1.本发明属于高分子材料技术领域,具体涉及一种强金属粘结力的聚乳酸组合物及其制备方法。
背景技术:
2.随着科学的进步与社会的发展,环境问题和资源短缺越来越受到人们的重视。目前以石油为原料的塑料材料的广泛应用,造成了非常严重的“白色污染”,成为全球问题。降解材料的出现,尤其是降解材料的原材料的可再生性为解决这一问题提供了有效手段。聚乳酸(pla)是目前研究应用相对较多的一种降解材料,它是以可再生资源(如玉米、纤维素等)发酵得到的乳酸为基本原材料制得的一种环境友好的材料。在正常温度和湿度条件下,聚乳酸及其制品物理性能稳定,而在一定的温度、湿度和酶的作用下,聚乳酸可降解为二氧化碳和水,然后再经植物光合作用可以无限往复地进入自然界大循环中。因此,聚乳酸是理想的绿色高分子材料。同时,聚乳酸有良好的生物相容性和力学性能,可以用于医用材料、汽车、电子、家电、办公用品、包装、玩具等领域。目前聚乳酸已在一次性餐具、食品包装材料、地膜、医疗等领域得到了广泛应用,随着对环保的重视,聚乳酸的应用潜能必将进一步释放。
3.金属和聚合物部件的连接与许多工业应用相关,如在医用材料、汽车、电子、家电、办公用品、包装、玩具等领域。现今,通常通过机械连接或粘合来连接金属和聚合物部件。其中,用粘结剂和焊接连接是比较常用的粘合方法。
4.粘合剂连接通常需要较长的固化时间,对环境条件如湿度和温度敏感,且粘合剂层填充了所连接部件之间的间隙,造成了额外的厚度。且随着时间的推移容易发生界面处的破坏,导致脱层,这对于工业应用是不能接受的。us 2003/0135197公开了一种通过使用偶联剂连接用于医疗器械的金属和聚合物表面的方法。所述偶联剂包含至少两套分别具有与有机化合物和无机化合物结合亲和力的官能团。优选的偶联剂具有与聚合材料形成共价键的第一官能团,而第二官能团与金属如不锈钢形成离子键。可在使用或不使用热活化时使用所述偶联剂。然而这种方式仍需用到第三方粘合剂,性能有所限制。
5.焊接方法通常根据采用的加热方式分类,一般可以分为外加热和内加热两大类。外加热的焊接方法有热板焊接、热气焊接、挤出焊接、内植感应焊接和内植阻抗焊接。内加热又可分为电磁加热和机械加热两类。电磁加热的方法有射频焊接、红外焊接、激光焊接以及微波焊接。机械加热方法有振动焊接、旋转焊接和超声焊接。热塑性塑料及复合材料的焊接,就是通过某种加热方式,使聚合物界面处熔融并熔接,从而将焊件连接在一起的加工过程。目前很多研究通过改进焊接方法、焊接参数、制件结构等来达到增强粘结力的效果,也有学者通过在金属件表面涂覆有机物等方式来改善粘结力。
6.2007年,大阪大学的片山圣二(s.katayama)等人首先对以sus304不锈钢和非结晶pa6(聚酰胺6)为材料,采用yag激光器验证了金属与塑料的激光直连可行性,并第一次提出lamp(激光辅助的金属与塑料焊接技术),目前已经证明了多种金属与塑料的焊接是可行
的。例如sus304不锈钢和pet(聚对苯二甲酸乙二醇酯),这二者之间可以产生金属-cr-o-聚合物之间的化学连接,再如镀锌钢片与pan(聚丙烯腈型)\cfrp(碳纤维增强塑料),可以产生合金与塑料之间的接合。
7.xiao wang等采用了钛与pet进行焊接,分析发现形成了ti-c化学键,在研究中采用了较低的焊接功率,并增加了夹紧力。
8.aeherjee等人采用神经元网络方法研究工艺参数(激光功率、扫描速度、离焦量和夹紧力)激光透射焊接热塑性聚合物质量的影响,建立了焊接工艺参数与响应(焊接强度与焊缝宽度)之间的非线性模型。研究结果表明基于神经元网络方法建立的数学模型可以较好地预测实验。
9.专利cn 104349886 a公开了一种连接金属部件1和非液体聚合物部件2的方法。所述方法的第一步是将底漆4附着在所述金属部件1的金属表面3。然后聚合所述底漆4以使所述金属表面3至少部分覆盖有表面固定化的聚合物刷5。然后使具有聚合物刷5的所述金属表面3与所述聚合物部件2的聚合物表面接触,以得到包含所述金属表面3,所述底漆4,所述聚合物刷5和所述聚合物表面的界面。最后通过使用激光焊接加热所述界面直至所述聚合物刷5和部分所述聚合物部件2熔化或软化并混合至使所述金属部件1和所述聚合物部件2在冷却后保持连接的程度。这种方法步骤复杂,需要用到底漆涂覆到金属表面。
