1.本实用新型涉及焊接设备技术领域,特别是一种用于定位高压燃油分配管组件的激光焊装配夹具。
背景技术:
2.现有汽车配件中,需要对各种长度不同的分配管进行焊接,形成分配管组合配件,如附图1所示。分配管一a1与分配管二a2之间通过支架座a3连接,使用焊接方式进行,其焊接顺序一般为先将四个支架座a3 与四个分配管二a2分别进行焊接(步骤一),形成如图3所示的组合件,再将完成焊接的四个组合件与分配管一a1进行焊接(步骤二),最终得到附图1所示的组合配件。
3.在上述步骤二的过程中,需要使用焊接夹具对分配管一a1、分配管二a2与支架座a3进行固定,之后再使用焊接设备进行定点焊接。在该步骤中,由于现有焊接夹具中用于固定分配管一a1左右两端部的定位块是被固定住的,不可活动的,这样导致现有的焊接夹具只能适用于固定长度的分配管一a1,操作不够灵活。
技术实现要素:
4.(一)解决的技术问题
5.本实用新型的目的在于提供一种用于定位高压燃油分配管组件的激光焊装配夹具,解决现有技术中焊接夹具无法对不同长度分配管的两个端部进行定位的技术问题。本实用新型,结构简单,成本更低。
6.(二)技术方案
7.为了实现上述目的,本实用新型采用了如下技术方案:
8.一种用于定位高压燃油分配管组件的激光焊装配夹具,包括底座、位于所述底座上端的前气缸组件和后气缸组件;所述前气缸组件与后气缸组件之间还设有分配管支撑块和支架座支撑块;所述分配管支撑块的两侧分别设有端部限位块和端部限位组件;
9.所述端部限位组件包括固定于底座上方的固定块一、连接于固定块一上的侧压气缸、连接于侧压气缸活塞杆前端并朝端部限位块方向延伸的端部定位销;所述端部限位块、分配管支撑块和端部定位销处于同一直线上;
10.所述前气缸组件包括若干气缸一和与气缸一的活塞杆连接的连接件一,所述连接件一上设有若干侧压杆;所述连接件一的下方还设有引导连接件一移动的导向块一;
11.所述后气缸组件包括若干气缸二,所述气缸二上连接有可活动的定位杆一和定位杆二,所述定位杆一朝侧压杆方向延伸,所述定位杆二朝支架座支撑块方向延伸。
12.进一步地,所述分配管支撑块上设有定位凹槽。
13.进一步地,所述定位凹槽呈v形。
14.进一步地,所述定位杆二的前端还设有内凹卡槽。
15.进一步地,还包括顶压组件,所述顶压组件包括固定块二,顶压块和顶升气缸二;
所述顶压块与固定块二可活动连接,顶压块的一端与顶升气缸二的活塞杆铰接,所述顶升气缸二带动顶压块的一端上下活动。
16.进一步地,所述定位杆一的活动方向上,还设有导向块二;所述导向块二上设有两端贯通的导向孔。
17.进一步地,所述定位杆一与所述侧压杆之间还设有顶块,所述顶块的下方设有顶升气缸一,所述顶块在所述顶升气缸一的带动下上下运动。
18.进一步地,所述支架座支撑块的下端与顶升气缸一的活塞杆连接,在所述顶升气缸一的带动下上下活动;且所述支架座支撑块与底座之间设有弹性部件。
19.进一步地,所述气缸一的一侧还设有固定块三,所述固定块三上连接有气缸三,所述气缸三的活塞杆朝斜下方延伸。
20.进一步地,所述气缸二为四个,所述气缸一为两个,每个气缸一上连接有一个连接件一,所述的连接件一上设有两个侧压杆。
21.(三)有益效果
22.与现有技术相比,本实用新型提供一种用于定位高压燃油分配管组件的激光焊装配夹具,具备以下有益效果:本实用新型中端部限位块、分配管支撑块和端部定位销处于同一直线上。端部限位块和端部定位销从两端分别对分配管的两个端部进行定位,由于端部定位销连接于侧压气缸的活塞杆前端并朝端部限位块方向延伸,在侧压气缸活塞杆的推动下,端部定位销可朝端部限位块方向来回移动并顶推。当分配管被放置在分配管支撑块上端后位于端部限位块和端部定位销之间,端部定位销朝端部限位块方向推压,将分配管紧紧固定于端部限位块和端部定位销之间;当焊接完成后,端部定位销朝反方向移动,此时可轻松将置于端部限位块和端部定位销之间的分配管取下。
