1.本实用新型涉及一种攻丝工装,尤其涉及一种在柴油机曲轴的法兰端面上的螺纹孔手动攻丝的工装,属于钳工技术领域。
背景技术:
2.柴油机曲轴的内端法兰环面上设有一圈多个通过螺钉固定正时齿轮的螺纹孔,由于柴油机曲轴端头的外端法兰与内端法兰相邻,且外端法兰直径大于内端法兰直径,因此无法从外端法兰外侧对内端法兰环面上的螺纹孔进行攻丝。存在着操作空间小,且螺纹孔中心与柴油机曲轴的轴颈的距离较近,因而无法使用柔性刀柄进行攻丝加工的问题。如使用刚性刀柄攻丝,则螺纹孔容易产生烂牙。内端法兰环面上的螺纹孔数量多,加工周期长,即使出现一个烂牙的螺纹孔也会导致柴油机曲轴报废,造成巨大损失。
技术实现要素:
3.本实用新型目的是提供一种柴油机曲轴内端法兰螺纹孔攻丝工装,确保内端法兰环面上每一个螺纹孔的加工质量。
4.本实用新型通过以下技术方案予以实现:
5.一种柴油机曲轴内端法兰螺纹孔攻丝工装,包括丝锥、导向套、棘轮扳手、转杆和支撑座,所述棘轮扳手为双向棘轮扳手,丝锥一端的切削部拧入导向套螺纹孔中,导向套一端嵌入内端法兰螺纹孔一端的沉孔中,导向套外圆与沉孔间隙配合,导向套一端端头抵靠在沉孔底面上;丝锥另一端的方柄套入转杆一端中,转杆中部套在棘轮扳手头部中,转杆另一端拧入支撑座一端中,支撑座另一端端面抵靠在柴油机曲轴的外端法兰的内侧环面上。
6.本实用新型的目的通过以下技术方案进一步实现:
7.进一步的,所述转杆为阶梯轴结构,包括转杆一端的方柄套筒,与方柄套筒相邻的中部方轴和转杆另一端的螺杆,方柄套筒、中部方轴和螺杆的横截面逐次递减;丝锥另一端的方柄套入方柄套筒一端的方沉孔中,中部方轴套入棘轮扳手的棘轮方孔中,螺杆端头拧入支撑座一端中。
8.进一步的,所述丝锥的螺纹旋向和螺杆端头的螺纹旋向相同,丝锥的螺纹螺距与螺杆螺距相等。
9.进一步的,所述支撑座呈台阶形,螺杆端头拧入台阶形的支撑座小端螺纹孔中,支撑座大端设有大端沉孔,所述大端沉孔的直径大于小端螺纹孔的直径。
10.进一步的,所述转杆的材质为合金工具钢,转杆的整体调质硬度为hb260~280,方沉孔和中部方轴的淬火硬度为hrc46~53。
11.本实用新型通过转杆将丝锥、棘轮扳手和支撑座连接成整体结构,并通过定位在导向套中的丝锥切削部对内端法兰螺纹孔进行攻丝。本实用新型通过抵靠在曲轴外端法兰端面上的支撑座使得支撑座、棘轮扳手和转杆的联合体两端涨紧在曲轴内端法兰端面与相邻的曲轴外端法兰内端面之间。本实用新型结构紧凑,使用方便,不会出现一个烂牙的螺纹
孔,显著提高了柴油机曲轴的内端法兰螺纹孔的成孔质量,并明显提高了内端法兰环面上一圈多个螺纹孔的加工效率,也大大降低了攻丝的劳动强度。
12.本实用新型的优点和特点,将通过下面优选实例的非限制性说明进行图示和解释,这些实施例,是参照附图仅作为例子给出的。
附图说明
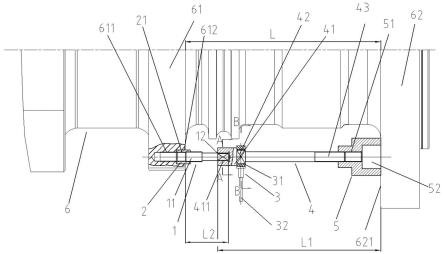
13.图1是本实用新型安装在柴油机曲轴内端法兰和外端法兰之间的结构示意图;
14.图2是图1的a-a剖视放大图;
15.图3是图1的b-b剖视放大图。
具体实施方式
16.下面结合附图和实施例对本实用新型作进一步说明。
17.如图1~图3所示,本实用新型包括丝锥1、导向套2、棘轮扳手3、转杆4和支撑座5,棘轮扳手3为双向棘轮扳手,既能顺时针转动带动丝锥1攻丝,又能逆时针转动使得丝锥1脱离螺纹孔611。丝锥1左端的切削部11拧入导向套螺纹孔21中,导向套2左端嵌入内端法兰61的螺纹孔611右端的沉孔612中,导向套2外圆与沉孔612间隙配合,导向套2左端端头抵靠在沉孔612的底面上。导向套2对丝锥1的攻丝起到了精确导向作用,确保螺纹孔611轴线的垂直度。