10.专利cn85105651公开了具有良好焊接性的导电混合物,这些混合物含有饱合一元羧酸涂渍的、分散在有机聚合物基体中的金属和/或其合金;还公开了制备这些导电混合物的方法。这种方法利用饱和一元羧酸涂渍金属镍从而改善聚合物和金属之间的粘结力。
11.目前聚乳酸与金属焊接的研究鲜有报道,我们通过实验发现,可以通过加热聚乳酸至玻璃化转变温度以上或至熔融状态,通过聚乳酸分子的运动与金属件粘合在一起,然而由于聚乳酸与金属不同的材质和特性,通过焊接的方式连接处强度较低,易脱落。目前还未有研究通过对聚乳酸材料本身性能的改善来提高聚乳酸材料与金属之间的粘结力。本发明制备了一种聚乳酸组合物,能够大大提高聚乳酸与金属材料之间的粘结力,对提升聚乳酸材料的应用前景具有巨大的意义。
技术实现要素:
12.针对以上不足,本发明所要解决的技术问题是提供一种强金属粘结力的聚乳酸组合物及其制备方法,以改善聚乳酸材料与金属材料的粘结力。
13.为解决以上技术问题,本发明采用的技术方案是,
14.一种强金属粘结力的聚乳酸组合物,组分包括聚乳酸树脂、粘结力改性剂、填充增强材料、其他高分子树脂以及加工助剂;其中,按重量百分比计算,所述的各组分具体含量如下:
15.聚乳酸树脂30~99.95%;
16.粘结力改性剂0.05~15%;
17.填充增强材料0~50%;
18.其他高分子树脂0~40%;
19.加工助剂0~10%。
20.所述的各组分相加的重量百分比为100%。
21.进一步的,所述强金属粘结力的聚乳酸组合物,按重量百分比计算,所述的各组分具体含量优选地如下:
22.聚乳酸树脂45~85%;
23.粘结力改性剂0.15~5%;
24.填充增强材料10~40%;
25.其他高分子树脂0~20%;
26.加工助剂0.5~10%。
27.所述的各组分相加的重量百分比为100%。
28.进一步的,所述聚乳酸树脂包括左旋聚乳酸、右旋聚乳酸及立构复合聚乳酸中的一种,重均分子量为10~80万,熔点范围为140~250℃。
29.进一步的,所述聚乳酸更优选地为左旋聚乳酸,重均分子量为10~40万,熔点范围为150~180℃。
30.进一步的,其中所述粘结力改性剂为含碳化二亚胺(-n=c=n-)基团的化合物。
31.进一步的,其中所述粘结力改性剂平均分子量为1000-50000的聚碳化二亚胺。
32.进一步的,所述填充增强材料为碳纤维、e玻璃纤维、b玻璃纤维、聚芳酰胺纤维、硅灰石纤维、陶瓷纤维、钛酸钾晶须、碱式硫酸镁晶须、碳化硅晶须、二氧化硅、硅酸铝、氧化硅、二氧化钛、滑石粉、碳酸钙、硅灰石、硅藻土、蒙脱土、粘土、球状玻璃、云母、纤维素、半纤维素、木质素、淀粉、石膏、氧化铁、氧化镁和氧化锌有机和无机化合物中的任意一种或几种的混合物。
33.进一步的,所述其他高分子树脂包括聚己内酯、聚乙二酸丁二醇酯、聚丁二酸丁二醇酯、聚己二酸对苯二甲酸丁二醇酯、聚乙醇酸、羟甲基糠醛、聚羟基丙酸、聚对苯二甲酸乙二醇酯、聚乙烯、聚氯乙烯、聚丙烯、聚苯乙烯、聚酰胺、聚碳酸酯中的任意一种或几种的混合物。
34.进一步的,所述加工助剂为增韧剂、相容剂、冲击改性剂、抗静电剂、紫外吸收剂、着色剂、抗氧剂、脱模剂、热稳定剂、光稳定剂、润滑剂、成核剂、酯交换抑制剂、开口剂、界面改性剂、塑化剂或扩链剂中的任意一种或几种的混合物。
35.上述强金属粘结力的聚乳酸组合物的制备方法,包括以下步骤:(1)将聚乳酸树脂和其他树脂干燥处理后,连同其他各组分混合而得到预混物;(2)一并经螺杆挤出机挤出造粒。
36.与现有技术相比,本发明的有益效果主要体现在:
37.1、通过在聚乳酸材料中添加单一组分,改善聚乳酸基体本身的特性达到增强与金属间的粘结力的效果,制备方法简便。
