1.本实用新型属于太阳能电池片制备技术领域,尤其是涉及一种叠瓦电池制备用辅助装置。
背景技术:
2.电池片在切割和印刷过程中,容易晃动,导致切割深度不一致,致使后续分片时分片率较低,同时还有会出现电池片隐裂或粘胶不合格的技术问题。
技术实现要素:
3.本实用新型提供一种叠瓦电池制备用辅助装置,主要用于在分割和印刷工序中对电池片的固定,解决了现有技术中由于电池片分片率较低的技术问题。
4.为解决至少一个上述技术问题,本实用新型采用的技术方案是:
5.一种叠瓦电池制备用辅助装置,包括若干独立设置的治具,所述治具具有放置电池片的容腔,所述治具能够在所述电池片依次在激光切割和印刷导电胶时使所述电池片能够在传输皮带上稳定放置。
6.进一步的,在所述容腔内沿其长度轴线上对称分布有若干通孔,所述通孔可使所述治具和所述电池片被真空吸附在所述皮带上。
7.进一步的,所述容腔中至少设有三组所述通孔,且每组至少包括2个所述通孔;
8.其中两组所述通孔分别靠近所述治具的长度两端设置。
9.进一步的,所述通孔结构为圆形或多边形,且所有所述通孔均为同一种结构。
10.进一步的,所述通孔的内切圆直径为0.5-5mm。
11.进一步的,所述治具还包括用于阻挡放置于所述容腔内的所述电池片偏移的挡条,所述挡条均对称设置在所述治具的两端部;且所述挡条高度为 2-20mm。
12.进一步的,在所述治具的宽度方向还设有挡垫,所述挡垫垂直于所述挡条设置并位于所述治具的宽度边缘设置。
13.进一步的,所述挡垫的最高位置与所述挡条相同,并在所述挡垫上还设有若干弧形凹槽,所述凹槽沿所述挡垫的长度方向上均匀设置。
14.进一步的,所述治具的长度为500-5000mm,宽度为500-1000mm。
15.进一步的,在所述治具底部的四个直角处设有四个磁力扣,与置于所述皮带上的磁力条相配合。
16.采用本实用新型设计的一种叠瓦电池制备用辅助装置,重新设计一种辅助装置,使电池片能稳定地放置在皮带上,并使电池片能平稳地被激光切割,从而保证切割深度足以使电池片在分片时容易分离,还可便于印刷导电胶,易于分片,提高制程效率,降低分片不良率。
附图说明
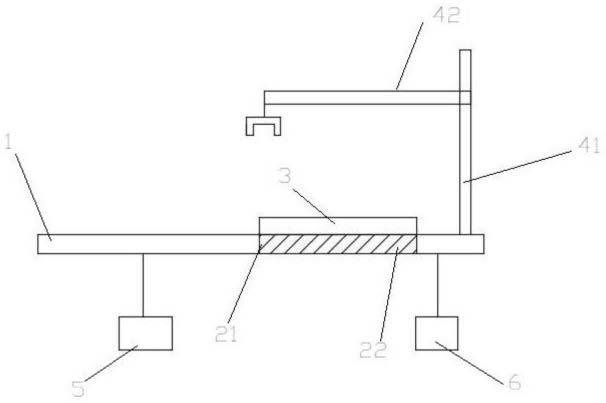
17.图1是本实用新型一实施例的辅助装置的结构示意图;
18.图2是本实用新型一实施例的辅助装置的侧视图;
19.图3是本实用新型另一实施例的辅助装置的侧视图;
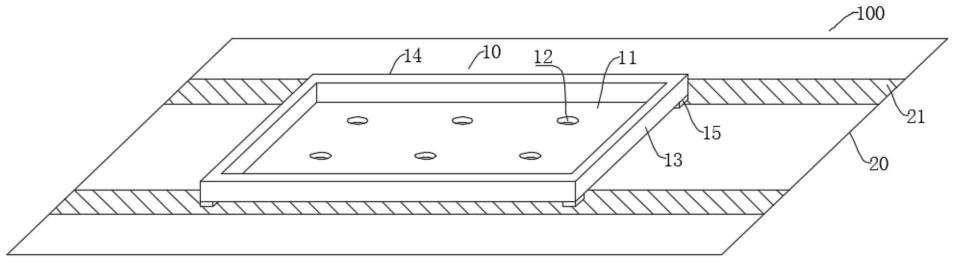
20.图4是本实用新型一实施例的治具的仰视图。
21.图中:
22.10、治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、容腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、通孔
23.13、挡条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14、挡垫
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15、磁力扣
24.20、皮带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、磁力条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100、辅助装置
具体实施方式
25.下面结合附图和具体实施例对本实用新型进行详细说明。
