1.本实用新型属于焊渣收集设备制造技术领域,具体为一种埋弧焊焊渣自动收集装置及埋弧焊车。
背景技术:
2.在埋弧焊过程中,焊剂由漏斗流出后,均匀地堆敷在装配好的工件上,焊丝由送丝机构经送丝滚轮和导电嘴送入焊接电弧区。焊接电源的两端分别接在导电嘴和工件上。送丝机构、焊剂漏斗及控制盘通常都装在一台小车上以实现焊接电弧的移动。
3.焊接过程是通过操作控制盘上的按钮开关来实现自动控制的。焊接过程中,在工件被焊处覆盖着一层30-50mm厚的粒状焊剂,连续送进的焊丝在焊剂层下与焊件间产生电弧,电弧的热量使焊丝、工件和焊剂熔化,形成金属熔池,使它们与空气隔绝。随着焊机自动向前移动,电弧不断熔化前方的焊件金属、焊丝及焊剂,而熔池后方的边缘开始冷却凝固形成焊缝,液态熔渣随后也冷凝形成坚硬的渣壳。未熔化的焊剂可回收使用,因此,在埋弧焊过后,对焊缝上的焊渣收集及其重要,但是目前没有专门针对埋弧焊的焊渣进行收集的工具。
技术实现要素:
4.本实用新型的目的是针对现有技术的缺点,采用在驱动小车的尾部安装减速电机驱动的齿轮配合连接有负压装置的焊渣过滤收集桶的方式,设计了一种埋弧焊焊渣自动收集装置,能够自动将埋弧焊结束后的焊缝上的焊渣进行收集,解决了目前没有专门的工具针对埋弧焊的焊渣进行收集的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种埋弧焊焊渣自动收集装置,包括驱动小车,所述驱动小车的后端设有减速电机,所述减速电机的输出轴平行于所述驱动小车的轮子的转轴,所述输出轴上同轴设有齿轮,所述齿轮朝向所述驱动小车底面的一侧与所有所述轮子背向所述驱动小车底面的一侧在同一平面内,所述驱动小车上设有第一管道,所述第一管道的轴线在所述齿轮的两个端面之间,所述第一管道的第一端延伸到所述齿轮远离所述驱动小车的一侧,所述第一管道的第一端的开口朝向所述驱动小车的底面,所述第一管道的第二端通过第二管道连通焊渣过滤收集桶,所述焊渣过滤收集桶上远离所述第二管道处通过第三管道连通负压装置。
7.优选的,所述第一管道的内径大于所述齿轮的厚度。
8.优选的,所述驱动小车的后端设有支撑架,所述减速电机设于所述支撑架的一侧,所述支撑架上设有轴线垂直于所述驱动小车的底面的滑槽,所述滑槽内滑动设有滑块,所述输出轴贯穿所述滑块在所述支撑架的另一侧与所述齿轮连接,所述滑槽的顶端与所述滑块的顶端之间通过弹簧连接。
9.优选的,所述焊渣过滤收集桶包括过滤桶和暂存桶,所述过滤桶的下端与所述暂存桶的顶端连通,所述过滤桶与所述第三管道的连接处设有过滤网。
10.优选的,所述第三管道与所述负压装置之间通过真空桶连通,所述真空桶内设有滤芯。
11.优选的,所述负压装置为真空泵。
12.优选的,所述真空泵设于移动架上,所述移动架的底部设有滚轮。
13.一种埋弧焊车,在上述的埋弧焊焊渣自动收集装置的基础上,还包括埋弧焊枪组件,所述弧焊枪组件设于所述驱动小车的前端,且所述埋弧焊枪组件的枪口朝下。
14.与现有技术相比,本实用新型的有益效果是:
15.1、本实用新型采用在驱动小车的尾部安装减速电机驱动的齿轮配合连接有负压装置的焊渣过滤收集桶的方式,设计了一种埋弧焊焊渣自动收集装置,能够自动将埋弧焊结束后的焊缝上的焊渣进行收集,解决了目前没有专门的工具针对埋弧焊的焊渣进行收集的问题。
16.2、本实用新型中,第一管道的内径大于所述齿轮的厚度,这样设置,使得第一管道的开口较大,能够将齿轮搅送的焊渣全部吸走。
17.3、本实用新型通过滑槽、滑块、弹簧的设置,能够使得在工件上的焊缝突然增高时,减速电机与齿轮组成的整体能够进行高度调整(这儿指的高度是齿轮与焊缝之间的距离),从而避免在搅动焊渣的过程中卡住驱动小车继续前行;同样,滑槽的顶端与所述滑块的顶端之间通过弹簧连接能够使得齿轮对焊渣具有一定的压力,避免齿轮转动的过程中没有搅动到焊渣。
18.4、本实用新型通过设置暂存桶能够及时将过滤桶中的焊渣清除,避免过滤桶中的焊渣太多堵住气口从而影响负压装置的作用,过滤网的设置避免焊渣进入到负压装置内。
附图说明
19.图1为本实用新型的结构示意图;
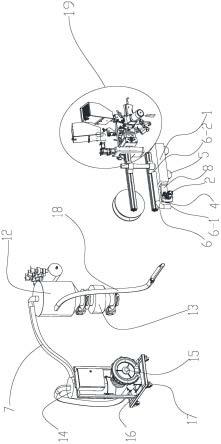
20.图2为本实用新型中展示减速电机与驱动小车的连接关系图;
21.图3为图2右侧的结构示意图。
