1.本技术涉及焊管加工的技术领域,尤其是涉及一种焊管成型辊组。
背景技术:
2.目前,焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,带钢通过预弯成型形成钢管的毛胚,此模具为钢管焊接前一道工序。钢管焊接时需要高频焊机、带钢、阻抗器配合工作,通过加大焊机电流将带钢边缘熔化,然后通过焊接工序进行挤压焊接。
3.公开号为cn111390440a的中国专利公开了一种直缝焊管生产线用焊缝导向辊,包括导向辊、辊轴和轴承座,辊轴设置在轴承座上,导向辊设置在辊轴上,导向辊的辊面居中一体设置有凸台;加工焊管时,导向辊转动带动焊管滑移,导向辊上的凸台卡接在焊管的焊缝内,可在合缝焊接前修正焊缝的居中方位和偏转角。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题,导向辊装置采用独立结构,当加工不同规格的焊管时,调整更换规格麻烦,时间较长,导致工作效率下降。
技术实现要素:
5.为了提高工作效率,本技术提供一种焊管成型辊组。
6.本技术提供的一种焊管成型辊组,采用如下的技术方案:
7.一种焊管成型辊组,包括套设在第一转动轴上的第一导向辊,所述第一导向辊包括两个转动辊,两个所述转动辊对称套设在所述第一转动轴上,两个所述转动辊通过连接组件连接;两个所述转动辊之间设置两个用于对焊管焊缝进行导向的导向环,两个所述导向环相互远离的一侧分别与两个所述转动辊相互靠近的两侧抵触,两个所述转动辊之间的分缝线为对称轴开设有弧形辊面,所述弧形辊面与焊管的外侧壁抵触,两个所述导向环相互远离的一侧与焊管焊缝的两侧抵触。
8.通过采用上述技术方案,操作人员先将一个转动辊套设在第一转动轴上,然后将两个导向环依次套设在第一转动轴上,然后将另一个转动辊套设在转动辊上,然后用连接组件将两个转动辊连接在一起;焊管弯曲成型后,第一导向辊上的导向环卡接在焊管的焊缝上,第一导向辊转动带动焊管滑移,导向环带动使得焊缝始终位于正上方;当焊管焊缝要求不一样时,将一侧的转动辊拆卸下来,然后更换不同规格导向环,将拆卸下来的转动辊安装在第一转动轴上,调整更换规格简单,便于操作,进而具有提高工作效率的效果。
9.可选的,两个所述导向环相互远离的一侧开设有斜面,所述导向环斜面与焊管的焊缝的侧面抵触。
10.通过采用上述技术方案,导向环的斜面与焊管的焊缝滑移抵触,导向环的斜面使得导向环更好的进入焊管的焊缝中,减少了对焊管的破坏。
11.可选的,所述第一转动轴上设置有绝缘组件,所述绝缘组件与所述第一导向辊连接,所述绝缘组件用于减少电流传递到所述第一转动轴。
12.通过采用上述技术方案,将绝缘组件安装在第一转动轴和第一导向辊之间;设置的绝缘组件能够减少焊接时电流流向第一转动轴,减少了对第一转动轴的损坏,同时绝缘组件能够有效的减少电流的损耗。
13.可选的,所述绝缘组件包括第一绝缘垫板,所述第一绝缘垫板套设在所述第一转动轴上且与所述第一导向辊抵触,所述第一绝缘垫板位于所述第一转动轴与所述第一导向辊之间。
14.通过采用上述技术方案,设置的第一绝缘垫板能够减少电传输至第一转动轴上,减少对第一转动轴的损伤,进而延长了第一转动轴的使用寿命。
15.可选的,所述第一转动轴上设置有阻挡组件,所述阻挡组件与所述第一绝缘垫连接且用于减少所述第一绝缘垫滑动。
16.通过采用上述技术方案,用阻挡组件将第一绝缘垫板限定在第一转动轴和第一导向辊之间,能够减少第一导向辊在转动的过程中,第一绝缘垫板滑动,使得绝缘效果得以保持。
