20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr,保温至合金全部熔化后去除表面浮渣;然后降温至730-740℃,搅拌均匀后,再降温至690-700℃并保温,得合金液;合金液浇注至模具中,得铸态合金;
12.步骤三:对步骤二所得铸态合金保温12-24h,保温温度为470-490℃,然后空冷;
13.步骤四:对步骤三所得将均匀化后的铸锭车削氧化皮,加工成指定尺寸ф90mm。
14.步骤五:对步骤四所得铸锭将预热后进行热挤压,挤压温度为430℃-470℃,挤压速度为0.5mm/s-1.5mm/s,得到铝合金型材。
15.步骤六:对步骤五所得型材进行人工时效160-180℃,保温6-12h。
16.如上所述的一种高强高塑性变形稀土铝合金的制备方法,所述的铝、镁的纯度为99.9%以上,所述的中间合金al-25zn、中间合金al-20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr的纯度为99.5%以上。
17.如上所述的一种高强高塑性变形稀土铝合金的制备方法,所述的步骤二中,采用半连续铸造方式铸造铸锭。
18.如上所述的一种高强高塑性变形稀土铝合金的制备方法,所述的步骤五中,所述预热是将车削后的铸锭在200℃-240℃的环境下预热2h-2.5h,挤压比为8-22:1。
19.本发明的优点是:
20.1、本发明基于与现有技术中的变形稀土铝合金不同的构思,通过稀土镧、钆的加入,使合金中的第二相由单一粗大的al2mg3相变为离散的共晶al2mg3相、针状的al11re3相、块状的al-re相和al-cr-re相。
21.2、本发明的变形稀土铝合金,以稀土元素la和gd为合金元素,一方面可以提高过冷度,起到细化晶粒的作用,净化熔体,降低层错能,有效改善铸态合金的塑性,有利于后续的挤压加工;另一方面,在铝中同时加入稀土,可以降低固溶度,能够更好的发挥第二相强化效果;再一方面,稀土元素la和gd与铝合金形成的稀土相,具有相对高的熔点和良好的热稳定性,能够在高温条件下有效阻碍位错滑移和晶界滑动,进而显著提高合金的强度和耐热性能;加入适量的zn能够在晶界形成14h型的lpso相,可以阻止晶界高温下的滑移,提高合金的高温稳定性;微量mg、cu加入促进形核;
22.3、经检测,本发明的高强耐热变形铝合金平均动态再结晶晶粒为1~2微米,破碎的第二相和动态析出相弥散分布在基体,经实验检测,变形稀土铝合金的屈服强度可达530mpa~544mpa,抗拉强度可达601mpa~622mpa,延伸率可达9.6%~10.9%。且保证合金具有较好的耐疲劳性能经试验检测,拉压疲劳强(5
×
106次循环,r=-1)可达190mpa,压压疲劳强度(5
×
106次循环,r=0.1)可达280mpa。
23.4、本发明的制备方法,采用半连续铸造方式铸造铸锭,可细化铸锭的晶粒尺寸,降低合金中的杂质含量。经过低温低速热挤压后,合金的晶粒尺寸得到极大的细化,约为0.73μm,同时动态时效过程使合金晶界处析出大量的纳米级al2mg3相,极大提高了合金的室温强度。
附图说明:
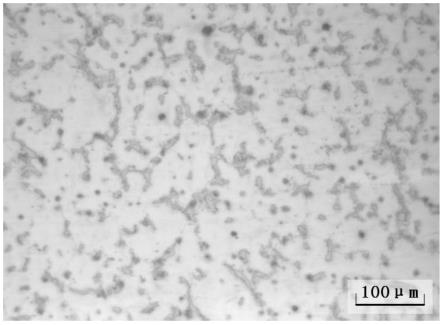
24.图1为实施例1制备铝合金型材的金相图。
25.图2为实施例2制备铝合金型材的金相图。
26.图3为实施例3制备铝合金型材的金相图。
27.图4为实施例4制备铝合金型材的金相图。
28.图5为各实施例铝合金机械性能检测报告。
具体实施方式
29.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
30.实施例1
31.步骤一:按照zn5.0%,mg2.5%,la 0.2%,gd 0.2%,cr0.1%,余量为al的质量百分比称取并将纯铝、纯镁与中间合金al-25zn、中间合金al-20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr预热至300℃;