23.同时,由于端部定位销可沿着端部限位块方向来回移动,是可活动的,则端部限位块与端部定位销前端的直线距离是可变化的,可适用于对不同长度分配管的两个端部进行定位,即每次在端部限位块与端部定位销之间放置的分配管的长度可以不一样,更加灵活;且,由于端部定位销在侧压气缸的作用下,将向分配管侧端施加一个推压作用力,在焊接过程中,可与端部限位块共同更好地对分配管两端进行定位,定位效果也将更好。
附图说明
24.图1是现有设计中焊接完成的分配管组合配件的结构示意图。
25.图2是图1中分配管一的结构示意图。
26.图3是图1中分配管二和支架座的组合件的结构示意图。
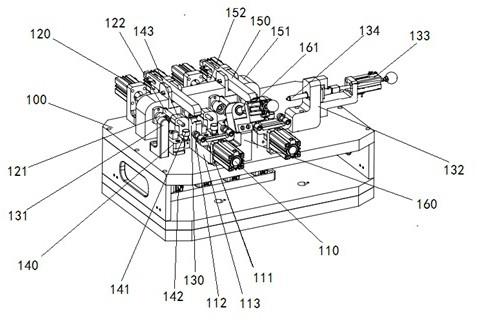
27.图4是本实用新型中激光焊装配夹具的结构示意图一。
28.图5是本实用新型中激光焊装配夹具的结构示意图二。
29.图中:
30.a1-分配管一、a2-分配管二、a3-支架座、a31-焊接点、a32-焊接点;
31.100-底座、110-气缸一、111-连接件一、112-侧压杆、113-导向块一、120-气缸二、121-定位杆二、122-定位杆一、130-分配管支撑块、131-端部限位块、132-固定块一、133-侧压气缸、134-端部定位销、140-支架座支撑块、141-顶块、142-顶升气缸一、143-导向块二、150-顶压块、151-固定块二、152-顶升气缸二、160-固定块三、161-气缸三。
具体实施方式
32.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.如图4至图5所示,本实用新型提供一种用于定位高压燃油分配管组件的激光焊装配夹具,包括底座100、位于所述底座100上端的前气缸组件和后气缸组件;
34.所述前气缸组件与后气缸组件之间还设有用于支撑分配管一a1的分配管支撑块130、和用于支撑支架座a3的支架座支撑块140;所述分配管支撑块130的两侧分别设有端部限位块131和端部限位组件;
35.所述端部限位组件包括固定于底座100上方的固定块一132、连接于固定块一132上的侧压气缸133、连接于侧压气缸133活塞杆前端并朝端部限位块131方向延伸的端部定位销134;所述端部限位块131、分配管支撑块130和端部定位销134处于同一直线上;
36.所述前气缸组件包括若干气缸一110和与气缸一110的活塞杆连接的连接件一111,所述连接件一111上设有若干用于压向支架座a3侧面的侧压杆112;所述连接件一111的下方还设有引导连接件一111移动的导向块一113;
37.所述后气缸组件包括若干气缸二120,所述气缸二120上连接有可活动的定位杆一122和定位杆二121,所述定位杆一122朝侧压杆112方向延伸,所述定位杆二121朝支架座支撑块140方向延伸。本实施例中,在定位杆二121的前端还设有内凹卡槽(附图中未显示),该内凹卡槽为圆形凹槽,当定位杆二121朝支架座支撑块140推压后,该内凹卡槽可将分配管二a2的端部卡入其中,更好地锁定分配管二a2的位置。
38.使用时,支架座a3置于支架座支撑块140上方,分配管二a2朝向定位杆二121方向,分配管一a1被置于分配管支撑块130上端且位于支架座a3上方;在气缸二120的带动下,定位杆二121自后向前压向分配管二a2的端部,定位杆一122自后向前压向支架座a3,侧压杆112在侧压气缸133的带动下自前向后压向支架座a3,从而在水平方向上,实现将支架座a3锁定住的目的。同时,分配管一a1水平放置于分配管支撑块130上端,分配管一a1的左端抵住端部限位块131的右侧,端部定位销134在侧压气缸133的带动下朝分配管一a1的右端部推压,从而将分配管一a1紧固于端部限位块131与端部定位销134之间。
