1.本技术涉及气泡膜回收的领域,尤其是涉及一种气泡膜边料回收再利用装置。
背景技术:
2.气泡膜是以高压聚乙烯为主要原料,经230度左右高温挤出吸塑成气泡的产品,是一种质地轻、透明性好、无毒、无味的新型塑料包装材料,可对产品起防湿、缓冲、保温等作用。
3.目前,气泡膜通常采用气泡膜机进行生产制造,将塑料颗粒从气泡膜机的进料口放入,气泡膜机将塑料颗粒吹制成塑料薄膜,气泡膜机再对塑料薄膜进行吸塑,从而形成气泡膜并从出料口送出,气泡膜机的出料口处安装有切割刀片对气泡膜两侧的边料进行切割,气泡膜机位于出料口处安装有粉碎机构,气泡膜边料切割后进入粉碎机构内进行粉碎,工作人员再将粉碎后的气泡膜碎料收集并倒入气泡膜机的进料口,从而实现气泡膜边料回收再利用。
4.针对上述中的相关技术,气泡膜边料粉碎后,需要人工将气泡膜碎料搬运至气泡膜机的进料口处,采用人工搬运的方式费时费力且工作效率低,发明人认为存在有气泡膜边料回收再利用费时费力且效率较低的缺陷。
技术实现要素:
5.为了改善气泡膜边料回收再利用费时费力且效率较低的问题,本技术提供一种气泡膜边料回收再利用装置。
6.本技术提供的一种气泡膜边料回收再利用装置采用如下的技术方案:
7.一种气泡膜边料回收再利用装置,包括用于对气泡膜边料进行粉碎的粉碎机构,还包括设置在气泡膜机进料口处用于将气泡膜碎料送入气泡膜机内的进料组件,所述进料组件上设置有进料斗,所述粉碎机构上设置有用于输送气泡膜碎料的送料组件,且所述送料组件与进料斗相连通。
8.通过采用上述技术方案,当气泡膜边料被粉碎机构加工成碎料后,送料组件将粉碎后的碎料输送至进料斗内,进料斗内的碎料进入与之相连通的送料组件内,并由送料组件将碎料从气泡膜机的进料口处输送至气泡膜机内,完成气泡膜边料的回收再利用。如此设置,粉碎机构、送料组件、进料斗和进料组件与气泡膜机形成循环,粉碎后的气泡膜边料无需人工搬运,即可实现自动循环回收再利用,从而使得气泡膜边料回收再利用省时省力且效率更高。
9.优选的,所述送料组件包括吹风件和送料软管,所述吹风件设置在粉碎机构上并与粉碎机构的出料口相连通,所述送料软管设置在吹风件上并与吹风件的出料口相连通,且所述送料软管远离送礼件的一端与进料斗相连通。
10.通过采用上述技术方案,粉碎后的气泡膜边料从粉碎机构的出料口排出并进入吹风件内,由吹风件对碎料进行输送,使得碎料经过送料软管被输送至进料斗内。采用吹风件
使得运输碎料无需人工搬运,更加方便快捷。
11.优选的,所述送料软管的两端均设置有锁紧件,所述锁紧件套设在送料软管上并用于固定送料软管。
12.通过采用上述技术方案,使用锁紧件对送料软管进行固定,使得送料软管与吹风件以及进料斗连接更加稳固,从而提高了吹风件输送碎料的稳定性。
13.优选的,所述进料软管的两端均设置有密封圈,所述锁紧件套设在密封圈上。
14.通过采用上述技术方案,锁紧件对密封圈进行锁紧固定,密封圈增加了送料软管与吹风件以及进料斗之间的密封性,从而进一步提高了吹风件输送碎料的稳定性。
15.优选的,所述进料组件包括进料管、进料转轴和驱动件,所述进料管设置在气泡膜机上并与气泡膜机的进料口相连通,所述进料转轴沿进料管轴线方向转动设置在进料管内,所述进料转轴上设置有进料叶片,所述驱动件设置在进料管上,且所述驱动件的驱动端与进料转轴固定连接。
16.通过采用上述技术方案,进料斗内的碎料由吹风件作用进入进料管内,驱动件带动进料转轴进行转动,进料转轴带动进料叶片进行转动,从而将进料管内的碎料输送至气泡膜机内。如此设置,采用进料叶片对碎料进行输送,从而有利于减少碎料在进料管内堆积导致出现堵塞的情况。
17.优选的,所述进料管倾斜设置,且所述进料管与进料斗连接处的高度高于进料管与气泡膜机连接处的高度。
18.通过采用上述技术方案,进料管切斜设置且进料端高于出料端,从而有利于进料叶片将碎料输送至气泡膜机内。
19.优选的,所述进料管远离气泡膜机进料口的端部设置有出风口。
20.通过采用上述技术方案,吹风件吹气运输碎料,气体经送料软管、进料斗和进料管从出风口处排出,如此使得送料软管和进料斗内的气压保持平衡,从而有利于吹风件运输碎料。
21.优选的,所述进料管可拆卸设置在气泡膜机上,所述进料斗可拆卸设置在进料管上。
22.通过采用上述技术方案,对进料管和进料斗进行拆卸,从而便于对进料管和进料斗进行维护检修。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过采用粉碎机构、送料组件、进料斗和进料组件与气泡膜机形成循环,使得粉碎后的气泡膜边料无需人工搬运,即可实现自动循环回收再利用,从而使气泡膜边料回收再利用省时省力且效率更高;
