1.本发明涉及聚丙烯材料领域,尤其是一种低密度聚乙烯材料及其制备方法和应用。
背景技术:
2.聚乙烯流动性好,加工温度低,粘度大小适中,分解温度较高,在惰性气体中低于温度300℃不分解,是一种加工性能很好的塑料。聚乙烯吸水率低,加工前不需要干燥处理,且价廉易得,因此,包装行业,尤其是化妆品包装行业,普遍采用聚乙烯作为包装材料。传统市售的低密度聚乙烯新料或者低密度聚乙烯再生料虽然是聚乙烯中硬度最低、透明度最好的材料,但仍然无法完全满足软盖需要的柔软性和质感,以及设计上要求的高透明度。
3.同时,目前全球的塑料“白色”污染日益严重,各国纷纷推测治理“白色污染”的政策,如欧洲开始针对再生料含量30%以下的塑料征收塑料税,各行各业使用再生料的呼声越来远大。几乎所有使用塑料的国际性企业都提出可持续发展方面的目标。为了实现“新塑料经济”2025年目标,几乎所有使用原生树脂的国际企业都启动了使用再生塑料的计划并定立了目标:除少数医药、食品、婴幼儿用品外,承诺使用再生塑料500万吨。
4.在各行各业大力推行使用再生料的大环境下,本发明针对聚乙烯本身的功能缺陷,通过改性技术获得了一种适合于软盖用,具有较高力学强度、良好的柔软质感、高透明度的低密度聚乙烯材料。该材料可采用聚乙烯新料作为原料,也可以采用聚乙烯再生料作为原料。
技术实现要素:
5.基于此,本发明的目的在于克服上述现有技术的不足之处,提供一种低密度聚乙烯材料及其制备方法和应用。该低密度聚乙烯材料兼具较高力学强度、超柔软、透明度高的特点,且颜色良好,适合作为软盖材料。
6.为实现上述目的,本发明所采取的技术方案为:一种低密度聚乙烯材料,包括以下重量份计的组分:低流动ldpe 55-70份、高流动ldpe 10-20份、聚烯烃弹性体(poe)15-30份、润滑剂0.5-1份、抗氧剂0.1-0.75份。
7.优选地,所述低密度聚乙烯材料,包括以下重量份计的组分:低流动ldpe60-65份、高流动ldpe 13-18份、聚烯烃弹性体(poe)20-25份、润滑剂0.6-0.8 份、抗氧剂0.2-0.45份。
8.优选地,所述低流动ldpe在190℃、2.16kg测试条件下的熔融指数为 1-3g/10min,按照测试标准gb/t 3682.1-2018执行。高熔融指数ldpe的力学强度较低,但是透明度好;低熔融指数ldpe力学强度高,但是柔软性和透明度都较差;当两种ldpe树脂的熔融指数在上述范围内且按一定重量份数复配时,可以保证制备得到混合均匀且没有相分离的树脂基体,且加工性能良好,在此基础上通过添加合适的弹性体、润滑剂以及抗氧剂,可以在保证材料力学性能的同时,综合提高材料的柔软度和透光度,降低颜色l值,综合性能较佳。
9.在某些实施方案中,所述低流动ldpe可以为回收再生料,回收来源可以为组分以ldpe为主的本色透明包装袋,ldpe含量不小于60wt%;所述透明包装袋来源包括食品、电子电器等产品的箱内包装袋,无印刷、胶水等杂质。
10.优选地,所述高流动ldpe在190℃、2.16kg测试条件下的熔融指数为 45-70g/10min,按照测试标准gb/t 3682.1-2018执行。