26.本实施例提出一种叠瓦电池制备用辅助装置100,如图1所示,包括若干独立设置的治具10,治具10中具有放置电池片的容腔11,治具10与传输皮带20可拆卸连接设置,且其能够在电池片依次在激光切割和印刷导电胶工序时使电池片能够稳定地放置在传输皮带20上,以保证激光切割深度和宽度的精准度以及印刷位置的准确性,从而为后续提高分片成品率奠定基础;且在激光切割时,不管何种厚度的电池片,都使其切割深度超过电池片厚度的50%以上,治具10的托管设置可使激光切割不会因为击穿电池片的厚度而影响到皮带20的质量。
27.具体地,在实际加工过程中,电池片的规格有多种,相应地,容腔11 的大小需适应各种型号的电池片,故,容腔11的结构与电池片的外型相适配,且容腔11与治具10的整体结构相同,即若容腔11是正方形时,相应地,治具10是正方体;若容腔11是长方形时,相应地治具10就是长方体。在本实施例中,治具10的长度为500-5000mm,宽度为500-1000mm,其厚度为5-20mm。
28.其中,容腔11内沿其长度轴线上对称分布有若干通孔12,通孔12可使治具10和电池片被真空吸附在皮带20上。在容腔11中,至少设有三组通孔12,且每组至少包括2个通孔12;并至少其中两组通孔12分别靠近治具 10的长度两端设置,另外一组居于治具10的中间位置设置。在本实施例中,设有三组通孔12,每一组有2个通孔12。
29.进一步的,所有通孔12的结构可以为圆形,也可以为多边形,只要能够作为吸附孔将治具10和电池片吸附到皮带20上即可。且每一个治具10 中的所有通孔12均为同一种结构,且所有通孔12的内切圆直径为0.5-5mm;当通孔12为圆形时,其内切圆就是其本身。
30.其中一个实施例中,如图2所示,在治具10的长度两端设有用于阻挡放置于容腔11内的电池片偏移的挡条13,且挡条13的高度为2-20mm。相应地,在治具10的宽度方向还设有挡垫14,挡垫14垂直于挡条13设置并位于治具10的宽度边缘设置;进而挡条13和挡垫14共同在治具10的底部上围成容腔11;所有挡条13和挡垫14的高度相同。
31.其中另一个实施例中,如图3所示,挡垫14的最高位置与挡条13相同,并在挡垫14上还设有若干弧形凹槽,凹槽沿挡垫14的长度方向上均匀设置。凹槽的设置有利于机械手将电池片放置在治具10中的容腔11中,主要用于与机械手配合。
32.如图4所示,在治具10的底部的四个直角处设有四个磁力扣15,主要是与置于皮带
20上的磁力条21相配合。
33.工作时,先用机械手将治具依次沿皮带20的长度方向间隔设置,并使磁力条21与磁力条21相配合,且使治具10的长度沿皮带20的长度方向设置;再控制电池片依次放置在容腔11中,并使每个容腔11配置一个电池片。激光切割时,治具10中的磁力片15与磁力条21吸附配合,同时,真空空气通过通孔12吸附电池片放置在容腔11中,进一步提高电池片放置的稳定性。激光切割的深度即使穿透电池片的厚度,也不会影响到皮带20的传输稳定性的性能,亦会通过治具10的设置可以缓冲电池片受切割的冲力,降低因晃动而引起的隐裂;同时在印刷导电胶时,控制载有电池片的治具10 一同通过皮带20进入印刷室内,同样可进一步稳定电池片放置的稳定性,保证印刷导电胶的精度位置,从而可进一步的提高电池片的印刷质量,进而为后续分片奠定基础。
34.采用本实用新型设计的一种叠瓦电池制备用辅助装置,重新设计一种辅助装置,使电池片能稳定地放置在皮带上,并使电池片能平稳地被激光切割,从而保证切割深度足以使电池片在分片时容易分离,还可便于印刷导电胶,易于分片,提高制程效率,降低分片不良率。
35.以上对本实用新型的实施例进行了详细说明,所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。