32.步骤二:开启熔炼炉,待炉膛温度达到400℃时,将纯铝放置坩埚中,将炉温升至720℃,待纯铝熔化,升温至760℃,加入纯镁与中间合金al-25zn、中间合金al-20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr,保温至合金全部熔化后去除表面浮渣;然后降温至740℃,搅拌均匀后,再降温至700℃并保温,得合金液;合金液浇注至模具中,得铸态合金;
33.步骤三:对步骤二所得铸态合金保温24h,保温温度为470℃,然后空冷;
34.步骤四:对步骤三所得将均匀化后的铸锭车削氧化皮,加工成指定尺寸ф90mm。
35.步骤五:对步骤四所得铸锭将预热后进行热挤压,挤压温度为440℃,挤压速度为1.5mm/s,得到铝合金型材。
36.步骤六:对步骤五所得型材进行人工时效180℃,保温12h,得到变形稀土铝合金型材。
37.合金的晶粒尺寸得到极大的细化,约为0.73μm,同时动态时效过程使合金晶界处析出大量的纳米级al2mg3相。通过稀土镧、钆的加入,使合金中的第二相由单一粗大的al2mg3相变为离散的共晶al2mg3相、针状的al11re3相、块状的al-re相和al-cr-re相。
38.将本实施例得到的型材在金相显微镜下观察,显微组织如图1所示,对实施例1得到的变形稀土铝合金型材进行室温力学性能测试和疲劳性能测试,结果如表1所示。
39.实施例2
40.步骤一:按照zn6.0%,mg3.0%,la 0.2%,gd 0.3%,cr0.2%,余量为al的质量百分比称取并将纯铝、纯镁与中间合金al-25zn、中间合金al-20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr预热至300℃;
41.其它工艺步骤同实施例1。
42.将本实施例得到的型材在金相显微镜下观察,显微组织如图2所示,对实施例2得到的变形稀土铝合金型材进行室温力学性能测试和疲劳性能测试,结果如表1。
43.实施例3
44.步骤一:按照zn6.5%,mg3.2%,la 0.3%,gd 0.3%,cr0.2%,余量为al的质量百分比称取并将纯铝、纯镁与中间合金al-25zn、中间合金al-20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr预热至300℃;
45.其它工艺步骤同实施例1。
46.将本实施例得到的型材在金相显微镜下观察,显微组织如图3所示,对实施例3得到的变形稀土铝合金型材进行室温力学性能测试和疲劳性能测试,结果如表1。
47.实施例4
48.步骤一:按照zn7.0%,mg3.5%,la 0.3%,gd 0.4%,cr0.4%,余量为al称取并将纯铝、纯镁与中间合金al-25zn、中间合金al-20cu、中间合金al-20la、中间合金al-25gd、中间合金al-25cr预热至300℃;
49.其它工艺步骤同实施例1。
50.将本实施例得到的型材在金相显微镜下观察,显微组织如图4所示,对实施例4得到的变形稀土铝合金型材进行室温力学性能测试和疲劳性能测试,结果如表1所示。
51.性能检测
52.其性能对比如表一所示:
[0053][0054]
表1
[0055]
从表1可以看出,本发明的变形稀土铝合金高强并具有良好的耐疲劳性。抗拉强度可达603mpa~622mpa,屈服强度可达529mpa~553mpa,延伸率可达8.9%~9.5%。拉压疲劳强(5
×
106次循环,r=-1)可达190mpa,压压疲劳强度(5
×
106次循环,r=0.1)可达280mpa。
[0056]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。