11.在某些实施方案中,所述高流动ldpe可以为再生料,回收来源可以为pe 发泡皮革。
12.在某些实施方案中,所述低流动ldpe和高流动ldpe再生料通过以下方法回收得到:将回收的ldpe破碎,水洗,甩干,挤压成型,切粒,得到颗粒;所述挤压采用的挤压机温度设置为80
±
5℃,挤压速度为60
±
5hz。经过上述方法处理后,可降低低流动ldpe再生料和高流动ldpe再生料的黄度,即颜色l 值大幅降低,达到接近于新料的水平。挤压温度高于80℃时,在水分的作用下,消费后聚乙烯因为污染物和洗涤剂少量残留会分解出自由基,并且过氧化物分解为活性高的氢离子,会导致材料被微交联而老化黄变。采用低温挤压,将水分去除后再造粒,可以大大降低材料被老化黄变的风险,同时不影响材料的柔软度和透明度。
13.优选地,所述poe为乙烯-辛烯共聚物,在190℃、2.16kg条件下的熔融指数为3-10g/10min,按照测试标准gb/t 3682.1-2018执行。
14.优选地,所述润滑剂为外润滑剂;更优选地,所述润滑剂为酰胺类润滑剂,包括酰胺皂类、硬脂基酰胺类、双硬脂基酰胺类;最优选地,所述酰胺类润滑剂为乙撑双硬脂酰胺(ebs)。所述外润滑剂与低流动ldpe和高流动ldpe形成微观不相容,促使了低流动ldpe和高流动ldpe与特定熔融指数的poe的微观相分离,使得poe与润滑剂更多地浮现在聚乙烯表层,降低材料表面硬度,材料具有更柔软的质感。
15.优选地,所述抗氧剂为硫代类双酚抗氧剂、受阻酚抗氧剂和亚磷酸酯类抗氧剂的复配物;更优选地,所述硫代类双酚抗氧剂、受阻酚抗氧剂和亚磷酸酯类抗氧剂的质量比为(1-2):(1-2):(1-2);更进一步优选地,所述硫代类双酚抗氧剂为4,4'-硫代双(6-叔丁基-3-甲基苯酚)(kg906);所述受阻酚抗氧剂为四[β
‑ꢀ
(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯(抗氧剂1010);所述亚磷酸酯类抗氧剂选自亚磷酸三(2,4-二叔丁基苯基)酯(抗氧剂168)。
[0016]
在本技术中,硫代类双酚抗氧剂、受阻酚抗氧剂和亚磷酸酯类抗氧剂的复配物,可以高效捕捉低流动ldpe和高流动ldpe复配体系在经高温(》150℃)、高剪切(》450hz)过程中产生的自由基或者过氧化离子,从而有效阻止材料被老化和黄变;同时,在此基础上,通过进一步研究发现,在特定的比例范围内,选用特定种类的硫代类双酚类、受阻酚类和亚磷酸酯类抗氧剂复配体系,可明显降低回收聚乙烯的晶点和黑点数量,保持颜色l值不变,降低黄度,保持ldpe 的高透明度。
[0017]
上述低密度聚乙烯材料的制备方法,包括以下步骤:将低流动ldpe、高流动ldpe、poe混合,加入抗氧剂、润滑剂,再次混合,挤出,切粒,得到低密度聚乙烯材料。
[0018]
优选地,所述低流动ldpe、高流动ldpe、poe的颗粒长宽高均为3-5mm。若颗粒大小差异大或者长宽高尺寸偏小或偏大,不利于加工,可能会对低密度聚乙烯材料的柔软度、透明度高、颜色产生一定的不利影响。
[0019]
优选地,所述混合为25
±
5rpm混合30