25.通过采用密封圈,增加了送料软管与吹风件以及进料斗之间的密封性,从而提高了吹风件输送碎料的稳定性;
26.通过采用进料叶片,驱动件带动进料转轴进行转动,进料转轴带动进料叶片进行转动并将碎料输送至气泡膜机内,有利于减少碎料在进料管内堆积导致出现堵塞的情况。
附图说明
27.图1是本技术气泡膜边料回收再利用装置的整体结构示意图;
28.图2是本技术图1中a 处放大示意图;
29.图3是本技术气泡膜边料回收再利用装置为突出展示进料管内部结构的部分结构剖视图。
30.附图标记说明:1、粉碎机构;2、进料组件;21、进料管;22、进料转轴;23、驱动件;3、进料斗;4、送料组件;41、吹风件;42、送料软管;5、锁紧件;6、密封圈;7、进料叶片;8、出风口;9、连接杆;10、连接板;11、连接块;12、连接管。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种气泡膜边料回收再利用装置。
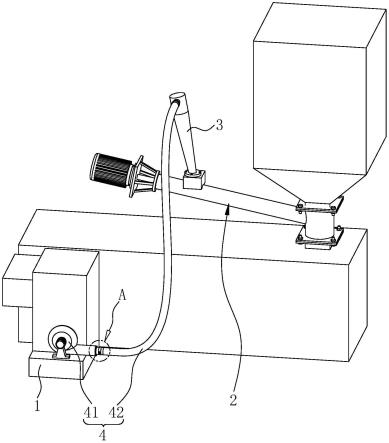
33.参照图1,一种气泡膜边料回收再利用装置包括安装在气泡膜机出料端的粉碎机构1和安装在气泡膜机进料端的进料组件2,粉碎机构1的出料口处安装有送料组件4,进料组件2上安装有与之相连通的进料斗3,且远离进料组件2的一端与送料组件4相连通。本技术中粉碎机构1可选用为塑料粉碎机。送料组件4将粉碎后的碎料输送至进料斗3内,碎料经过进料斗3进入进料组件2内,并由进料组件2将碎料输送至气泡膜机内,粉碎后的气泡膜边料无需人工搬运,即可实现自动循环回收再利用,从而使得气泡膜边料回收再利用省时省力且效率更高。
34.参照图1和2,送料组件4包括吹风件41和送料软管42,本技术中,吹风件41可选用为鼓风机,吹风件41的吹风口位于粉碎机构1的出料口处,且吹风件41的吹风口处固定安装有连接管12,连接管12与粉碎机构1的出料口相连通,送料软管42套设在连接管12远离吹风件41的一端,且送料软管42的另一端套设在进料斗3上并与进料斗3相连通。吹风件41将粉碎机构1粉碎的碎料吹至送料软管42内,送料经过送料软管42进入进料斗3内。
35.送料软管42的两端均固定安装有密封圈6,且两个密封圈6分别套设在连接管12和进料斗3上,密封圈6上套设有锁紧件5,本技术中,锁紧件5可选用为卡箍。通过卡箍对密封圈6进行锁紧固定,使得送料软管42与连通管和进料斗3之间的密封性更好,从而使得吹风件41的送料效果更佳。
36.参照图3,进料组件2包括进料管21、进料转轴22和驱动件23,进料管21的一端通过螺栓与螺母配合可拆卸安装在气泡膜机的进料端,驱动件23安装在进料管21的另一端,进料转轴22固定安装在驱动件23的驱动端并位于进料管21内,进料转轴22上固定安装有进料叶片7。进料管21靠近驱动件23的一端固定连通有连接块11,且进料斗3通过法兰盘可拆卸安装在连接块11上并与连接块11相连通。本技术中驱动件23可选用为伺服电机,进料叶片7可选用为螺旋叶片。进料斗3内的碎料经过连接块11进入进料管21内,驱动件23带动进料转轴22进行转动,进料转轴22带动进料叶片7进行转动,从而将进料管21内的碎料输送至气泡膜机内,采用进料叶片7有利于避免进料管21内碎料堆积导致堵塞。
37.进料管21倾斜安装在气泡膜机上,且进料管21靠近气泡膜机一端的高度低于远离气泡膜机一端的高度,如此有利于进料叶片7将碎料输送至气泡膜机内。进料管21的两端呈敞口,一端与气泡膜机的进料口相连通,另一端与外部空气相连通,进料管21远离气泡膜机的一端固定安装有四个连接杆9,四个连接杆9远离进料管21的端部固定安装有连接板10,驱动件23固定安装在连接板10远离连接杆9的侧壁上,且连接管12靠近连接杆9一端的敞口
与连接杆9之间形成有出风口8。吹风件41吹气运输碎料,气体经送料软管42、进料斗3和进料管21从出风口8处排出,如此使得送料软管42和进料斗3内的气压保持平衡,从而有利于吹风件41运输碎料。
38.本技术实施例的实施原理为:粉碎机构1将气泡膜边料进行粉碎,粉碎后的碎料由吹风件41进行吹风输送,吹风件41将碎料吹至送料软管42内,并由送料软管42输送至进料斗3内,最后经过进料斗3进入进料管21内,驱动件23带动进料转轴22进行转动,进料转轴22带动进料叶片7进行转动,进料叶片7将进料管21内的碎料输送至气泡膜机的进料口处,如此即可完成气泡膜边料的回收再利用,且粉碎后的气泡膜边料无需人工搬运,即可实现自动循环回收再利用,从而使得气泡膜边料回收再利用省时省力且效率更高。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。