1.本发明涉及工业废酸处理技术领域,具体涉及一种不溶性有机物的硝化废酸回收工艺。
背景技术:
2.硝化反应广泛应用于医药、农药、染料等化工中间体及产品的生产,常用的硝化方法有硝酸-硫酸混酸硝化。混酸硝化过程中硫酸用量较高,而硝酸用量接近理论值。同时,一般情况下硝化产物在反应温度下为液态,且不溶于废硫酸中,如硝基苯、氟硝基苯、二氟硝基苯。混酸硝化反应完成后,通过分层的方式将硝化产物提取,并产生大量硝化废酸。硝化废酸中主要成分为硫酸、水、少量未反应的硝酸以及少量未分离的硝化产物。为了降低生产成本以及硝化废酸对环境的污染,需要对硝化废酸回收提纯进行循环利用。
3.专利cn108658051公开了一种硝化废酸的回收方法,该专利在负压条件下采用逐级蒸馏的方式逐步提高硫酸浓度,直至硫酸浓度达到93%以上。各级蒸馏装置负压状况及蒸馏温度均不同,随着硫酸浓度的提升,负压逐步降低、蒸发温度逐步升高。专利cn101489922公开了一种硝化工艺废硫酸的浓缩方法,该工艺首先将硝化废酸通入汽提塔,以降低废酸中有机物含量,然后将纯化后的废酸输送至下游负压脱硝、浓缩塔,首先在脱硝塔塔顶分离得到稀硝酸,塔底得到稀硫酸,然后再对稀硫酸进一步浓缩回用。专利cn102648152公开了最终硝化工艺废硫酸的加工方法,该工艺包括硝酸回收单元、废硫酸汽提单元、硫酸浓缩单元等,在硝酸回收单元采用浓硫酸对硝化废酸进行萃取,塔顶得到浓硝酸蒸汽,塔底为稀硫酸。硝酸回收单元产生的稀硫酸中含有有机物,在稀硫酸汽提单元采用蒸汽汽提的方式降低废硫酸中有机物含量,蒸汽加入量为稀硫酸总质量的10%,且该塔采用负压操作。纯化后的稀硫酸则进入硫酸浓缩单元,在负压条件下进行提浓循环利用。
4.硝酸废酸在回收利用过程主要可以分为:硝酸回收、有机物脱除、硫酸浓缩三部分。分析上述专利可以发现,现有专利在回收硝酸废酸时,往往采用汽提的方式脱除废酸中有机物,以避免精馏或蒸馏过程中有机物结焦引发的危险;此外,还发现现有工艺在硫酸浓缩阶段普遍采用负压操作,这是因为98%硫酸常压下沸点高达330℃左右且具腐蚀性强,浓缩设备选材困难。因通过负压操作,将硫酸浓缩塔釜温度控制塔在220℃左右,最终得到98%硫酸。
5.上述现有技术中对于硝酸废酸的回收工艺主要存在两个问题:一是在采用汽提纯化废酸时,废酸中水含量增加,导致浓缩阶段能耗增加;二是浓缩过程在负压条件下进行,设备尺寸增加,带来了设备投资的增加。
6.为解决上述问题,对于不溶性有机物的回收,需开发研制出一种不溶性有机物的硝化废酸回收工艺。
技术实现要素:
7.本发明的目的在于提供一种新的不溶性有机物的硝化废酸回收工艺,以降低废酸
回收过程中的能耗,同时减少回收过程中设备的投资。
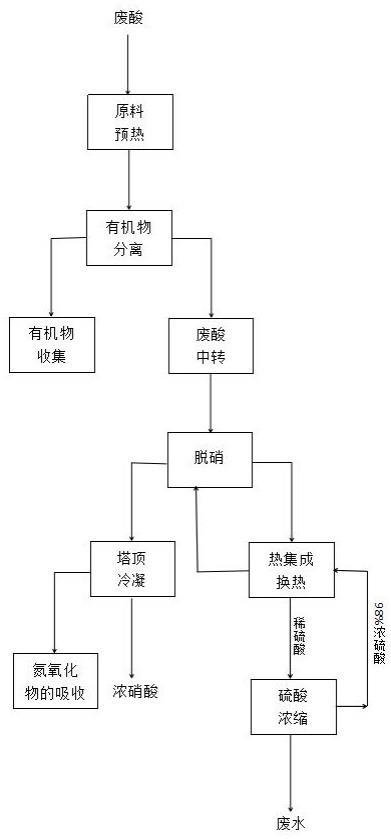
8.为实现上述目的,本发明采用如下技术方案:一种含不溶性有机物的硝化废酸回收工艺,主要包括有机物分离、硝酸回、硫酸浓缩三个步骤;在有机物分离过程中,采用有机物分离相器分离脱除废酸中的有机物,所述有机物分相器为单级使用或者多级联用,其中,有机物分离相器可以为重力分离式分相器、聚结式分相器、离心式分相器、旋流分离式分相器中的一种或几种的组合。
9.在硝酸回收步骤中,采用精馏分离的方法对废酸中硝酸进行回收,其中,塔顶回收的硝酸浓度与废酸组分有关;在硫酸浓缩步骤中,采用电加热式石英精馏塔对稀硫酸进行浓缩,在常压运行条件下浓缩得到98%硫酸,塔顶排出酸性废水,且废水中硫酸含量可通过回流比进行调节。
10.其中,有机分离步骤还包括:原料预热和废酸中转步骤;废酸经过预热后进入有机物分相器,预热温度需高于有机物凝固点,同时不高于100℃,以控制硝酸的受热分解量。预热后的废酸进入分相器进行有机物脱除。
