1.本发明涉及游艇生产技术领域,特别是游艇机器人切割装置及高精度游艇切割方法。
背景技术:
2.现有的玻璃钢游艇壳体的生产通常要经历模具制备-模具上线-模具清洁-模具检查-脱模剂喷涂-贴遮蔽膜-胶衣喷涂-胶衣固化-贴表面毡-表面毡固化-玻纤树脂喷涂-辊压-树脂固化-筋骨加强-脱模-艇体切割等工序。
3.由于游艇的体积通常较大,工业机器人的臂展长度有限,即使有臂展长度能完全覆盖游艇壳体的,在伸展范围较大的情况下,工业机器人的执行端容易出现摇晃等不良情况,工业机器人的执行端的稳定性较差,容易使工业机器人对艇体的开孔切割的精度下降,导致后续配件安装时需要额外修补艇体或重新修整开孔尺寸。若采用多个工业机器人分别放置于游艇切割工位的两侧以达到完全覆盖游艇壳体的效果,则会给生产线整体成本提高,并且也无法较好地解决伸展距离较大的情况下工业机器人的执行端的稳定性较差、切割精度不足的问题。
技术实现要素:
4.本发明要解决的技术问题是:提供游艇机器人切割装置及高精度游艇切割方法,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
5.本发明解决其技术问题的解决方案是:
6.游艇机器人切割装置,其特征在于:包括:
7.艇体传送线,所述艇体传送线设置于放置平面,所述艇体传送线设有运输方向;第一架高导轨,所述第一架高导轨设置于所述艇体传送线的上方;
8.第二架高导轨,所述第二架高导轨设置于所述艇体传送线的上方,所述第二架高导轨与所述第一架高导轨滑移连接,所述第二架高导轨相对于所述第一架高导轨沿所述运输方向滑移;
9.移动平台,所述移动平台与所述第二架高导轨滑移连接,所述移动平台与所述第二架高导轨的相对滑移方向设为第一方向,所述第一方向与所述运输方向相互垂直;所述移动平台固定安装有多轴切割机器人。
10.通过上述技术方案,通过第一架高导轨、第二架高导轨和移动平台,可分别控制多轴切割机器人在艇体的长度方向和宽度方向的位移。多轴切割机器人在对艇体进行切割时,多轴切割机器人的执行端只需进行小幅度的运动,以适配艇体的外形轮廓和具体的切割需求,在艇体的长度方向和宽度方向的位移则通过第一架高导轨、第二架高导轨和移动平台的配合进行控制。多轴切割机器人能以较少的伸展的状态执行切割工作,极大程度提高了多轴切割机器人的执行端在工作时的稳定性,保证了多轴切割机器人的切割精度。
11.作为上述技术方案的进一步改进,所述游艇机器人切割装置还包括刀库,所述刀
库与所述放置平面相对固定或随所述移动平台移动。
12.作为上述技术方案的进一步改进,所述移动平台还固定安装有艇体检测纠偏装置。
13.作为上述技术方案的进一步改进,所述艇体检测纠偏装置设置为激光雷达。
14.通过上述技术方案,激光雷达相较于普通的激光测距定位的方式,能有效降低定位所需的时间,可提高工厂的生产效率。
15.作为上述技术方案的进一步改进,所述艇体检测纠偏装置设置为视觉系统或3d相机。
16.作为上述技术方案的进一步改进,所述多轴切割机器人倒挂安装于所述移动平台的下方。
17.通过上述技术方案,倒挂安装于移动平台下方的多轴切割机器人相对于普通地将多轴切割机器人固定放置于移动平台上方这种方式,倒挂安装的方式能使多轴切割机器人的执行端距离艇体更近,伸展幅度更小,更有利于提高多轴切割机器人的执行端的稳定性,以提高多轴切割机器人的切割精度。
18.高精度游艇切割方法,包括:
19.步骤一:制作艇体模具时在模具边缘预制出台阶状结构;
20.步骤二:通过艇体模具制成边缘具有台阶状结构的艇体,台阶状结构形成级差;
21.步骤三:艇体被艇体传送线运输至移动平台的下方,随后将艇体的位置固定;
22.步骤四:通过艇体检测纠偏装置检测艇体边缘的级差,以对艇体的位置进行定位;
23.步骤五:随后依据艇体检测纠偏装置得到的艇体的位置调整多轴切割机器人的运动轨迹及切割路径;
24.步骤六:多轴切割机器人依照调整后的运动轨迹和切割路径自动对艇体进行切割开孔;
25.步骤七:多轴切割机器人对艇体多余的边沿进行切割,对用于定位的台阶状结构进行切除。
26.通过上述技术方案,通过预制台阶状的结构用于定位,艇体检测纠偏装置,依据艇体检测纠偏装置得到的艇体的位置调整多轴切割机器人的运动轨迹和切割路径,可极大程度上避免放置艇体时产生的偏移给切割工作带来的精度影响。
27.作为上述技术方案的进一步改进,艇体的边缘的级差大于40mm小于100mm。
28.作为上述技术方案的进一步改进,在步骤六和步骤七中,多轴切割机器人会依照程序自动从刀库中选取合适的刀具对艇体进行切割。
29.作为上述技术方案的进一步改进,在所述步骤四中,对于艇体的位置进行定位的方法具体为:
30.步骤a、通过艇体检测纠偏装置获得艇体和模具边缘预制台阶等三维轮廓点云数据;
31.步骤b、对三维点云数据进行图像分割、识别处理,获得艇体三维轮廓边缘和模具边缘预制台阶等特征结构的空间位置、姿态数据;