22.其中,1、驱动小车;2、减速电机;3、输出轴;4、齿轮;5、轮子;6、第一管道;6-1、第一端;6-2、第二端;7、第三管道;8、支撑架;9、滑槽;10、滑块;11、弹簧;12、过滤桶;13、暂存桶;14、真空桶;15、真空泵;16、移动架;17、滚轮;18、第二管道;19、埋弧焊枪组件。
具体实施方式
23.参见图1-3,一种埋弧焊焊渣自动收集装置,包括驱动小车1,所述驱动小车1的后端设有减速电机2,所述减速电机2的输出轴3平行于所述驱动小车1的轮子5的转轴,所述输出轴3上同轴设有齿轮4,所述齿轮4朝向所述驱动小车1底面的一侧与所有所述轮子5背向所述驱动小车1底面的一侧在同一平面内,所述驱动小车1上设有第一管道6,所述第一管道6的轴线在所述齿轮4的两个端面之间,所述第一管道6的第一端延伸到所述齿轮4远离所述驱动小车1的一侧,所述第一管道6的第一端6-1的开口朝向所述驱动小车1的底面,所述第一管道6的第二端6-2通过第二管道18连通焊渣过滤收集桶,所述焊渣过滤收集桶上远离所述第二管道18处通过第三管道18连通负压装置。
24.在本实施方式中,驱动小车1沿着焊缝行走(控制驱动小车沿焊缝行走的方式较
多,都是现有技术可以实现的,例如程序控制,或者沿焊缝安装轨道,使驱动小车1的轮子5在轨道上行走等),然后减速电机2驱动齿轮4转动,将焊缝表面的焊渣搅动,使焊渣离开焊缝,在这个过程中,由于初始状态下,齿轮4朝向所述驱动小车1底面的一侧与所有所述轮子5背向所述驱动小车1底面的一侧在同一平面内,也就是说,驱动小车1的轮子5在被焊接的工件的表面滚动,同样的,齿轮4也在工件的表面滚动,与此同时,驱动小车1上设置的第一管道6的第一端6-1在负压装置的作用下将被齿轮4搅动的焊渣吸入到焊渣过滤收集桶内,焊渣过滤收集桶可以设置在驱动小车1上,也可以另外设置一个移动装置承载着焊渣过滤收集桶的跟着驱动小车行走,解决了目前没有专门的工具针对埋弧焊的焊渣进行收集的问题。
25.作为一种优选的方式,所述第一管道6的内径大于所述齿轮4的厚度,这样设置,使得第一管道6的开口较大,能够将齿轮4搅送的焊渣全部吸走。
26.作为一种优选的方式,所述驱动小车1的后端设有支撑架8,所述减速电机2设于所述支撑架8的一侧,所述支撑架8上设有轴线垂直于所述驱动小车1的底面的滑槽9,所述滑槽9内滑动设有滑块10,所述输出轴3贯穿所述滑块10在所述支撑架8的另一侧与所述齿轮4连接,所述滑槽9的顶端与所述滑块10的顶端之间通过弹簧11连接,滑槽9、滑块10、弹簧11的设置,能够使得在工件上的焊缝突然增高时,减速电机2与齿轮4组成的整体能够进行高度调整(这儿指的高度是齿轮4与焊缝之间的距离),从而避免在搅动焊渣的过程中卡住驱动小车1继续前行;同样,滑槽9的顶端与所述滑块10的顶端之间通过弹簧11连接能够使得齿轮4对焊渣具有一定的压力,避免齿轮4转动的过程中没有搅动到焊渣。
27.作为一种优选的方式,所述焊渣过滤收集桶包括过滤桶12和暂存桶13,所述过滤桶12的下端与所述暂存桶13的顶端连通,所述过滤桶12与所述第三管道7的连接处设有过滤网,通过设置暂存桶13能够及时将过滤桶12中的焊渣清除,避免过滤桶12中的焊渣太多堵住气口从而影响负压装置的作用,过滤网的设置避免焊渣进入到负压装置内。
28.作为一种优选的方式,所述第三管道7与所述负压装置之间通过真空桶14连通,所述真空桶14内设有滤芯,通过设置滤芯,使得对第一管道6内进入的气体再次进行过滤,能够保护负压装置。
29.作为一种优选的方式,所述负压装置为真空泵15。
30.作为一种优选的方式,所述真空泵15设于移动架16上,所述移动架16的底部设有滚轮17,而焊渣过滤收集桶就直接安装在驱动小车1上(图1中将焊渣过滤收集桶从驱动小车1上拆除,使用时再将焊渣过滤收集桶安装在驱动小车1上,同时,将第一管道6的第二端6-2连通第二管道18远离过滤通12的一端),通过设置移动架16,减少驱动小车1的驱动力量,使得真空泵15能够跟随着驱动小车1移动。
31.为了将埋弧焊与焊渣处理集成到一起,可以设置一种埋弧焊车,在上述的埋弧焊焊渣自动收集装置的基础上,还包括埋弧焊枪组件19,所述弧焊枪组件19设于所述驱动小车1的前端,且所述埋弧焊枪组件19的枪口朝下,这样设置之后,能够在埋弧焊完成的同时,焊渣收集也结束,节约时间。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。