1.本实用新型属于车床技术领域,具体涉及的是一种加工非常方便的数控车床。
背景技术:
2.目前传统的齿轮加工车床,其粗加工和精加工分开车床操作,导致加工过程复杂,加工精度不高等缺点。
技术实现要素:
3.针对以上技术存在的不足,本实用新型提供了一种加工非常方便的数控车床。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种数控车床,包括有机架,分别安装在机架上的物料台、加工操作台、取料台及接料盘;其特征在于,所述取料台是由行架、依次设置在行架上的数根直立的支架以及在支架的下端依次安装有气动夹头组成;所述的支架分别在行架上进行上下竖直方向的移动,而行架在所述的机架上进行前后水平移动,行架作前后水平移动时带动支架一起整体水平移动;机架上安装有与加工操作台和支架相对应的车背锥工装和精车镗孔工装。
5.所述的数根支架依次对应设置在物料台的正上侧部位、车背锥工装正上侧部位和精车镗孔工装正上侧部位。
6.所述的加工操作台上设置有刀架,加工操作台为十字滑台。
7.所述的物料台上设置有旋转料盘架,该旋转料盘架上设置有数根气动定位杆,其待加工件半轴齿轮寄行星齿轮依次串接在气动定位杆上。
8.本实用新型的有益效果是:与现有技术相比,本实用新型通过在机架上同时安装两个加工工装,可进行一次性的完成车背端面外圆锥工序和精车镗孔端面外圆工序,两个工序采用两个主轴同时加工;三个气动夹头自动装夹料同时定长工作,加工简单方便,效率高等特点。
附图说明
9.此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分:
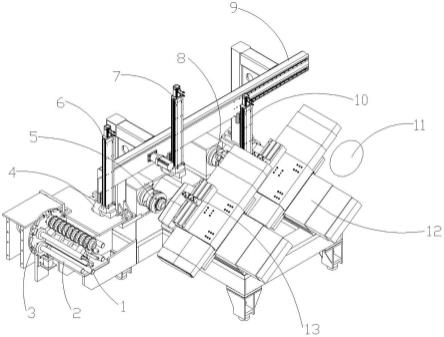
10.图1为本实用新型立体结构示意图。
11.图2为本实用新型的前侧示意图。
12.图中:1、半轴齿轮;2、气动定位杆;3、旋转料盘架;4、气动夹头一;5、车背锥工装;6、支架一;7、支架二;8、精车镗孔工装;9、行架;10、支架三;11、接料盘;12、十字滑台;13、刀架;14、气动夹头二;15、气动夹头三。
13.本说明书中所述的前后移动方向,是与行架的平行方向为准。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
15.请参阅图1-2,一种数控车床,包括有机架,分别安装在机架上的物料台、加工操作台、取料台及接料盘;其中的物料台用于存放进行待加工的半轴齿轮;取料台用于将半轴齿轮进行夹取加工,加工操作台用于对半轴齿轮的车背锥加工、粗车外圆端面及精车外圆端和镗孔等。
16.所述取料台是由行架9、依次设置在行架9上的直立的支架一6、支架二7、支架三10以及在支架一6的下端安装的气动夹头一4;支架二7的下端安装的气动夹头二14;支架三10的下端安装的气动夹头三15组成;所述的支架一6、支架二7、支架三10在行架9上可进行上下竖直方向的移动,而行架9在所述的机架上可进行前后水平移动;机架上安装有与加工操作台相对应的车背锥工装5和精车镗孔工装8。
17.所述的支架一6对应设置在物料台的正上侧部位,完成气动取料工作;支架二7对应设置在车背锥工装5正上侧部位,完成车背锥加工、粗车外圆端面的工作;支架三10对应设置在精车镗孔工装8正上侧部位,完成精车外圆端和镗孔的工作;而安装在行架9上的各个支架在行架9的前后水平移动的带动下,完全各个工序的切换。
18.所述的加工操作台上设置有刀架13,加工操作台为双组构成的十字滑台12。
19.所述的物料台上设置有旋转料盘架3,该旋转料盘架3上设置有数根气动定位杆2,其待加工件半轴齿轮依次串接在气动定位杆2上。
20.本实用新型的具体加工方式为,主要完成两个工序,第一工序车总长,粗长外圆端面、车背锥;第二工序精车外圆端面、镗孔。
