1.本实用新型涉及缠线装置技术领域,尤其涉及一种路亚竿导环全自动缠线机。
背景技术:
2.路亚竿是鱼竿的一种,路亚竿的主要配件包括导环,轮座,手柄,尾件,装饰件,挂钩器等。
3.目前,导环通常是通过人工绑定到路亚竿上,这样不仅效率低,绑定的质量参差不齐,而且人工成本高。
技术实现要素:
4.为了解决现有技术中存在的问题,本技术提出了一种路亚竿导环全自动缠线机,以便提高缠线效率及质量,降低生产成本。
5.为了实现上述目的,本技术提出了一种路亚竿导环全自动缠线机,包括用于定位路亚竿和导环的定位机构、用于将导环绑定至路亚竿上的缠线机构、用于使缠线机构进行x轴和y轴平移的移动机构、以及用于控制缠线机构和移动机构动作的控制机构。
6.在一些实施例中,所述定位机构包括支架,所述支架上设有用于夹住路亚竿的夹具,所述夹具上固定连接有用于定位导环的导环卡扣。
7.在一些实施例中,所述移动机构包括x轴平移机构和y轴平移机构。
8.在一些实施例中,所述x轴平移机构包括间隔设置的第一支撑柱和第二支撑柱,在所述第一支撑柱和第二支撑柱之间设有x轴导轨,所述第一支撑柱上安装有x轴步进电机,所述x轴步进电机带动x轴主动带轮转动,所述x轴主动带轮经x轴同步带与设置在第二支撑柱上的x轴从动带轮相连接,所述x轴同步带上经同步带卡扣固定连接基座,所述基座上设有与所述x轴导轨配合使用的x轴滑块;当驱动x轴步进电机动作时,所述基座能够沿着x轴方向进行平移。
9.在一些实施例中,在所述x轴导轨上设有x轴零位传感器,所述x轴零位传感器与所述控制机构相连接,用于检测所述缠线机构是否移动到预设位置。
10.在一些实施例中,所述y轴平移机构包括所述基座,所述基座包括竖向立柱,所述竖向立柱经所述同步带卡扣与x轴同步带相连接,且所述竖向立柱上设有x轴滑块,所述竖向立柱上间隔的设有两个y轴导轨,所述y轴导轨与y轴滑块配合使用,所述y轴滑块设置在缠线机构上,所述y轴平移机构还包括y轴平移气缸,其用于控制缠线机构沿着y轴方向进行平移。
11.在一些实施例中,所述缠线机构包括支撑板,在所述支撑板上设置了所述y轴滑块,当所述y轴平移气缸动作时,所述支撑板能够沿着y轴方向进行平移;所述支撑板靠近路亚竿的一侧设有开口,所述支撑板上还设有圆形通孔,所述通孔与所述开口相连通,沿着周向所述通孔的内壁上间隔的设有若干安装槽,在所述支撑板上间隔的固定设有相应个数的连板,每个连板上固定设有固定轴,所述固定轴与轴承的内圈相连接,所述轴承处在对应的
安装槽内,使得轴承的外圈能够相对于支撑板转动,所述轴承采用挡边法兰轴承;在所述通孔内设有转环,所述转环在外力作用下只能够沿着各轴承作旋转运动,所述转环上设有第一开口,所述转环的一个侧面上固定设有缠线轴和缠线针,所述转环的另一个侧面固定连接转环带轮,所述转环带轮上设有第二开口,所述第二开口与第一开口的位置相对应,在所述支撑板上设有旋转伺服电机,所述旋转伺服电机带动旋转主动带轮转动,在所述支撑板上还间隔的设有若干旋转从动带轮,所述旋转主动带轮、旋转从动带轮以及转环带轮之间设有旋转同步带,当控制旋转伺服电机动作时,旋转主动带轮转动,使旋转同步带带动转环带轮转动,进而带动转环转动。
12.在一些实施例中,所述支撑板上还设有旋转位置传感器,用于检测转环的旋转位置,所述旋转位置传感器与所述控制机构相连接。
13.在一些实施例中,所述支撑板上还固定设有安装板,从远离路亚竿到靠近路亚竿的方向上,所述安装板上依次设有第一切线气缸、夹线气缸、第二切线气缸以及点胶气缸,在所述第一切线气缸和第二切线气缸上均设有切线刀,所述夹线气缸上设有夹线手指,所述点胶气缸上设有点胶针头。