17.可选的,所述阻挡组件包括挡板和锁止螺栓,所述挡板与所述第一转动轴的周侧壁抵触,所述锁止螺栓与穿过所述挡板与所述第一转动轴连接。
18.通过采用上述技术方案,将挡板与第一转动轴贴合,然后将锁止螺栓穿过挡板与第一转动轴连接;设置的阻挡组件结构简单,便于安装,具有提高工作效率的效果。
19.可选的,所述连接组件包括双头螺柱和螺母,所述双头螺柱穿过所述两个转动辊,所述双头螺柱的两端分别位于两个所述转动辊的两侧,所述双头螺柱的两端均螺纹连接有所述螺母,所述螺母与所述转动辊的侧壁抵触。
20.通过采用上述技术方案,将第一导向辊安装完毕后,用双头螺柱依次穿过两个转动辊,然后将两个螺母螺纹连接在双头螺柱的两端,螺母与转动辊的侧壁抵触。
21.可选的,还包括第二导向辊,所述第二导向辊设置在第二转动轴上,所述第二导向辊位于所述第一导向辊的下方,所述第二导向辊上开设有弧形辊面,焊管位于所述第一导向辊和所述第二导向辊之间,且所述第二导向辊的弧形辊面与焊管抵触。
22.通过采用上述技术方案,焊管放置在第二导向辊上,第一导向辊和第二导向辊对焊管进行挤压,第二导向辊减少了焊管的变形。
23.可选的,所述第一导向辊和所述第二导向辊的侧壁上均开设有便于吊装的吊装孔。
24.通过采用上述技术方案,在第一导向辊和第二导向辊安装时,可将吊环安装在吊装孔上,吊装吊耳进行安装;设置的吊装孔便于安装,进而具有提高工作效率的效果。
25.综上所述,本技术包括以下有益技术效果:
26.1.当焊管焊缝要求不一样时,将一侧的转动辊拆卸下来,然后更换不同规格导向环,将拆卸下来的转动辊安装在第一转动轴上,调整更换规格简单,便于操作,进而具有提高工作效率的效果;
27.2.设置的绝缘组件能够减少焊接时电流流向第一转动轴,减少了对第一转动轴的损坏,同时绝缘组件能够有效的减少电流的损耗;
28.3.焊管放置在第二导向辊上,第一导向辊和第二导向辊对焊管进行挤压,第二导向辊减少了焊管的变形。
附图说明
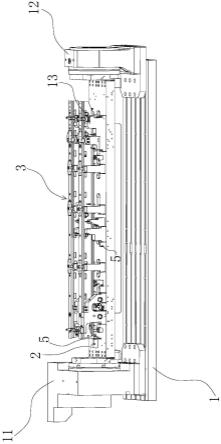
29.图1为本技术实施例中焊管成型辊组的整体剖面示意图;
30.图2为本技术实施例中第一导向辊的剖面示意图;
31.图3为图2中a的放大图。
32.附图标记:100、第一转动轴;200、第二转动轴;300、第一导向辊;310、转动辊;320、导向环;400、连接组件;410、双头螺柱;420、螺母;430、圆垫片;440、弹垫;500、绝缘组件;510、第一绝缘垫板;520、第二绝缘垫板;600、阻挡组件;610、挡板;620、锁止螺栓;700、第二导向辊;800、吊装孔;900、焊管。
具体实施方式
33.以下结合附图1-3对本技术作进一步详细说明。
34.本技术实施例公开一种焊管成型辊组。
35.参考图1,焊管成型辊组,包括套设在第一转动轴100上的第一导向辊300和套设在第二转动轴200上的第二导向辊700,第一导向辊300包括两个转动辊310,两个转动辊310均套设在第一转动轴100上,两个转动辊310通过连接组件400连接,两个转动辊310之间设置有两个与转动辊310抵触的导向环320。
36.操作人员先用连接组件400连接两个转动辊310,然后将焊管900放置在第二导向辊700和第一导向辊300之间,然后用第一转动轴100带动转动辊310转动,转动辊310带动导向环320转动,导向环320卡接在焊缝处,转动辊310和第二导向辊700带动焊管900滑移,导向环320校正焊缝的位置,使焊缝始终位于正上方。