21.取料工作粗加工,支架一6下端的气动夹头一4在开口状态,支架一6下降550cm到旋转料盘架3上进行装料,加正向气压向前顶到半轴齿轮,气动夹头一4夹紧半轴齿轮后再加反向气压向后顶到原位;行架9向后移动1000cm行程后移动至车背锥工装5的部位,加正向气压向前顶到车背锥工装5的部位处,车背锥工装拉紧半轴齿轮,气动夹头一4再松开,再加反向气压向后顶到原位,支架一6上升550cm,此时不影响加工的高度,开始加工半轴齿轮,行架9向前1000cm移动到旋转料盘架3的上方;此阶段支架一6与气动夹头一4相互配合完成了从旋转料盘架3上取料和将料自动放置在车背锥工装5的部位处的加工工序过程。
22.支架二7下端的气动夹头二14在开口状态,支架二7下降550cm到车背锥工装5部位,加正向气压向前顶半轴齿轮,气动夹头二14再夹紧半轴齿轮,车背锥工装松开半轴齿轮,再加反向气压向后顶到原位,行架9向后移动1000cm移动到精车镗孔工装8部位,加正向气压向前顶到精车镗孔工装,精车镗孔工装爪子抓紧齿轮,气动夹头二14再松开,再加反向气压向后顶到原位,支架二7上升到550cm,不影响加工的高度,开始加工半轴齿轮,行架9向前1000cm移动到车背锥工装的上方。此阶段支架二7与气动夹头二14相互配合完成了从车背锥工装部位取工件和将工件自动放置在精车镗孔工装8部位处的加工工序过程。
23.支架三10下端的气动夹头三15在开口状态,支架三10下降到550cm到精车镗孔工装8装夹,加正向气压向前顶到半轴齿轮,再夹紧半轴齿轮,精车镗孔工装爪子松开齿轮,再加反向气压向后顶到原位,行架9向后1000cm移动到接料盘11,加正向气压向前顶到接料盘工装,气动夹头三15再松开,再加反向气压向后顶到原位,半轴齿轮掉入到接料盘11内,支架三10上升550cm,不影响加工的高度,开始加工齿轮,行架9向前1000cm移动到精车镗孔8
工装上方。此阶段支架三10与气动夹头15相互配合完成了从精车镗孔工装8部位取工件和将工件自动送入到接料盘11内的工作过程。
24.本实用新型应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
技术特征:
1.一种数控车床,包括有机架,分别安装在机架上的物料台、加工操作台、取料台及接料盘;其特征在于,所述取料台是由行架、依次设置在行架上的数根直立的支架以及在支架的下端依次安装有气动夹头组成;所述的支架分别在行架上进行上下竖直方向的移动,而行架在所述的机架上进行前后水平移动,行架作前后水平移动时带动支架一起整体水平移动;机架上安装有与加工操作台和支架相对应的车背锥工装和精车镗孔工装。2.根据权利要求1所述的一种数控车床,其特征在于,数根支架依次对应设置在物料台的正上侧部位、车背锥工装正上侧部位和精车镗孔工装正上侧部位。3.根据权利要求1所述的一种数控车床,其特征在于,加工操作台上设置有刀架,加工操作台为十字滑台。4.根据权利要求1所述的一种数控车床,其特征在于,物料台上设置有旋转料盘架,旋转料盘架上设置有数根气动定位杆。
技术总结
一种数控车床包括有机架,分别安装在机架上的物料台、加工操作台、取料台及接料盘;取料台是由行架、依次设置在行架上的数根直立的支架以及在支架的下端依次安装有气动夹头组成;所述的支架分别在行架上进行上下竖直方向的移动,而行架在所述的机架上进行前后水平移动,行架作左右水平移动时带动支架一起整体水平移动;机架上安装有与加工操作台和支架相对应的车背锥工装和精车镗孔工装;本实用新型通过在机架上同时安装两个加工工装,可进行一次性的完成车背端面外圆锥工序和精车镗孔端面外圆工序,两个工序采用两个主轴同时加工;三个气动夹头自动装夹料同时定长工作,加工简单方便,效率高等特点。效率高等特点。效率高等特点。
技术研发人员:蒋永宋
受保护的技术使用者:泉州银艺机械有限公司
技术研发日:2022.02.21
技术公布日:2022/7/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。