1.本技术涉及模具的技术领域,尤其是涉及一种模具栓式模具结构。
背景技术:
2.模具在工业生产上用于注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,在外力作用下使坯料成为有特定形状和尺寸的蜡模的工具。模具一般包括动模和定模两个部分,二者可分可合,分开时取出产品,合拢时使坯料注入模具型腔成型。
3.根据产品结构设计,部分定模需要对半分为第一下模和第二下模。生产时,通过推动第一下模和第二下模朝相互靠近的方向滑动合拢成定模,再将动模与定模合拢后注入坯料。注料完成后冷却成型,再分离动模和定模,分离第一下模和第二下模,顶针将成型产品顶出,完成生产。
4.针对上述中的相关技术,发明人认为:部分产品注入坯料时需要通过高压进行,则容易导致定模的第一下模与第二下模之间松动而产生缝隙,从而影响产品成型质量,有待改进。
技术实现要素:
5.为了解决模具高压注料时容易导致第一下模和第二下模产生缝隙的问题,本技术提供一种模具栓式模具结构。
6.本技术提供的一种模具栓式模具结构采用如下的技术方案:
7.一种模具栓式模具结构,包括上模座、下模座、设置于上模座上的动模、设置于下模座上的定模,所述定模包括对称滑动于下模座上的第一下模和第二下模,所述动模的相对两侧均设置有模具栓,当所述第一下模与第二下模合拢并与动模合拢时,两个所述模具栓限制第一下模与第二下模相背滑动。
8.通过采用上述技术方案,通过两个模具栓分别抵接于第一下模与第二下模相互背离的一侧,以实现在模具型腔内产生高压时限制第一下模与第二下模发生相背滑动而产生缝隙,从而有效提高产品成型的质量。
9.可选的,所述下模座上设置有供第一下模和第二下模滑动的滑动槽。
10.通过采用上述技术方案,滑动槽的相向槽壁分别与第一下模和第二下模的两侧贴合,对第一下模与第二下模的滑动起到导向和限位作用,便于第一下模与第二下模合拢时相互对齐,有利于提高产品的质量。
11.可选的,所述滑动槽的相向槽壁上均设置有供模具栓嵌入的卡槽。
12.通过采用上述技术方案,模具栓的两端分别嵌入相对应的卡槽内,提高模具栓抵接第一下模或第二下模的稳定性,卡槽的槽壁对相抵接的模具栓起到支撑的作用。
13.可选的,所述下模座上相向设置有两个推动气缸,两个所述推动气缸分别驱动第一下模与第二下模滑动。
14.通过采用上述技术方案,以实现第一下模与第二下模在下模座上的合拢和分离。
15.可选的,两个所述模具栓相向一侧的下端设置有倾斜面,所述第一下模与第二下模相互背离的一侧上端均设置有接触面;当合模时,所述倾斜面与接触面贴合。
16.通过采用上述技术方案,倾斜面对模具栓的下端至接触面内起到导向的作用,当模具栓的下端与接触面抵接时,倾斜面与接触面贴合,起到导向的作用,同时进一步提高模具栓与第一下模或第二下模抵接的稳定性。
17.可选的,所述模具栓于倾斜面处间隔设置有多个凹槽。
18.通过采用上述技术方案,工人使用气枪对第一下模或第二下模进行清理时,会有蜡屑、灰尘附着于接触面,凹槽可减少倾斜面的接触面积,且供蜡屑、灰尘容纳,以减少对合模的影响。
19.可选的,所述倾斜面与卡槽对应的槽壁之间具有间隙。
20.通过采用上述技术方案,便于模具栓的两端插入卡槽内。
21.可选的,两个所述模具栓相背一侧倾斜设置且与卡槽对应的槽壁之间贴合。
22.通过采用上述技术方案,模具栓与卡槽的槽壁抵接,以限制模具栓被第一下模或第二下模抵接而发生滑移。
23.可选的,所述接触面下侧设置有凸台,所述卡槽上端开口设置有倒角。
24.通过采用上述技术方案,倒角对模具栓的两端插入卡槽起到导向的作用,模具栓的下端与凸台抵接,以限制模具栓向下滑移。
25.可选的,所述第一下模和第二下模的相对两侧均设置有导向块,所述滑动槽槽壁连接有供导向块卡入并滑移的导向槽。
26.通过采用上述技术方案,导向块与导向槽的滑动配合对第一下模和第二下模的运动起到导向和限位的作用。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.通过两个模具栓分别抵接于第一下模与第二下模相互背离的一侧,以实现在模具型腔内产生高压时限制第一下模与第二下模发生相背滑动而产生缝隙,从而有效提高产品成型的质量。