37.参考图1和图2,第一转动轴100的一个侧壁上一体设置有挡块,第一转动轴100上设置有绝缘组件500,绝缘组件500包括两个第二绝缘垫板520,两个第二绝缘垫板520套设在第一转动轴100上,且其中一个第二绝缘垫板520与挡块抵触;第一转动轴100上还套设有第一绝缘垫板510,第一绝缘垫板510位于两个第二绝缘垫板520之间,且第一绝缘垫板510位于第一转动轴100和第一导向辊300之间,且第一绝缘垫板510远离第一转动轴100的侧壁分别与两个转动辊310抵触。
38.参考图1和图2,第一转动轴100上设置有用于减少第一绝缘垫板510滑动的阻挡组件600,阻挡组件600包括挡板610,挡板610的一端与第一转动轴100远离挡块的侧壁抵触,挡板610的另一端与远离挡块的第二绝缘垫板520抵触;挡板610上设置有锁止螺栓620,锁止螺栓620穿过挡板610与第一转动轴100的侧壁螺纹连接,第一转动轴100的侧壁上开设有与锁止螺栓620相对应的沉孔,锁止螺栓620的螺帽沉入沉孔。
39.参考图1和图2,转动辊310的外侧开设有弧形辊面,两个转动辊310的弧形辊面沿两个转动辊310的组合缝中心对称设置;两个转动辊310相互靠近的侧壁上均开设有安装槽,安装槽位于转动辊310远离第一转动轴100的一侧;导向环320部分位于安装槽内,导向环320突出弧形辊面;两个导向环320相互远离的一侧开设有斜面,且导向环320远离第一转动轴100的一端小于导向环320靠近第一转动轴100的一端。
40.参考图2和图3,两个转动辊310与第一转动轴100垂直的侧壁上开设有六个连接孔,六个连接孔沿同一个圆均匀开设;连接组件400包括双头螺柱410,双头螺柱410依次穿过两个转动辊310上的连接孔;双头螺柱410的两端分别套设有圆垫片430,圆垫片430与转
动辊310抵触;双头螺柱410上套设有弹垫440,弹垫440与圆垫片430抵触;双头螺柱410的两端均螺纹连接有螺母420,螺母420与弹垫440抵触。
41.本技术焊管成型辊组的实施原理为:操作人员先将其中一个第二绝缘垫板520套设在第一转动轴100上且与挡块抵触,然后将第一绝缘垫板510套设在第一转动轴100上;然后将其中一个转动辊310套设在第一转动轴100上,然后将其中一个导向环320套设在转动辊310的安装槽内,再然后将另一个导向环320套设在第一转动轴100上,然后将另一个转动辊310套设在第一转动轴100上,推动转动辊310向着另一个转动辊310靠近,直至两个导向环320抵触。
42.操作人员将双头螺柱410依次穿过转动辊310上的连接孔,将圆垫片430和弹垫440一侧套设在双头螺柱410的两端,然后将两个螺母420螺纹连接在双头螺柱410的两端,螺母420将抵紧弹垫440。
43.操作人员将另一个第二绝缘垫板520套设在转动轴上,然后将挡板610取出,将挡板610抵触在第一转动轴100上,然后用锁止螺栓620将挡板610固定在第一转动轴100上。
44.操作人员将第二导向辊700安装在第二转动轴200上,然后将焊管900放置在第二导向辊700与第二导向辊700之间,然后用第一转动轴100带动第一导向辊300转动,用第二转动轴200带动第二导向辊700转动,第一导向辊300和第二导向辊700共同带动焊管900滑移,第一导向辊300上的导向环320将焊管900的焊缝进行纠正,使焊缝始终位于正上方,便于后续焊接。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。