11.此外,废酸在分相器内的停留时间也会影响有机物脱除效率,废酸在分相器内的停留时间为0.1~10小时,优选为0.2~5小时。
12.脱除有机物后的废酸进入硝酸回收塔,硝酸回收塔的塔底为脱硝后的稀硫酸,硝酸回收塔的塔顶物料为硝酸蒸汽。硝酸受热易分解产生氮氧化物,为了控制硝酸分解量,需控制硝酸回收塔的塔底温度不能太高,硝酸回收塔的塔底温度优选为不高于170℃。为了控制硝酸回收塔塔底的温度,需要根据废酸组成对硝酸回收塔操作压力进行调节,运行压力范围为0.1~1atm。硝酸回收塔塔顶硝酸蒸汽进入硝酸蒸汽冷凝器内,硝酸蒸汽冷凝得到硝酸,不凝气主要成分为氮氧化物,去吸收处理。硝酸回收塔选用填料塔,且优选规整填料,以降低塔运行压降,可采用蒸汽、导热油或电加热的方式为硝酸回收塔进行加热。
13.硝酸回收塔塔底稀硫酸在进入硫酸浓缩塔前,通过热集成换热器与硫酸浓缩塔塔底处的高温浓硫酸进行换热,从而实现热集成回收能量,而预热后的稀硫酸进入石英材质的硫酸浓缩塔内。
14.石英硫酸浓缩塔形式为填料塔或板式塔,优选为填料塔。
15.石英硫酸浓缩塔的运行压力为常压,通过电加热的方式为石英硫酸浓缩塔进行加热,石英硫酸浓缩塔塔底运行温度在330℃左右。
16.石英浓缩塔塔顶得到酸性废水,石英浓缩塔塔底得到98%浓硫酸,实现硫酸的循环利用。
17.石英浓缩塔塔顶还可设置回流调节酸性废水ph值,根据厂区污水站对进站废水水质要求调节回流比,回流比调节范围为0~0.5,优选为0~0.2。
18.与现有工艺对比,本发明提供的硝化废酸回收工艺,有如下优点;(1)本发明在分离有机物过程中通过有机物分离相器对有机物进行分离,相对于现有的采用蒸汽纯化方式,硫酸浓缩阶段需蒸发水量较少,因此在回收工艺运行时能耗降低;(2)本发明使用石英制精馏塔对浓缩进行浓缩,石英材质耐腐蚀且膨胀系数极低,能够在常压条件下对硫酸进行浓缩,相对现有负压浓缩而言塔器设备尺寸更小,从而减少了设备投资。
附图说明
19.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
20.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
21.图1为本发明提供的硝化废酸回收工艺流程示意图。
具体实施方式
22.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.以下结合具体实施例对本发明做进一步的说明,以便本领域的技术人员能够更好地理解本发明,但并不因此限制本发明。
24.本发明以下实施例中未注明具体条件的实验过程,均为本领域常规的实验条件。
25.本发明以下实施例中所用原料、试剂或设备除特别说明外,均市售可得。
26.对比例1:一股硝化废酸量总量为1500kg/h,组成为水、h2so4、hno3、有机物,质量分率分别为16%、80%、3%、1%,有机物成分为硝基苯。
27.硝化废酸首先进入硝酸回收塔内,塔底通入压力为3atm的饱和蒸汽,蒸汽加入量为150 kg/h。此时塔顶压力约40kpa,塔底温度为160℃。塔顶得到硝酸蒸汽,且含有较多有机物及氮氧化物。硝酸蒸汽冷凝后得到溶解有氮氧化物的硝酸及分层的液相有机物,此时硝酸浓度为80%左右,硝酸量为56kg,硝酸分解量约1.5%。塔底物料为76%的硫酸,硫酸量约1579 kg/h,有机物含量约220 ppm,满足后续处理对有机物含量的要求。
28.硝酸回收塔得到的76%的硫酸进入硫酸浓缩单元,此时塔顶运行压力为4 kpa,塔底温度控制为230℃。塔顶得到酸性废水,塔底得到浓缩后的98%浓硫酸,回收得到的98%浓硫酸量为1225 kg/h,蒸发废水量为354 kg/h。此时硫酸浓缩塔的加热负荷为450 kw,浓缩塔直径为0.7m。