18.丝锥1右端的方柄12套入转杆4左端中,转杆4中部套在棘轮扳手3头部中,转杆4右端拧入支撑座5左端中,支撑座5右端端面抵靠在柴油机曲轴6的外端法兰62的内环面上,对丝锥1的攻丝起到支撑作用。
19.转杆4为阶梯轴结构,包括左端的方柄套筒41,与方柄套筒41相邻的中部方轴42和转杆4左端的螺杆43,方柄套筒41、中部方轴42和螺杆43的横截面逐次递减。丝锥1右端的方柄12套入方柄套筒41一端的方沉孔411中,中部方轴42套入棘轮扳手3的棘轮方孔31中,螺杆43端头拧入支撑座5左端中。
20.丝锥1的螺纹旋向和螺杆43端头的螺纹旋向相同,本实施例的螺纹旋向为左旋,丝锥的螺纹螺距与螺杆螺距相等。可使丝锥1在顺时针转动攻丝左移时,支撑座5右移,使其底面始终抵靠在柴油机曲轴6的外端法兰62的内侧环面621上,对丝锥1的攻丝起到坚定的支撑作用。
21.支撑座5呈台阶形,螺杆43端头拧入台阶形的支撑座5的小端螺纹孔51中,支撑座5大端设有大端沉孔52,大端沉孔52的直径大于小端螺纹孔51的直径。这样的结构可以减轻其质量,以便于安装。
22.转杆4的材质为合金工具钢,本实施例的合金工具钢牌号为40cr,转杆4的整体调质硬度为hb260~280,方沉孔411和中部方轴42的淬火硬度为hrc46~53,提高了转杆4的耐用度,延长其使用寿命。
23.使用本实用新型的攻丝过程如下:
24.1)将导向套2左端嵌入柴油机曲轴6的内端法兰61的螺纹孔611右端的沉孔612中,然后将丝锥1左端的切削部11拧入导向套螺纹孔21中。
25.2)将转杆4右端的螺杆43穿过棘轮方孔31,使转杆4的中部方轴42套在棘轮方孔31
中,并使方柄套筒41右端端面抵靠在棘轮扳手3的上端端面上。
26.3)将螺杆43端头拧入支撑座5左端中,顺时针转动支撑座5,调节方柄套筒42左端端面至支撑座5右端面的距离l1,使得l1与丝锥1右端的方柄12端面至柴油机曲轴6的内端法兰61端面的距离l2之和小于柴油机曲轴6的内端法兰61端面与相邻的柴油机曲轴6的外端法兰62的内端面距离l,即l1 l2<l,便于将本实用新型安装在内端法兰61和外端法兰62之间。
27.4)将方柄套筒41左端的方孔411套在丝锥1右端的方柄12上后,逆时针转动支撑座5,支撑座5右移直至支撑座5底面抵靠在柴油机曲轴6的外端法兰62端面上。丝锥1右端的方柄12套入方柄套筒41左端的方沉孔411中,从而使支撑座5、棘轮扳手3和转杆4的联合体两端涨紧在柴油机曲轴6的内端法兰61端面与相邻的柴油机曲轴6的外端法兰62端面之间。
28.5)手握棘轮扳手3的柄部32,顺时针转动柄部32,丝锥1左端的切削部11顺时针转动完成柴油机曲轴6的内端法兰61的螺纹孔攻丝。丝锥1左端的切削部11顺时针转动攻丝时,支撑座5外移,支撑座5底面始终抵靠在柴油机曲轴6的外端法兰62内端面上。
29.6)逆时针转动棘轮扳手3的柄部32,丝锥1左端的切削部11逆时针转动退出完成攻丝的螺纹孔611,同时支撑座5内移,即可卸下丝锥1及支撑座5、棘轮扳手3和转杆4的联合体。
30.除上述实施例外,本实用新型还可以有其他实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。