32.步骤c、将三维点云数据提取的艇体特征位姿数据与机器人加工编程的原始标准模型的特征结构位姿数据对比,求出当前待加工艇体位姿与原始标准模型位置之间的偏
差;
33.步骤d、通过机器人空间变换矩阵计算出机器人加工控制程序的补偿数据并发送给机器人,补偿修正当前艇体与标准模型的偏差。
34.本发明的有益效果是:多轴切割机器人能以较少的伸展的状态执行切割工作,极大程度提高了多轴切割机器人的执行端在工作时的稳定性,保证了多轴切割机器人的切割精度。
35.本发明用于游艇生产技术领域。
附图说明
36.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
37.图1是本发明实施例的正视结构示意图;
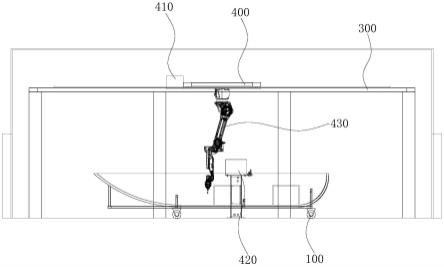
38.图2是本发明实施例的侧视结构示意图;
39.图3是本发明实施例的俯视结构示意图。
40.图中,100、艇体传送线;200、第一架高导轨;300、第二架高导轨;400、移动平台;410、艇体检测纠偏装置;420、刀库;430、多轴切割机器人。
具体实施方式
41.以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
42.参照图1至图3,游艇机器人切割装置,包括艇体传送线100、第一架高导轨200、第二架高导轨300和移动平台400。
43.艇体传送线100包括艇体移运导轨和艇体载车,艇体移运导轨固定安装于放置平面,在本实施例中,放置平面设置为地面,在其他实施例中,放置平面也可设置为架高层或架高架体的上表面,艇体安放于艇体载车上,艇体载车沿艇体移运导轨运动,艇体载车的运动方向设为运输方向。
44.第一架高导轨200的两端可固定于厂房壁面或者通过支撑结构固定。第一架高导轨200的数量设为两个,两个第一架高导轨200分别设置于艇体传送线100的两侧,第一架高导轨200沿运输方向延伸。
45.第二架高导轨300的两端分别与两个第一架高导轨200滑移连接,第二架高导轨300的数量设为两个,两个第二架高导轨300均沿垂直于运输方向的方向延伸,两个第二架高导轨300沿运输方向排布。第二架高导轨300设有第一驱动机构,第一驱动机构可设置为
旋转电机带动滚轮的形式,滚轮与第一架高导轨200滚动连接(在其他实施例中,也可将第一驱动机构设置为直线驱动电机带动第二架高导轨300沿运输方向运动的方式,也可采用如旋转电机带动链条的形式)。
46.移动平台400上固定安装有艇体检测纠偏装置410、多轴切割机器人430及第二驱动机构。移动驱动装置可设置为旋转电机带动滚轮的形式,在其他实施例中,也可设置为旋转电机带动链条转动,移动平台400与链条的部分结构固定的形式,移动驱动装置驱动移动平台400相对于第二架高导轨300沿第一方向滑移。艇体检测纠偏装置410设置为激光雷达(在其他实施例中,艇体检测纠偏装置也可设置为3d相机或视觉系统)。多轴切割机器人430倒吊安装于移动平台400。
47.放置平面上还固定有刀库420,在其他实施例中,刀库420可固定安装于移动平台400。
48.高精度游艇切割方法,包括:
49.步骤一:制作艇体模具时在模具边缘预制出台阶状结构;
50.步骤二:通过艇体模具制成边缘具有台阶状结构的艇体,台阶状结构形成级差,该级差大于80mm小于100mm;
51.步骤三:艇体被艇体传送线100运输至移动平台400的下方,随后将艇体的位置固定;
52.步骤四:通过艇体检测纠偏装置410检测艇体边缘的级差,以对艇体的位置进行定位;
53.其中步骤四中,对艇体的位置进行定位的方法包括:
54.步骤a、通过所述艇体检测纠偏装置(410)获得艇体和模具边缘预制台阶等三维轮廓点云数据;
55.步骤b、对所述三维点云数据进行图像分割、识别处理,获得艇体三维轮廓边缘和模具边缘预制台阶等特征结构的空间位置、姿态数据;
56.步骤c、将所述的三维点云数据提取的艇体特征位姿数据与机器人加工编程的原始标准模型的特征结构位姿数据对比,求出当前待加工艇体位姿与原始标准模型位置之间的偏差;
57.步骤d、通过机器人空间变换矩阵计算出机器人加工控制程序的补偿数据并发送给机器人,补偿修正当前艇体与标准模型的偏差。
58.步骤五:随后依据艇体检测纠偏装置410得到的艇体的位置调整多轴切割机器人430的运动轨迹及切割路径;
59.步骤六:多轴切割机器人430依照调整后的运动轨迹和切割路径自动从刀库420选择刀具对艇体进行切割开孔;
60.步骤七:多轴切割机器人430依据需要从刀库420选择刀具对艇体多余的边沿进行切割,对用于定位的台阶状结构进行切除。
61.其中步骤七可在步骤四之后、步骤五之前进行。
62.以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。