29.对比例2:一股硝化废酸量总量为1000kg/h,组成为水、h2so4、hno3、有机物,质量分率分别为29%、65%、5%、1%,有机物成分为氟硝基苯。
30.硝化废酸首先进入硝酸回收塔内,塔底通入压力为3atm的饱和蒸汽,蒸汽加入量为150 kg/h。此时塔顶压力约40kpa,塔底温度为160℃。塔顶得到硝酸蒸汽,且含有较多有机物及氮氧化物。硝酸蒸汽冷凝后得到溶解有氮氧化物的硝酸及分层的液相有机物,此时硝酸浓度为40%左右,硝酸量为125 kg,硝酸分解量约1.0 %。塔底物料为64 %的硫酸,硫酸
量约1015 kg/h,有机物含量约220 ppm,满足后续处理对有机物含量的要求。
31.硝酸回收塔得到的64%的硫酸进入硫酸浓缩单元,此时塔顶运行压力为4 kpa,塔底温度控制为230℃。塔顶得到酸性废水,塔底得到浓缩后的98%浓硫酸,回收硫酸量为663 kg/h,废水蒸发量为352 kg/h。硫酸浓缩塔的加热负荷为450 kw,浓缩塔直径为0.7m。
32.实施例1:一股硝化废酸量总量为1500kg/h,组成为水、h2so4、hno3、有机物,质量分率分别为16%、80%、3%、1%,有机物成分为硝基苯。
33.该废酸经过废酸预热器后温度达到60℃,然后进入有机物分相器,分相器采用单级重力分离式分相器,废酸在分相器内停留时间为1.5h。经过分相器后将废酸中有机物含量降低至180 ppm,可避免后续流程中有机物在设备内结焦。
34.纯化后的废酸由废酸中转槽进入硝酸回收塔,脱硝塔操作压力为20 kpa,塔底加热温度为160℃,塔顶气相出料主要成分为hno3,少量有机物、h2o及氮氧化物,塔顶气相出料经冷凝为溶解no2的浓硝酸,未被冷凝的氮氧化物等气体进入吸收塔进行处理。塔顶得到的硝酸质量分数为97%的浓硝酸约45kg/h,且约2%的硝酸受热分解成为氮氧化物。塔底出料为水、h2so4以及极少量有机物,硫酸浓度达到83%左右,硫酸量约1440 kg/h。
35.脱硝后的硫酸与硫酸浓缩塔产生的浓硫酸进行热集成,完成热集成的换热器材质为石英。脱硝后废酸温度提升至200℃左右,然后进入硫酸浓缩塔。硫酸浓缩塔为石英材质,并采用电加热方式,将83%左右的硫酸浓缩为质量分数为98%浓硫酸,塔底温度达到330℃左右。塔底回收的浓硫酸量约为1225 kg/h,废水蒸发量约为220kg/h,不设置回流比,塔顶废水含有少量h2so4呈酸性ph约为3,该酸性废水排入废水站内,以待对其进行进一步处理。此时硫酸浓缩塔的加热负荷为355 kw,浓缩塔直径为0.35m。
36.与对比例1进行对比,本实施例回收的98%浓硫酸量及品质与对比实施例1相同,废水蒸发量为220kg/h,相对于对比例1中废水蒸发量354kg/h减少了38%。本实施例相对于对比例1而言工艺能耗降低20%,设备直径由0.7m缩小至0.35 m。本发明提供的废酸回收工艺能够有效降低能耗、降低设备投资成本。此外,对比例1中回收的硝酸浓度仅为80%,本发明提供的废酸回收新工艺能够得到质量分数为97%的浓硝酸,新工艺回收得到的浓硝酸具有更广泛的使用范围。
37.实施例2:废酸量总量为1500kg/h,组成为水、h2so4、hno3、有机物,质量分率分别为16%、80%、3%、1%,有机物成分为硝基苯。
38.该废酸经过废酸预热器后温度达到70℃,然后进入有机物分相器,分相器采用旋流分离式与重力分离式两级联用,废酸在分相器内停留时间为2.5 h。经过分相器后将废酸中有机物含量降低至350 ppm。脱除有机物后的废酸经过硝酸回收塔及硫酸浓缩塔。