±
5s。
[0020]
优选地,所述再次混合为25
±
5rpm混合2
±
0.1min。
[0021]
优选地,所述挤出采用过滤式单螺杆挤出机,直径为100-150mm,挤出温度为150-180℃,螺杆转速为450-550hz。
[0022]
进一步优选地,所述过滤器为双柱式,滤网目数为120-150目。
[0023]
上述低密度聚乙烯材料在制备软盖中的应用。
[0024]
优选地,所述软盖为中空瓶软盖,尤其是化妆品包装瓶软盖。
[0025]
相对于现有技术,本发明的有益效果为:
[0026]
本发明通过采用合适比例的低流动ldpe与高流动ldpe复配,可以保证制备得到混合均匀且没有相分离的树脂基体,且加工性能良好,在此基础上通过在特定聚乙烯-poe体系中加入合适的外润滑剂,促使形成poe与聚乙烯的微观不相容现象,poe能够更多地浮现在聚乙烯表层,从而得到了更柔软、硬度更低的聚乙烯材料;同时,加入特殊的复配抗氧剂,有效阻止聚乙烯在高温和高剪切下的老化与黄变,成功制得具有较高力学强度、超柔软、高透明、颜色良好的软盖用低密度聚乙烯材料。
[0027]
另外,本发明采用低温挤压的模式处理回收ldpe(即低流动ldpe再生料和高流动ldpe再生料),可进一步降低材料的老化,更好地保持材料的颜色l 值。
具体实施方式
[0028]
为更好的说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
[0029]
实施例中,所使用的实验方法如无特殊说明,均为常规方法,所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
[0030]
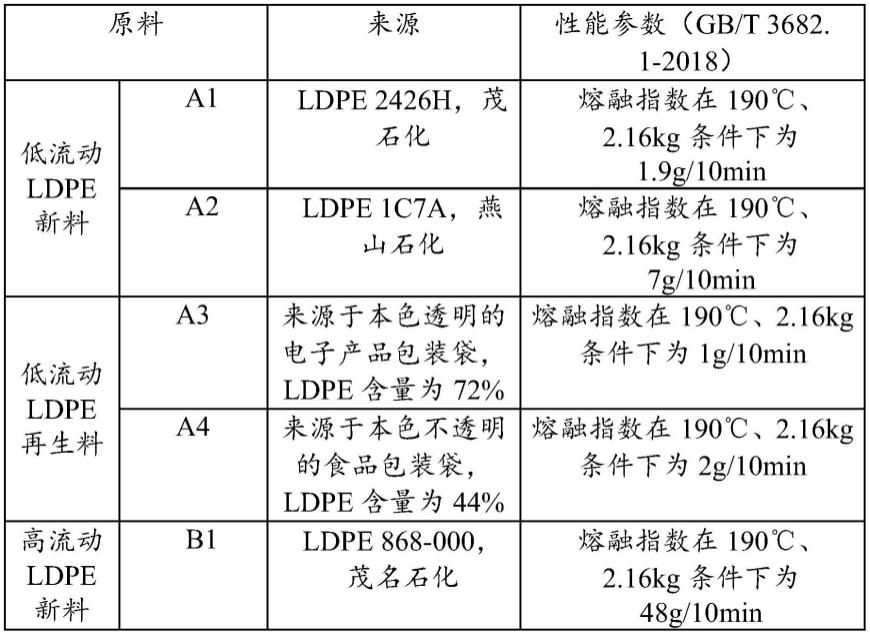
实施例及对比例所用原料说明见表1。
[0031]
表1
[0032]
[0033][0034]
表1中材料的熔融指数均采用测试标准gb/t 3682.1-2018进行测试。
[0035]
上述低流动ldpe再生料通过以下方法回收得到:将回收的包装袋破碎,水洗,甩干,挤压成型,切粒,得到长宽高分别为5mm*3mm*3mm的颗粒;挤压采用的挤压机温度设置为82℃,挤压速度为60rpm。
[0036]
上述高流动ldpe再生料通过以下方法回收得到:将回收的pe发泡皮革破碎,水洗,甩干,挤压成型,切粒,得到长宽高分别为5mm*3mm*3mm的颗粒;挤压采用的挤压机温度设置为85℃,挤压速度为65rpm。
[0037]
上述poe颗粒长宽高分别为5mm*3mm*3mm。
[0038]
下述实施例和对比例中,如无特别说明,抗氧剂、润滑剂均通过市售获得,且平行实验中使用的是相同的抗氧剂、润滑剂。
[0039]
实施例1-10及对比例1-14
[0040]
实施例1-10及对比例1-14的低密度聚乙烯材料,组分及重量份分别如表2 和表3所示。
[0041]
表2
[0042][0043]
表3
[0044]
[0045][0046]
实施例1-10和对比例1-14的低密度聚乙烯材料,制备方法包括如下步骤:
[0047]