38.2、同时适用于单一聚乳酸基体和聚乳酸与其他树脂的混合物。
39.3、弥补聚乳酸与金属焊接领域的空白对提升聚乳酸材料的应用前景具有巨大的意义。
附图说明
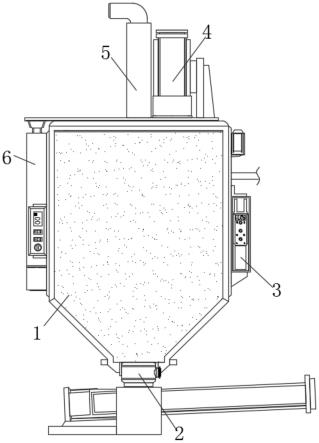
40.图1是本发明的聚乳酸组合物与金属焊接的结构示意图。
41.图2是本发明的聚乳酸组合物与金属焊接的焊接力测试示意图(f为本发明粘结力
的测试方向)。
42.附图标记:金属制件1,焊接点2,聚乳酸基材3。
具体实施方式
43.下面结合附图对本发明进行进一步描述。
44.一种强金属粘结力的聚乳酸组合物,组分包括聚乳酸树脂、粘结力改性剂、填充增强材料、其他高分子树脂以及加工助剂;其中,按重量百分比计算,所述的各组分具体含量如下:
45.聚乳酸树脂30~99.95%;
46.粘结力改性剂0.05~15%;
47.填充增强材料0~50%;
48.其他高分子树脂0~40%;
49.加工助剂0~10%。
50.所述的各组分相加的重量百分比为100%。
51.进一步的,所述强金属粘结力的聚乳酸组合物,按重量百分比计算,所述的各组分具体含量优选地如下:
52.聚乳酸树脂45~85%;
53.粘结力改性剂0.15~5%;
54.填充增强材料10~40%;
55.其他高分子树脂0~20%;
56.加工助剂0.5~10%。
57.所述的各组分相加的重量百分比为100%。
58.进一步的,所述聚乳酸树脂包括左旋聚乳酸、右旋聚乳酸及立构复合聚乳酸,重均分子量为10~80万,熔点范围为140~250℃。
59.进一步的,所述聚乳酸更优选地为左旋聚乳酸,重均分子量为10~40万,熔点范围为150~180℃。
60.进一步的,其中所述粘结力改性剂为含碳化二亚胺(-n=c=n-)基团的化合物。
61.进一步的,其中所述粘结力改性剂平均分子量为1000-50000的聚碳化二亚胺。
62.进一步的,所述填充增强材料为碳纤维、e玻璃纤维、b玻璃纤维、聚芳酰胺纤维、硅灰石纤维、陶瓷纤维、钛酸钾晶须、碱式硫酸镁晶须、碳化硅晶须、二氧化硅、硅酸铝、氧化硅、二氧化钛、滑石粉、碳酸钙、硅灰石、硅藻土、蒙脱土、粘土、球状玻璃、云母、纤维素、半纤维素、木质素、淀粉、石膏、氧化铁、氧化镁和氧化锌有机和无机化合物中的任意一种或几种的混合物。
63.进一步的,所述其他高分子树脂包括聚己内酯、聚乙二酸丁二醇酯、聚丁二酸丁二醇酯、聚己二酸对苯二甲酸丁二醇酯、聚乙醇酸、羟甲基糠醛、聚羟基丙酸、聚对苯二甲酸乙二醇酯、聚乙烯、聚氯乙烯、聚丙烯、聚苯乙烯、聚酰胺、聚碳酸酯中的任意一种或几种的混合物。
64.进一步的,所述加工助剂为增韧剂、相容剂、冲击改性剂、抗静电剂、紫外吸收剂、着色剂、抗氧剂、脱模剂、热稳定剂、光稳定剂、润滑剂、成核剂、酯交换抑制剂、开口剂、界面
改性剂、塑化剂或扩链剂中的任意一种或几种的混合物。
65.上述强金属粘结力的聚乳酸组合物的制备方法,包括以下步骤:(1)将聚乳酸树脂和其他树脂干燥处理后,连同其他各组分混合而得到预混物;(2)一并经螺杆挤出机挤出造粒。
66.各实施例与对比例请参看下表:
[0067][0068][0069]
[0070][0071][0072][0073]
本实验通过注塑成型得到聚乳酸及其组合物基材样条与金属制件(材料为铜),通过点焊机焊接,焊接参数条件一致(见说明书附图1)。焊接力f为固定聚乳酸基材后,从侧面施加推力至金属脱落所需的力(见说明书附图2),每组测试10组数据取平均值。
[0074]
本测试为内部验证所采取的方式,焊接力具体数值会因焊接方式、焊接参数、制件形状结构等发生改变,但不影响本发明的效果,本领域研究人员应当理解。
[0075]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
[0076]
尽管本文较多地使用了图中附图标记对应的术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。