14.在一些实施例中,所述控制机构采用plc。
15.本技术的该方案的有益效果在于上述路亚竿导环全自动缠线机能够实现机械化的缠线操作,提高缠线效率及质量,降低生产成本。
附图说明
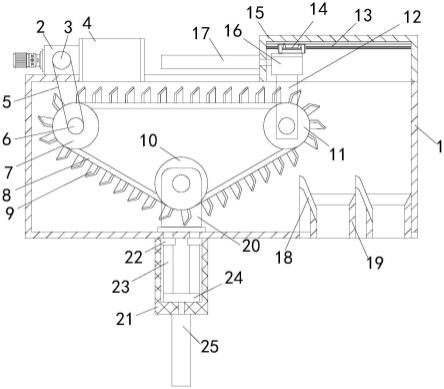
16.图1示出了实施例中路亚竿导环全自动缠线机的立体结构示意图。
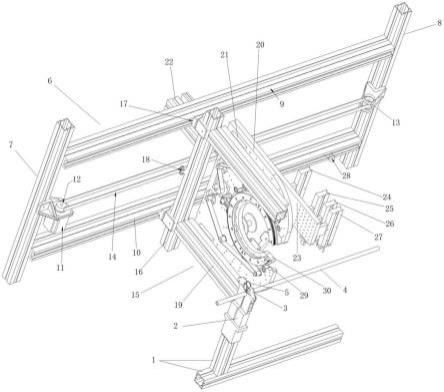
17.图2示出了实施例中路亚竿导环全自动缠线机的立体结构示意图。
18.图3示出了实施例中路亚竿导环全自动缠线机的局部结构示意图。
19.附图标记:1-支架,2-夹具,3-导环卡扣,4-路亚竿,5-导环,6-x轴平移机构,7-第一支撑柱,8-第二支撑柱,9-第一x轴导轨,10-第二x轴导轨,11-x轴步进电机,12-x轴主动带轮,13-x轴从动带轮,14-x轴同步带,15-基座,16-竖向立柱,17-x轴滑块,18-同步带卡扣,19-y轴导轨,20-支撑板,21-y轴滑块,22-y轴平移气缸,23-安装板,24-第一切线气缸,25-夹线气缸,26-第二切线气缸,27-点胶气缸,28-x轴零位传感器,29-转环带轮,30-转环,31-点胶针头,32-切线刀,33-夹线手指,34-旋转伺服电机,35-缠线轴,36-缠线针,37-连板,38-旋转主动带轮,39-旋转从动带轮,40-旋转同步带,41-旋转位置传感器,42-安装槽,43-轴承。
具体实施方式
20.下面结合附图对本技术的具体实施方式作进一步的说明。
21.如图1-3所示,本技术所涉及的路亚竿导环全自动缠线机包括用于定位路亚竿4和导环5的定位机构、用于将导环5绑定至路亚竿4上的缠线机构、用于使缠线机构进行x轴和y轴平移的移动机构、以及用于控制缠线机构和移动机构动作的控制机构。当需要时,所述控制机构也能对定位机构进行控制。
22.在本实施例中,所述定位机构包括支架1,所述支架1上设有用于夹住路亚竿4的夹具2,在本实施例中,所述夹具2采用气动夹具,所述夹具2上固定连接有用于定位导环5的导
环卡扣3。
23.所述移动机构包括x轴平移机构6和y轴平移机构,其中所述x轴平移机构6包括间隔设置的第一支撑柱7和第二支撑柱8,在所述第一支撑柱7和第二支撑柱8之间设有x轴导轨,在本实施例中,平行的设有两个x轴导轨,分别记作第一x轴导轨9和第二x轴导轨10,所述第一支撑柱7上安装有x轴步进电机11,所述x轴步进电机11带动x轴主动带轮12转动,所述x轴主动带轮12经x轴同步带14与设置在第二支撑柱8上的x轴从动带轮13相连接,所述x轴同步带14上经同步带卡扣18固定连接基座15,所述基座15上设有与所述x轴导轨配合使用的x轴滑块17。当驱动x轴步进电机11动作时,所述基座15能够沿着x轴方向进行平移。在所述x轴导轨上设有x轴零位传感器28,所述x轴零位传感器28与所述控制机构相连接,用于检测所述缠线机构是否移动到预设位置,当移动到预设位置后,所述x轴零位传感器28向所述控制机构发送信号,所述控制机构控制x轴步进电机11停止动作,在本实施例中,所述控制机构可采用plc等。
24.所述y轴平移机构包括基座15,所述基座15包括竖向立柱16,所述竖向立柱16经所述同步带卡扣18与x轴同步带14相连接,且所述竖向立柱16上设有x轴滑块17,所述竖向立柱16上间隔的设有两个y轴导轨19,所述y轴导轨19与y轴滑块21配合使用,所述y轴滑块21设置在缠线机构上,所述y轴平移机构还包括y轴平移气缸22,其用于控制缠线机构沿着y轴方向进行平移。