将低流动ldpe、高流动ldpe、poe投入混合机中,25rpm混合30s,再加入抗氧剂、润滑剂,25rpm混合2min,得到预混料。预混料加入单螺挤出机,挤出,切粒,得到低密度聚乙烯材料。单螺挤出机直径为150mm,同时配置有双柱式过滤器,过滤器滤网目数为150目。挤出温度为160℃,螺杆转速为500hz。
[0048]
性能测试
[0049]
实施例1-10及对比例1-14的低密度聚乙烯材料进行性能测试,具体测试方法如下:
[0050]
熔融指数:根据gb/t 3682.1-2018,选择2.16kg砝码,190℃测试;
[0051]
拉伸强度:采用注塑机注塑拉伸样条后,按照gb/t 1040.3-2018方法测试,单位为mpa;
[0052]
断裂伸长率:采用注塑机注塑拉伸样条后,按照gb/t 1040.3-2018方法测试,单位为%;
[0053]
邵氏硬度:采用注塑机注塑方板后,常温下放置24h后,采用邵氏硬度计测试,方板的厚度为4mm;
[0054]
透光率:采用注塑机注塑出尺寸为10*10*2mm的方板后,25℃下放置24h,采用透光率仪测试;同时采用色差仪测试颜色l值。
[0055]
测试结果如表4所示。
[0056]
表4
[0057]
[0058][0059]
表4中对比例2、3、4、6结果表明,当poe弹性体含量过高,或者低流动ldpe含量过低,或者低流动ldpe含量过高,或者高流动ldpe含量过高时,都会导致材料的拉伸强度偏
低,不符合软盖对于材料的要求;对比例4、6、7、 8、9、12的结果表明,当低流动ldpe含量过高,或者高流动ldpe含量过高,或者抗氧剂含量过高,或者外润滑剂含量过高或过低,或者采用内润滑剂pe蜡,得到的材料透光率低;对比例1、4、5、6、8、10、12结果表明,当poe弹性体含量过低,外润滑剂含量过低,或者高流动ldpe含量过低或过高,或者低流动ldpe含量过高,或者采用弹性体sbs,或者采用内润滑剂pe蜡,都会导致材料硬度偏高,不适合作为软盖材料;对比例11、13、14结果表明,抗氧剂 1010与168组合、pkg 906和1010组合、pkg 906和168组合,材料容易黄变,材料颜色不佳,说明在本技术中,硫代类双酚抗氧剂、受阻酚抗氧剂与亚磷酸酯类抗氧剂三者共同作用,缺一不可。
[0060]
表4中实施例可以看出,高熔融指数ldpe与低熔融指数ldpe配比适中时,可以得到适合于软盖的力学强度和韧性。太低的力学强度会导致软盖在插拔过程中被损坏,太高的力学强度会存在柔软度低、透明度低等缺陷。同时,较高的熔融指数可以保证材料的成型顺利进行;在此基础上,通过添加合适的弹性体、润滑剂以及抗氧剂,在保证材料力学性能的同时,可综合提高材料柔软度和透光度,降低颜色l值。
[0061]
总之,本发明获得的低密度聚乙烯材料具有高流动性、超柔软性(邵氏硬度d≤35)、和高透明性(透光率≥85%),同时颜色良好(颜色l值≤6.5)的特点,适合于制作软盖,尤其是中空瓶类软盖。
[0062]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