39.硝酸回收塔操作压力为15 kpa,塔底温度为140℃,塔顶得到硝酸蒸汽,含hno3、少量有机物、h2o及氮氧化物,塔顶气相出料经冷凝为溶解no2的浓硝酸,未被冷凝的氮氧化物等气体进入吸收塔进行处理。塔顶得到的硝酸质量分数为97%的浓硝酸约45kg/h,且约1.5%的硝酸受热分解成为氮氧化物。塔底出料为83%硫酸,硫酸量约1440 kg/h。
40.硝酸回收塔产生的硫酸经硫酸浓缩塔产生的高温浓硫酸预热至200℃左右,然后进入硫酸浓缩塔浓缩。硫酸浓缩塔为石英材质,并采用电加热方式,将83%左右的硫酸浓缩
为质量分数为98%的浓硫酸,塔底温度达到330℃左右。塔底回收的浓硫酸量约为1225 kg/h。塔顶出料为水,水量约220kg/h,不设置回流比,塔顶废水含有少量h2so4呈酸性ph约为3,该酸性废水排入废水站内,以待对其进行进一步处理。此时硫酸浓缩塔的加热负荷为355 kw,浓缩塔直径为0.35m。
41.与实施例1对比而言,实施例2调整了分相设备组成及分相停留时间,但同样能够有效将废酸中的有机物进行分离。实施例2中塔设备均与实施例1一致。
42.与对比例1进行对比,本实施例回收的98%硫酸量及品质与对比例1相同,但是本实施例相对于对比例1而言工艺能耗降低20%,设备直径由0.7m缩小至0.35 m。本发明提供的废酸回收工艺能够有效降低能耗、降低设备投资成本。此外,对比例1中回收的硝酸浓度仅为80%,本发明提供的废酸回收新工艺能够得到质量分数为97%的浓硝酸,新工艺回收得到的浓硝酸具有更广泛的使用范围。
43.实施例3:一股硝化废酸量总量为1000kg/h,组成为水、h2so4、hno3、有机物,质量分率分别为29%、65%、5%、1%,有机物成分为氟硝基苯。
44.该废酸经过废酸预热器后温度达到50℃,然后进入有机物分相器,分相器采用离心分离式与重力分离式分相器联用,废酸在分相器内停留时间为4 h。经过分相器后将废酸中有机物含量降低至140 ppm,可避免后续流程中有机物在设备内结焦。
45.纯化后的废酸由废酸中转槽进入硝酸回收塔,硝酸回收塔采用常压操作,塔底加热温度为150℃,塔顶采用气相出料主要成分为hno3,少量有机物、h2o及氮氧化物,塔顶气相出料经冷凝为溶解no2的浓硝酸,未被冷凝的氮氧化物等气体进入吸收塔进行处理。塔顶得到的硝酸质量分数为70%的浓硝酸约70 kg/h,且约1%的硝酸受热分解成为氮氧化物。塔底出料为水、h2so4以及极少量有机物,硫酸浓度达到71%左右,硫酸量约920 kg/h。
46.脱硝后的硫酸与硫酸浓缩塔产生的浓硫酸进行热集成,完成热集成的换热器材质为石英。脱硝后废酸温度提升至170℃左右,然后进入硫酸浓缩塔。硫酸浓缩塔为石英材质,并采用电加热方式,将71%硫酸浓缩为质量分数为98%的浓硫酸,塔底温度达到330℃左右,塔底回收的浓硫酸量约为663 kg/h,废水蒸发量约256 kg/h。此时硫酸浓缩塔的加热负荷为410 kw,浓缩塔直径为0.4 m。
47.与对比例2进行对比,本实施例回收的98%浓硫酸量及品质与对比例2相同均为663kg/h,废水蒸发量为256kg/h,相对于对比例2中废水蒸发量352kg/h减少了27%。本实施例相对于对比例2而言工艺能耗降低9% ,设备直径由0.7m缩小至0.4 m。本发明提供的废酸回收工艺能够有效降低能耗、降低设备投资成本。此外,对比例1中回收的硝酸浓度仅为40%,本发明提供的废酸回收新工艺能够得到质量分数为70%的浓硝酸,新工艺回收得到的浓硝酸具有更广泛的使用范围。
48.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。