25.所述缠线机构包括支撑板20,在所述支撑板20上设置了所述y轴滑块21,当所述y轴平移气缸22动作时,所述支撑板20能够沿着y轴方向进行平移;所述支撑板20靠近路亚竿4的一侧设有开口,所述支撑板20上还设有圆形通孔,所述通孔与所述开口相连通,沿着周向所述通孔的内壁上间隔的设有若干安装槽42,在所述支撑板20上间隔的固定设有相应个数的连板37,每个连板37上固定设有固定轴,所述固定轴与轴承43的内圈相连接,所述轴承43处在对应的安装槽42内,使得轴承43的外圈能够相对于支撑板20转动,所述轴承43采用挡边法兰轴承;在所述通孔内设有转环30,由于采用的是挡边法兰轴承,所述转环30在外力作用下只能够沿着各轴承43作旋转运动,而不会产生其他方向上的位移,所述转环30上设有第一开口,所述转环30的一个侧面上固定设有缠线轴35和缠线针36,所述转环30的另一个侧面固定连接转环带轮29,所述转环带轮29上设有第二开口,所述第二开口与第一开口的位置相对应,在所述支撑板20上设有旋转伺服电机34,所述旋转伺服电机34带动旋转主动带轮38转动,在所述支撑板20上还间隔的设有若干旋转从动带轮39,所述旋转主动带轮38、旋转从动带轮39以及转环带轮29之间设有旋转同步带40,当控制旋转伺服电机34动作时,旋转主动带轮38转动,使旋转同步带40带动转环带轮29转动,进而带动转环30转动。
26.所述支撑板20上还设有旋转位置传感器41,用于检测转环30的旋转位置,所述旋转位置传感器41与所述控制机构相连接。根据所述旋转位置传感器41传送来的信号,所述控制机构控制所述旋转伺服电机34的动作。
27.所述支撑板20上还固定设有安装板23,从远离路亚竿4到靠近路亚竿4的方向上,所述安装板23上依次设有第一切线气缸24、夹线气缸25、第二切线气缸26以及点胶气缸27,在所述第一切线气缸24和第二切线气缸26上均设有切线刀32,所述夹线气缸25上设有夹线手指33,所述点胶气缸27上设有点胶针头31。
28.本技术中涉及到的控制原理都是现有技术中常见的控制理论,例如通过x轴零位
传感器28以及旋转位置传感器41向控制机构发信号,之后控制机构控制相应电机的动作,以及各气缸受控动作等,在此不做更详尽的说明。
29.在具体的使用过程中,将路亚竿4用夹具2夹住,用导环卡扣3将导环5定位在路亚竿4的相关位置处,之后通过x轴平移机构6和y轴平移机构使得缠线机构移动到指定位置,启动所述旋转伺服电机34,使得转环30转动预设圈数,例如五圈,在所述转环30转动的过程中,缠线轴35上的线经缠线针36对导环5进行缠线;之后控制第一切线气缸24下推进行切线,之后再次启动所述旋转伺服电机34,此次转环30转动的圈数由控制机构设定,在达到设定的圈数后,停止所述旋转伺服电机34的动作,此时控制y轴平移气缸22,使得缠线机构沿着y轴方向移回至y方向上的初始位置,之后控制夹线气缸25下推,利用夹线手指33夹住线,之后控制点胶气缸27下推,在路亚竿4上缠线停止位置处点胶,之后控制第二切线气缸26下推进行切线,此时便完成了导环5的全自动缠线工作,之后控制x轴平移机构6,使得缠线机构沿着x轴方向移回零位。
30.本技术所涉及的路亚竿导环全自动缠线机,从缠线到切线再到点胶都采用自动化实现,这样便能够提高缠线效率及质量,降低人工成本,进而降低生产成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。