39.同时,由于端部定位销134可沿着端部限位块131方向来回移动,是可活动的,则端部限位块131与端部定位销134前端的直线距离是可变化的,可适用于对不同长度分配管的两个端部进行定位,即每次在端部限位块131与端部定位销134之间放置的分配管一a1的长度可以不一样,更加灵活;且,由于端部定位销134在侧压气缸133的作用下,将向分配管一a1的右端施加一个推压作用力,在焊接过程中,可与端部限位块131共同更好地对分配管一a1的两端进行定位,定位效果也将更好。
40.如图4所示,所述分配管支撑块130上设有供分配管一a1卡入的定位凹槽。所述定位凹槽呈v形,当分配管一a1被放置于分配管支撑块130上端后,卡入该定位凹槽内,可更好防止分配管一a1发生位移,固定效果更好。
41.为了更好地对分配管一a1进行定位,本实施例中,还包括顶压组件,所述的顶压组件可以自上而下压向分配管一a1,对分配管一a1进行锁定。本实施例中,顶压组件包括固定
块二151,顶压块150和顶升气缸二152;所述顶压块150与固定块二151之间铰接,为可活动连接;顶压块150的一端与顶升气缸二152的活塞杆铰接,所述顶升气缸二152带动顶压块150的一端上下活动。通过上述结构,在顶升气缸二152带动顶压块150的一端朝上位移过程中,顶压块150的另一端将向下压向分配管一a1的上端,并向分配管一a1施加一个向下的作用力。
42.同时,所述定位杆一122与所述侧压杆112之间还设有顶块141,所述顶块141的下方设有顶升气缸一142。本实施例中,顶升气缸一142的活塞杆与顶块141连接,在顶升气缸一142的带动下顶块141贯穿底座100上下移动,向上顶压时可顶推支架座a3的下端。
43.支架座支撑块140的作用为对支架座a3起支撑作用,位于底座100上端。支架座支撑块140可以固定于底座100上,也可以如本实施例中所设计的,为可活动的设计,即支架座支撑块140的下端与顶升气缸一142的活塞杆或通过连接件与顶升气缸一142的活塞杆连接,在顶升气缸一142的作用下,可以上下移动,可以实现调节支架座支撑块140的高度。同时,本实施例中,在支架座支撑块140的下端与底座100之间还增设了弹性部件,如弹簧,起到一定的缓冲作用。
44.在顶块141和顶压块150的配合下,可以更好地实现对分配管一a1和支架座a3在纵向上的紧固和定位,提高紧固和定位的精准度和效果。
45.为了从多角度对分配管一a1进行定位,本实施例中,还增设了可从斜上方向斜下方顶压的组件,该组件包括固定块三160和气缸三161;所述气缸三161连接于所述固定块三160上位于所述气缸一的一侧,且所述气缸三161的活塞杆朝分配管一a1斜下方延伸。焊接过程中,气缸三161的活塞杆自斜上向斜下方顶压向分配管一a1。
46.本实施例中,前气缸组件中包含了两个气缸一110,每个气缸一110连接有一个连接件一111,每个连接件一111上连接有两个侧压杆112;后气缸组件包括四个气缸二120;并包含了四个顶块141,每个顶块141连接于一个顶升气缸一142上。上述结构下,可对四个支架座a3进行夹紧定位。
47.本实施例中,连接件一111的下端与导向块一113可滑动连接;在气缸一110的推动下,连接杆一111沿着导向块一113朝定位杆一122方向来回移动。
48.本实施例中,导向块二143为块状体,位于定位杆一122的活动方向上,导向块二143上设有两端贯通的孔洞,该孔洞为导向孔,可供定位杆一122贯穿。
49.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
50.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。