并在工作平台1上设置开口方便料头落下。
29.最后说明的是,以上优选实施例仅用于说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其做出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。