附图说明
29.图1是本技术实施例的整体结构示意图;
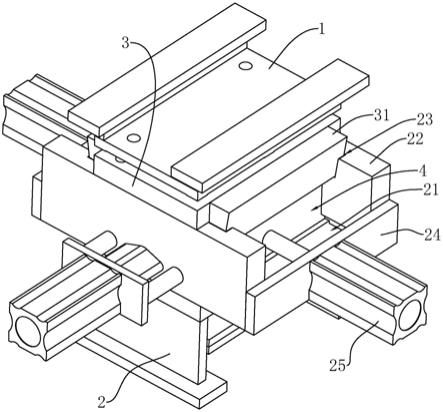
30.图2是本技术实施例的爆炸示意图;
31.图3是本技术实施例的上模座的结构示意图;
32.图4是本技术实施例的定模与挡板的结构示意。
33.附图标记说明:1、上模座;2、下模座;21、滑动槽;22、挡板;23、卡槽;24、支撑板;25、推动气缸;26、倒角;27、导向槽;3、动模;31、模具栓;311、倾斜面;312、凹槽;4、定模;41、第一下模;411、接触面;412、凸台;413、导向块;42、第二下模。
具体实施方式
34.以下结合附图1-4对本技术作进一步详细说明。
35.本技术实施例公开了一种模具栓式模具结构。
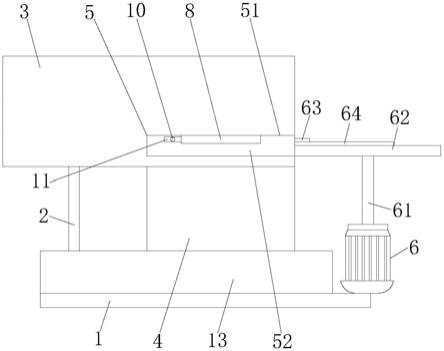
36.参照图1和图2,一种模具栓式模具结构,包括下模座2、位于下模座2上方的上模座1、连接于上模座1的下端的动模3、连接于下模座2的上端的定模4。定模4包括对称滑动连接于下模座2的上端的第一下模41和第二下模42,动模3的相向两侧均固定连接有模具栓31,具体地,模具栓31与动模3之间可通过螺栓固定连接,可通过焊接固定连接,或其余常用固定方式。当第一下模41与第二下模42合拢并与动模3合拢时,两个模具栓31分别抵接于第一下模41与第二下模42相互背离的一侧。
37.参照图2、图3和图4,下模座2的上端对称固定连接有两个挡板22,两个挡板22与下模座2的上端围合成供第一下模41与第二下模42滑动的滑动槽21。滑动槽21的相向槽壁的上端均开设有卡槽23,模具栓31的两端均可卡入相对应的卡槽23内。
38.参照图2、图3和图4,第一下模41和第二下模42的下端的相对两侧壁上均一体成型有导向块413,两个挡板22相向的侧壁上均开设有供对应的导向块413卡入并滑移的导向槽27,使得第一下模41和第二下模42仅能沿相向或相背的方向活动,滑动更为稳定。
39.参照图2、图3和图4,两个挡板22之间对称固定连接有两个支撑板24,两个支撑板24分别位于挡板22的两端。支撑板24远离挡板22的一侧固定连接有推动气缸25,推动气缸25的活塞杆贯穿支撑板24且与第一下模41或第二下模42的一侧固定连接。
40.参照图2、图3和图4,两个模具栓31的下端相向的侧壁均开设有倾斜面311,相对两个倾斜面311的水平间距由上至下逐渐增大,第一下模41的上端与第二下模42的上端相互背离的一侧均开设有接触面411,当合模时,倾斜面311与接触面411贴合。模具栓31于倾斜面311处间隔开设有两个凹槽312,凹槽312数量可根据实际模具栓31的大小而定,还可以为三个、四个或更多。凹槽312截面为方形且下端延伸至模具栓31下端面。模具栓31的两端分别插入对应的卡槽23时,倾斜面311与卡槽23对应的槽壁之间具有间隙,两个模具栓31相背一侧倾斜设置且与卡槽23对应的槽壁之间贴合,两个模具栓31相背一侧面的水平间距由上至下逐渐减小。第一下模41和第二下模42于接触面下侧形成有凸台412,卡槽23的上端开口处开设有倒角26。
41.本技术适用范围广泛,可应用于各种需要高压注料的场景,如蜡模生产。低温蜡注料采用气压,压力较小,不容易产生缝隙;但中温蜡注料采用液压,压力较大,容易产生缝隙,导致蜡件存在毛刺,需要手工修整蜡件,人工成本高。采用本技术实施例提供的模具结构能够有效防止该问题发生,使得第一下模41和第二下模42被模具栓31有效夹紧,不容易产生缝隙,进而提高蜡件的生产质量和成品率。
42.本技术实施例一种模具栓式模具结构的实施原理为:
43.进行注料时,通过两个推动气缸25分别带动第一下模41和第二下模42滑动,使第一下模41与第二下模42合拢。再通过机器设备上的驱动气缸带动上模座1朝下模座2运动,模具栓31的两端分别插入对应的卡槽23内,模具栓31的倾斜面311与第一下模41或第二下模42的接触面411贴合,且模具栓31的下端与凸台412抵接,动模3与定模4相合拢,最后注入坯料。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。